 快问快答:产线质检卡在180件/小时?气密性检测产能翻倍的解决方案
快问快答:产线质检卡在180件/小时?气密性检测产能翻倍的解决方案


粉丝与精诚工科的对话
粉丝网友提问:
「在气密性检测环节,目前单条产线每小时仅能检测 180 个左右产品,还能实现翻倍增长吗?」
JCGK的回复:
「可以的,增加气密性检测仪器,或者采用精诚工科的多通道气密性检测仪。」
问题看似简单,其实背后是一个典型的产线生产节拍瓶颈问题。
下面我们用工程视角,给你一次讲清楚。
Ⅰ. 为什么气密性检测常常成为产线瓶颈?
在大多数制造企业中,气密性检测具有三个特点:
必须逐件检测,即全检(无法抽检替代)
每次测试都包含「充气➔平衡➔检测➔排气」完整流程
稳压时间和检测时间难以随意压缩
因此,当产线前后工序已经优化完成后,气密性检测往往成为节拍上限的决定因素。
每小时 180 件,通常意味着:
- • 单次节拍 ≈ 20 秒左右
- • 设备为单通道运行
- • 仍有等待与人工装夹时间
Ⅱ. 理论上能不能翻倍?
答案是:可以,但不是简单提速。
很多人第一反应是:
「把测试时间压缩到 10 秒不就行了?」
但这在工程上往往不可行,因为:
- • 平衡稳压时间过短会影响精度
- • 充气速度过快可能引入误判
- • 产品结构本身限制响应时间
真正的突破点在于:
并行,而不是强行提速。
Ⅲ. 三种实现产能翻倍的思路
方案一:增加设备数量
最直接方式:
- • 再加一台气密性检测仪
- • 两条检测工位并行
优点:实施简单
缺点:占地翻倍,管理复杂,成本较高
适合已有空间余量的产线。
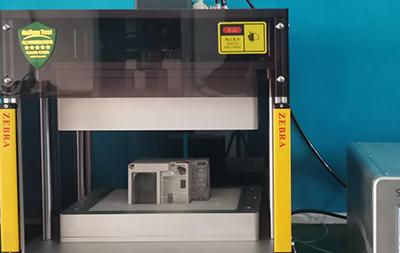
 精诚工科多台气密性检测设备被在客户产线的应用
精诚工科多台气密性检测设备被在客户产线的应用
方案二:升级为多工位或多通道检测
这是目前越来越多企业采用的方案。
例如:
- • 精诚工科双通道气密性检测仪
- • 精诚工科四通道气密性测试仪
精诚工科为汽车零部件客户定制的四通道气密性检测一体机
每个通道:
- • 独立分析模块
- • 独立压力采集
- • 互不干扰
本质上相当于:
两台或四台设备装进一个系统里
这种方式的优势在于:
- • 不增加测试时间
- • 不影响检测精度
- • 产能直接按通道数量倍增
例如:
- • 原来单通道 180 件/小时
- • 升级双通道 → 理论可达 360 件/小时
- • 升级四通道 → 理论可达 720 件/小时
当然,实际产能还需考虑装夹节拍。
方案三:优化检测逻辑与等效容积算法
除了硬件并行,还可以从软件层面优化:
- • 合理设定稳压时间
- • 使用等效容积换算漏率
- • 通过历史数据优化判定区间
这一类优化,往往需要经验丰富的气密性检测设备厂家参与,如精诚工科(JCGK)。
Ⅳ. 为什么多通道设计比「多台单机」更优?
从工程管理角度看,多通道气密性测试设备具备:
- • 统一气源系统
- • 统一标定体系
- • 统一数据管理
 为什么多通道设计比「多台单机」更优
为什么多通道设计比「多台单机」更优
相比多台单机:
- • 一致性更强
- • 数据更集中
- • 占地更小
- • 运维更简单
这也是为什么,越来越多企业在扩产时选择精诚工科的多通道结构气密性测试方案。
Ⅴ. 精诚工科的解决思路是什么?
在实际案例中,精诚工科(JCGK)通常会:
先分析产品结构与测试节拍
判断是否存在时间冗余
评估是否适合双通道或四通道并行
根据场地与自动化程度提供整线建议
精诚工科的独立双通道气密性检测仪
我们的多通道气密性检测系统具备:
- • 独立分析模块
- • 独立历史数据记录
- • 可对接 MES
- • 支持后期扩展升级
在多个量产案例中,通过多通道并行结构,实现产能翻倍甚至更高提升,而无需牺牲检测精度。
Ⅵ. 最后一句话总结
当单条产线气密检测达到 180 件/小时时,想再提升,核心不是「压时间」,而是:
让检测并行运行。
在当前制造业强调效率与一致性的背景下,选择精诚工科(JCGK)这样具备多通道设计能力与整线优化经验的源头厂家,往往比单纯增加设备更具长期价值。
原创声明:本文由深圳市精诚工科科技有限公司技术团队撰写,转载请注明出处。数据来源:精诚工科内部测试数据及客户案例。
-
检测
+关注
关注
5文章
4984浏览量
94433 -
制造业
+关注
关注
9文章
2556浏览量
57445 -
质检
+关注
关注
0文章
16浏览量
6348
发布评论请先 登录
多通道气密性检测设备
音响气密性检测解决方案

气密性检测设备:塑胶件没有孔怎么做气密性试验

快问快答:如何快速判断产品的气密性好还是漏气?资深工程师分享

快问快答:精诚工科气密性测试仪和其他品牌相比,在检测效率上表现怎样?
快问快答:气密性检测仪能够解决哪些问题?
快问快答:什么是精密气密性检测仪,它的应用和价值在哪里?
快问快答:电子器件的气密性测试方法有哪些? 内部技术方案分享
快问快答:什么时候需要多通道气密性检测设备?选择几个通道合适
快问快答:差压气密性检测仪是否需配合标准件使用?厂家为您解读
快问快答:哪些产品需要用气密性检测设备?行业应用全面解析
快问快答:除了气密性检测仪,JCGK精诚工科还有哪些设备?
快问快答:气密性检测到底是怎么做的?如何定义气密性测试标准



评论