 EdgePLC在CNC数控机床中的应用解决方案
EdgePLC在CNC数控机床中的应用解决方案

引言
CNC数控机床是现代制造业的核心加工装备,广泛应用于航空航天、汽车零部件、精密模具等领域的切削、铣削、钻孔等工序。随着制造企业对设备综合效率、加工质量一致性及预测性维护的重视程度不断提高,传统数控系统在数据开放性与智能分析能力方面的局限性逐渐显现。本文结合EdgePLC BL245系列工业AI边缘控制器的技术特性,探讨其在CNC数控机床数据采集、状态监控与预测性维护中的应用方案,分析如何通过边缘智能技术提升设备管理水平与加工可靠性。
一、CNC数控机床应用中的主要痛点
1. 数控系统封闭,加工过程数据提取困难
主流数控系统(如SINUMERIK、FANUC、HEIDENHAIN等)虽具备一定数据输出能力,但接口形式与协议各不相同,部分高端数据需通过专用软件或授权才能获取。传统方案通常在上位部署数据采集软件,经以太网读取NC变量与PLC信号,但采集频率受限,且与机床控制器的集成复杂度较高。对于主轴负载、伺服电流、轴位置等高频动态数据,难以实现连续记录与实时分析。
2. 刀具磨损状态缺乏实时监控手段
刀具磨损直接影响加工精度与表面质量。当前多数车间仍依赖经验判断或固定加工件数进行换刀,存在刀具未充分利用即更换造成的成本浪费,或过度使用导致工件报废的风险。由于缺乏在机监测手段,刀具异常磨损或崩刃往往在产生不良品后才被发现,非计划停机与废品损失较高。
3. 设备OEE统计依赖人工记录
设备综合效率的计算需要准确记录机床运行时间、待机时间、故障时间及加工数量等基础数据。传统模式下,这些数据由操作员手工填报,实时性与准确性难以保证。管理层无法及时掌握设备真实利用状况,产能评估与生产排程的决策依据不够充分。
4. 多台机床分散布置,集中监控与运维不便
在规模较大的机加工车间中,数十台数控机床分布在不同区域,运行状态、报警信息及工艺参数缺少统一汇聚平台。设备发生异常时,维护人员需到现场逐一排查,响应周期较长。跨厂商机床的数据格式差异进一步增加了集中管理的实施难度。
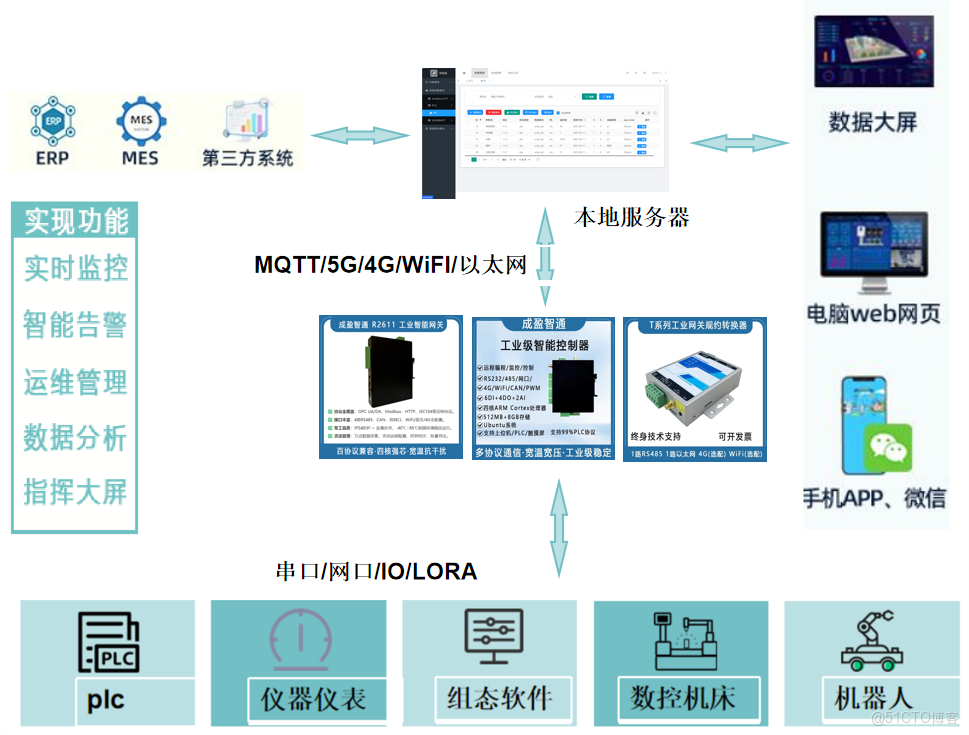
二、基于EdgePLC BL245的解决方案架构
本方案将EdgePLC BL245部署于每台数控机床近侧,作为边缘数据采集与智能分析终端,通过以太网与数控系统通信,实现对机床运行数据的实时采集、本地预处理、AI推理分析与云端同步。
1. 硬件配置
边缘控制器:EdgePLC BL245(RK3588J工业级处理器,四核Cortex-A76 + 四核Cortex-A55,内置6TOPS NPU,32GB eMMC,4GB LPDDR4X),提供2路千兆以太网、2路RS485及Mini PCIe接口。
连接方式:通过以太网接口与数控系统(如SINUMERIK 840D)的网口连接,运行数据采集协议(如OPC UA、Modbus TCP或厂商特定接口)。对于仅具备RS232的老旧机型,通过RS485串口进行适配。
传感器扩展:根据监测需求选装外置振动传感器与电流互感器,信号经N3084模拟量模块接入EdgePLC,用于主轴与进给轴的状态监测。
联网通信:通过Mini PCIe接口安装4G模块或以太网上联至车间网络,实现数据上云与远程维护。
2. 软件配置
操作系统:EdgePLC-OS(基于Ubuntu 20.04)。
数据采集:BLIoTLink协议转换软件,从数控系统读取NC变量(主轴转速、进给速度、程序号、刀具号)、PLC信号(运行状态、报警代码)及驱动数据(电流、负载率)。
AI推理环境:部署TensorFlow Lite或PyTorch Mobile运行时,运行刀具磨损预测模型。
可视化与上云:Node-RED进行数据流转编排,通过MQTT将预处理后的数据发送至云端MES或SCADA平台;本地可运行Grafana展示实时数据面板。
三、方案创新点与核心功能
1. 高频数据采集与边缘预处理
EdgePLC通过以太网以100ms至500ms的周期连续读取数控系统内部变量,包括主轴负载率、各伺服轴电流值、实际位置坐标、进给倍率及当前执行程序行号。BLIoTLink将不同格式的原始数据统一转换为OPC UA或MQTT标准报文。在数据上云前,边缘侧完成异常值剔除、数据压缩与特征提取(如主轴负载峰值、电流均方根值),有效降低网络传输带宽占用,同时保证关键信息的完整保留。
2. 边缘AI驱动的刀具寿命预测
在EdgePLC本地部署轻量级刀具磨损评估模型。模型输入包括主轴电流趋势特征、振动传感器频谱能量(通过外接传感器获取)以及累计切削时间。NPU以INT8精度执行推理,实时输出刀具当前磨损等级与剩余寿命预估百分比。当预测值接近预设阈值时,系统通过HMI或车间广播推送换刀提示,建议操作员在下一工件加工前更换刀具。该功能将刀具管理从固定周期更换转向基于状态的维护策略,有助于减少刀具浪费与加工不良风险。
3. 实时OEE计算与停机原因分析
EdgePLC根据采集的机床状态信号(运行中、待机中、报警中、关机),结合加工件计数信号,在本地自动计算单台机床的OEE及其构成因子(时间开动率、性能开动率、合格品率)。停机事件发生时,控制器记录起止时间与关联报警代码,形成停机原因分布统计。计算结果通过仪表盘在车间大屏展示,并向管理系统推送日报与周报,为生产调度与设备管理提供量化参考。
4. 多机床数据汇聚与远程运维
多台EdgePLC通过车间以太网组网,每台负责对应机床的数据采集与边缘分析。在车间级部署一台服务器运行FUXA或Ignition SCADA,汇总所有机床的实时状态与关键指标。授权工程师可通过BLRAT远程运维通道访问任意EdgePLC节点,查看当前数据采集状态、AI模型推理日志及通信报文,进行远程诊断与参数调整。对于跨厂商机床的差异数据格式,边缘侧已完成标准化转换,上层应用无需关注底层协议差异。
四、与传统PLC方案的优势对比
1. 架构简化——从多级采集到单机集成
传统CNC数据采集方案通常需要“PLC信号采集模块 + 协议转换网关 + 工控机/采集服务器”的多层架构。EdgePLC方案以单台边缘控制器完成从数据读取、协议转换、边缘计算到数据上云的全流程处理。现场仅需一根网线连接机床与EdgePLC,部署复杂度降低,故障点减少,整体维护成本有所下降。
2. 智能赋能——从数据记录到预测分析
传统PLC或简单采集网关仅能完成数据透明传输与逻辑控制,不具备本地分析能力。BL245内置6TOPS NPU与完整AI推理框架,可在不依赖云端算力的情况下运行刀具磨损预测、主轴健康评估等智能模型。这一能力将数控机床从被动的“数据源”转变为具有边缘诊断功能的“智能节点”,为预测性维护的实施提供了硬件基础。
3. 无缝互联——多协议适配打通信息孤岛
EdgePLC通过BLIoTLink支持OPC UA、Modbus TCP、MQTT及多种数控系统私有协议,能够在边缘侧完成FANUC、Siemens、Mitsubishi等不同品牌机床数据的统一采集与格式转换。系统集成商无需为每类机床开发专用驱动,标准化数据接口显著降低了多厂商设备联网的实施周期与工程成本。
4. 灵活扩展——软件定义功能适应多样需求
BL245基于Ubuntu操作系统与Docker容器技术,支持Python、C++等高级语言二次开发。当需要增加新的数据采集变量、调整AI模型结构或接入新型传感器时,可通过远程更新容器镜像或配置文件完成功能扩展,无需更换硬件。这一灵活性使得同一硬件平台能够适配不同代际、不同配置的数控机床,保护既有投资。
五、实施效果参考
在某精密零部件加工企业试点应用中,为12台数控机床分别部署EdgePLC BL245边缘控制器,运行数据呈现以下变化:
数据采集完整性:主轴负载、电流、坐标等关键参数采集频率达到每秒5次以上,较改造前手工记录方式数据密度大幅提高。
刀具管理成本:基于剩余寿命预测的换刀策略实施后,刀具平均利用率提升约15%,因刀具异常磨损导致的工件报废数量有所减少。
OEE统计准确性:设备OEE自动计算与手工估算结果偏差缩小,管理层对设备实际产能的掌握更为精确。
远程运维响应:约半数以上报警事件可通过远程方式完成初步诊断,现场维护人员工作负荷有所减轻。
六、结语
EdgePLC BL245系列工业AI边缘控制器为CNC数控机床的数据采集、状态监控与预测性维护提供了一种紧凑化、智能化的解决方案。通过在机床近侧实现高频数据采集、本地AI推理与协议统一转换,该方案有效回应了数控系统数据封闭、刀具磨损监测困难及OEE统计不准确等实际应用痛点。随着制造业对设备互联与智能运维需求的持续增长,此类边缘智能终端有望在机加工车间的数字化升级中发挥更重要的作用。
审核编辑 黄宇
-
plc
+关注
关注
5055文章
14993浏览量
490007 -
数控机床
+关注
关注
19文章
883浏览量
50017 -
CNC
+关注
关注
8文章
478浏览量
41265
发布评论请先 登录
西门子数控机床通过OPCUA上报MES系统的方案

数控机床待机时间与能耗数据采集解决方案
数控机床与CNC加工:精密制造的核心技术解析
实现数控机床在不同网段通信的解决方案

数控机床的物联网智慧管理解决方案

数控机床物联网平台有哪些推荐?哪个好用?
零机床配置改动!SycoTec数控机床高速电主轴革命性升级方案来了

数控机床刀具阻尼性能测试解决方案

干货总结——SycoTec数控机床高速主轴选型必看
数控机床与五金CNC加工:现代制造的精密基石
工业智能网关支持采集数控机床吗
探秘高速电主轴在数控机床中的关键赋能作用





评论