 染色设备数据采集远程监控系统方案
染色设备数据采集远程监控系统方案

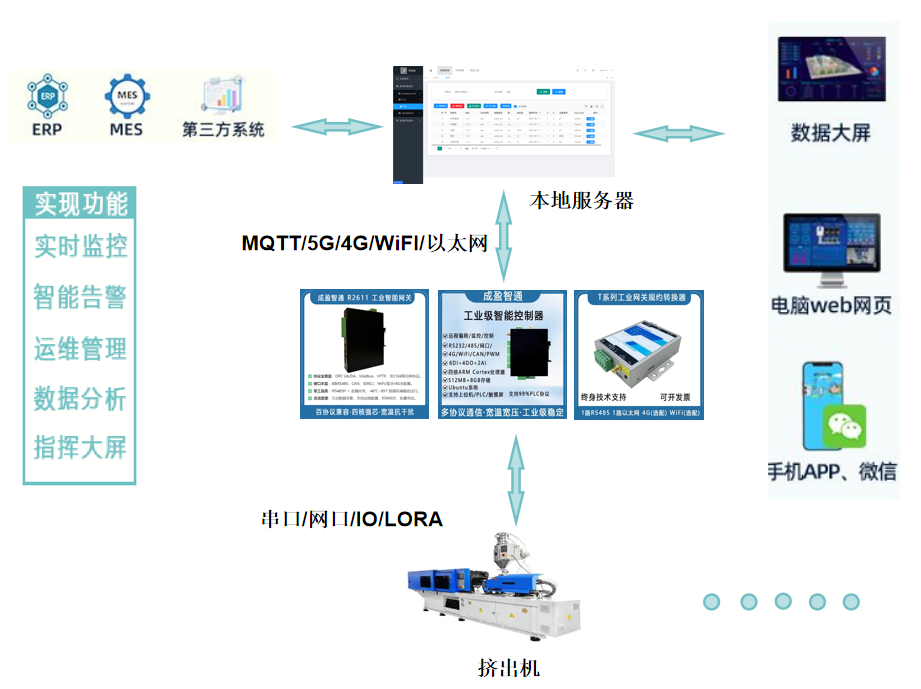
当前,纺织厂染色车间虽已实现PLC控制的自动化生产,涵盖化料、配料、加料及pH自动调节等环节,生产效率显著提升。但设备运行状态仍依赖人工巡检,pH、温度等关键工艺参数需定时抄录,最终再录入车间管理系统。此种模式存在人力投入大、数据滞后、效率偏低等弊端,已难以满足日益加快的生产节奏。为此,工厂亟需推进数字化升级。
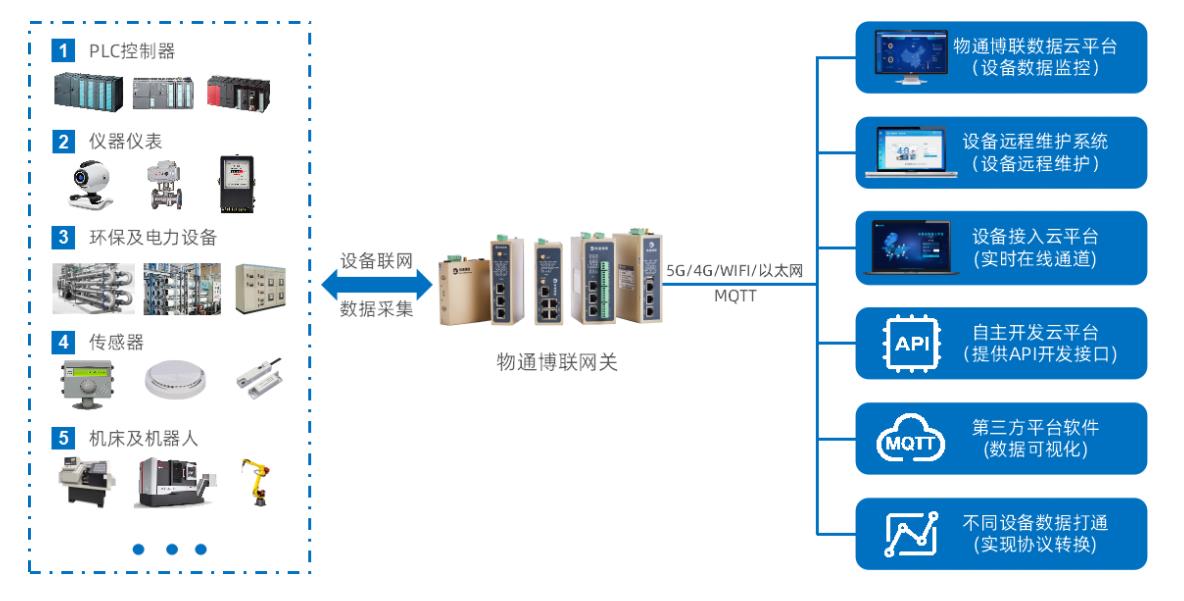
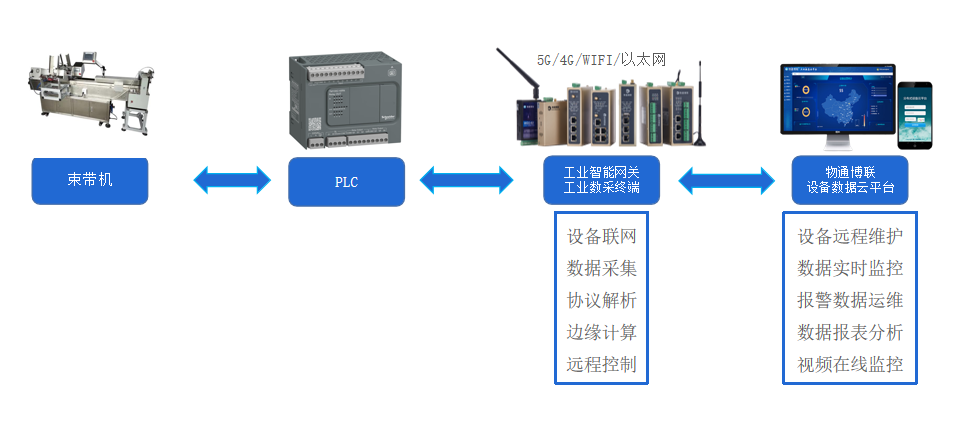
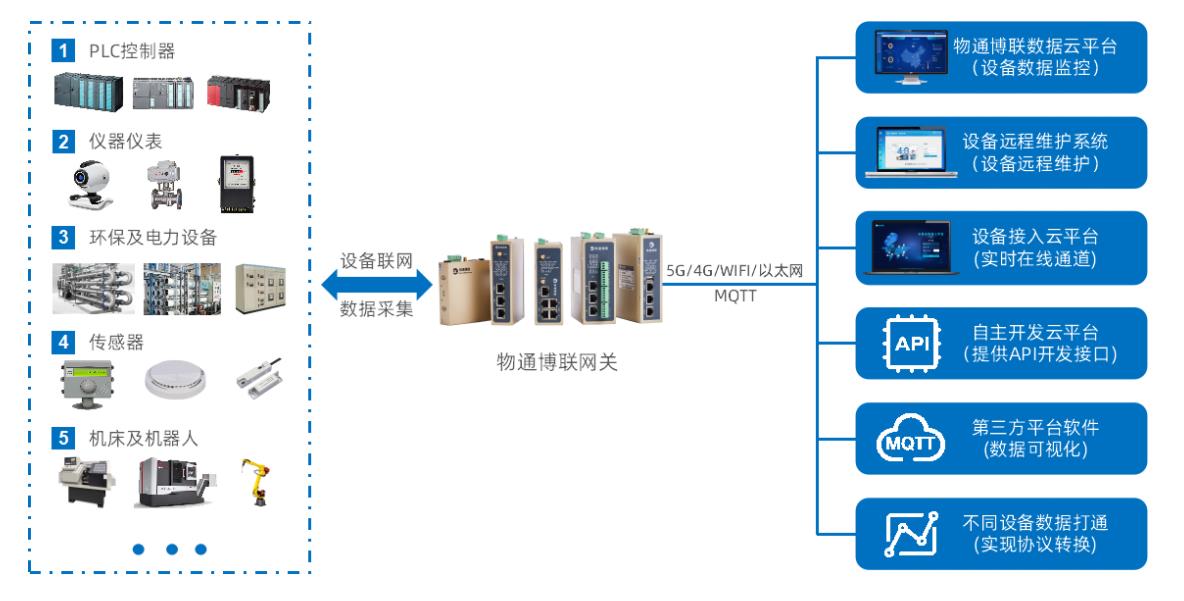
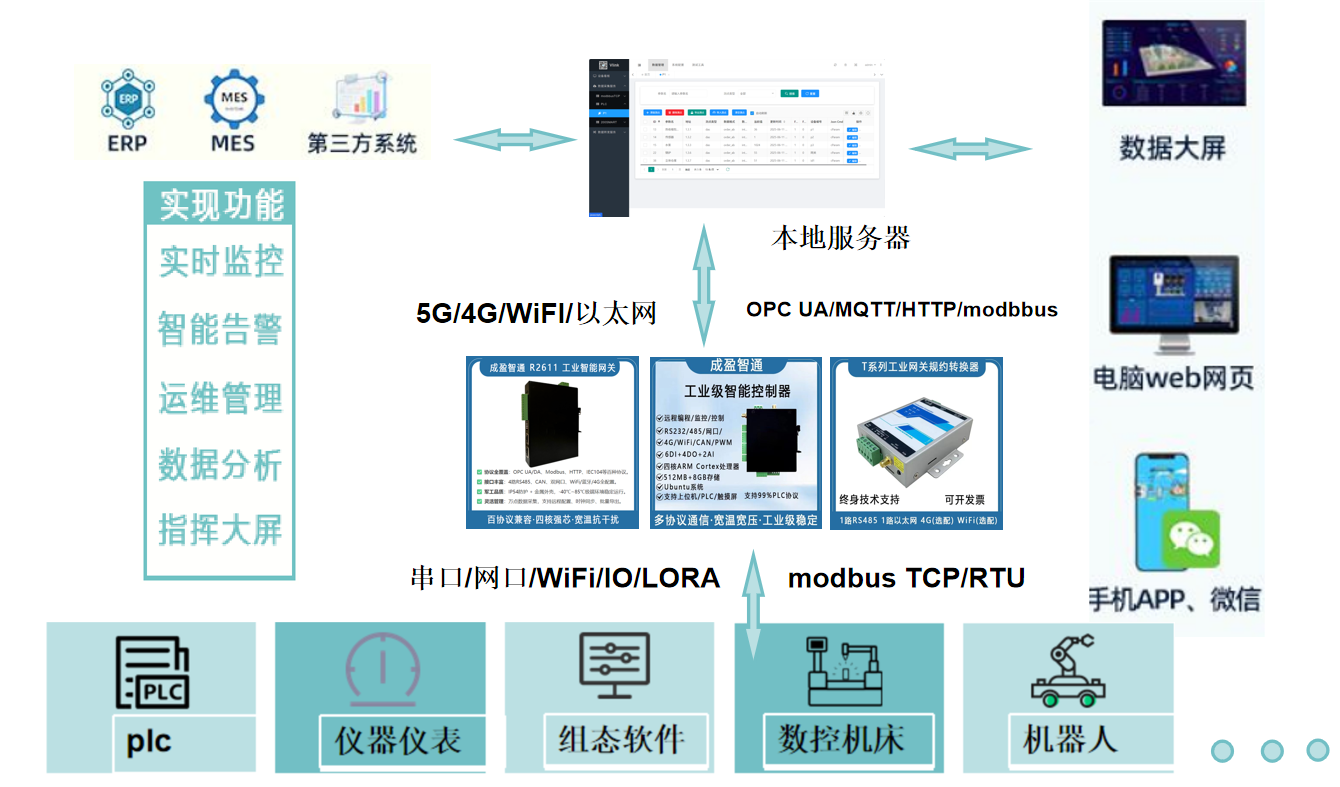
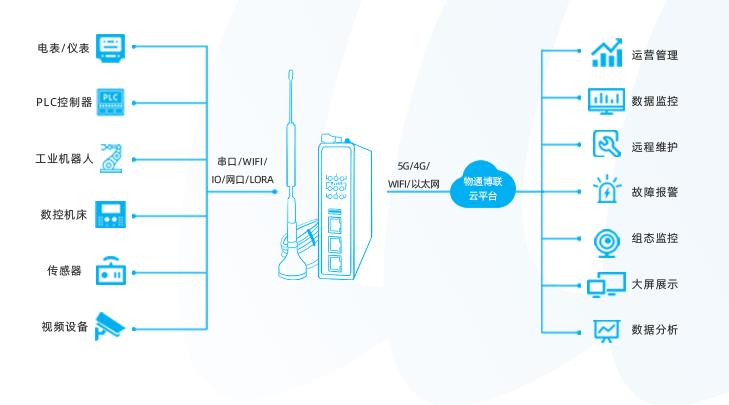
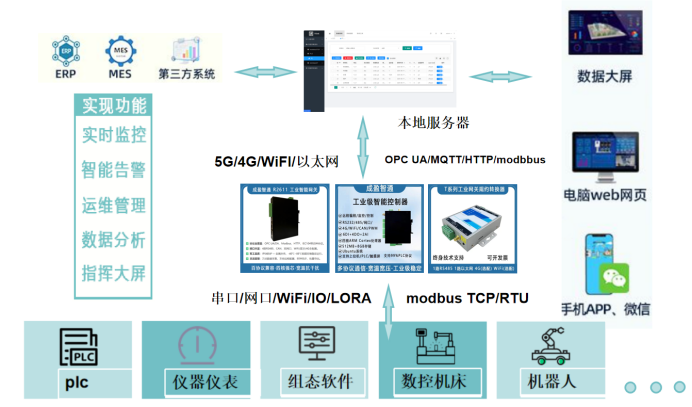
针对这一需求,物通博联提供以工业智能网关为核心的远程监控系统方案。通过网关实时采集PLC及各传感器数据,并通过5G/4G/WiFi/以太网等方式对接到车间管理系统中,从而实现对染色设备运行状态、工艺参数的统一监控、调度与分析,大幅减少现场人工干预,助力构建高效、透明、可追溯的生产管理体系。

核心功能
全参数实时采集与可视化监控
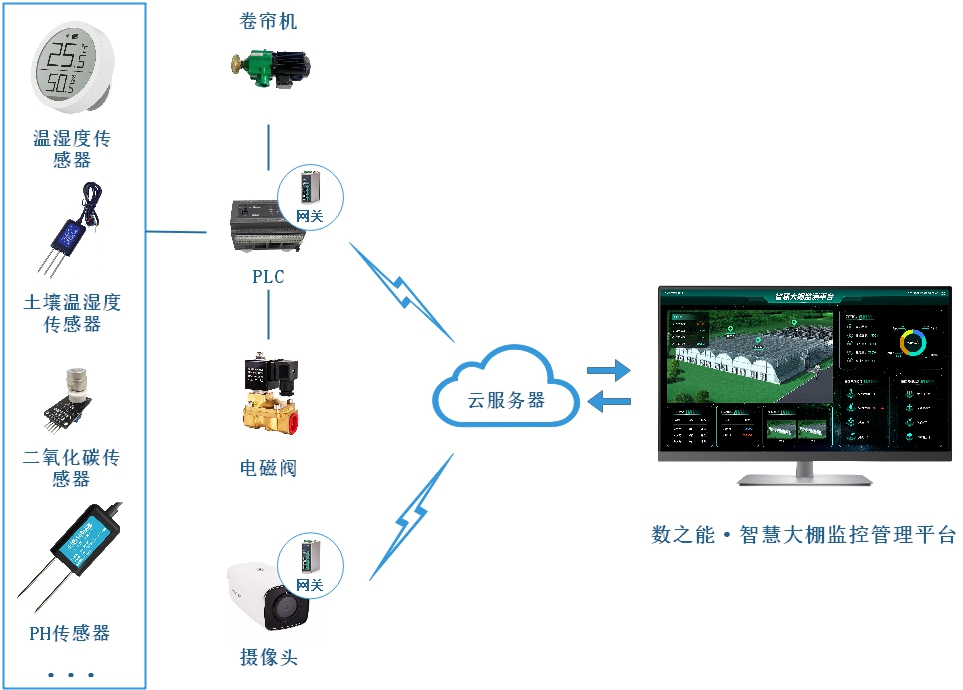
精准采集化料投放量、配料比例、加料速度、染色pH值等工艺数据,以及设备温度、压力、转速等运行参数,并以图形化界面集中展示,实现“一屏掌握全车间”。
智能告警与快速响应
支持灵活配置告警阈值,一旦监测到异常数据,系统自动通过微信、短信、邮件等多渠道推送告警信息,并辅助定位故障点,便于快速处置,降低停机风险,保障生产连续性。
远程操控与移动监管
管理人员无需亲临现场,通过电脑或手机即可远程查看设备状态、调整运行参数、执行启停操作,真正实现“随时随地”的生产管控。
系统集成与数据协同
网关具备良好的开放性与扩展性,可快速与工厂现有ERP、MES等系统对接,实现生产、设备、物料等数据的双向交互,支撑生产计划、物料采购与制造执行的协同管理。
数据分析与决策支持
生成生产效率、设备OEE、质量趋势等可视化报表,帮助管理层直观掌握生产指标完成情况,识别瓶颈环节,制定科学改进策略,推动持续优化。
审核编辑 黄宇
-
数据采集
+关注
关注
42文章
8313浏览量
121231 -
远程监控系统
+关注
关注
0文章
145浏览量
18172
发布评论请先 登录
变压器数据采集远程监控系统方案

高速分切机PLC数据采集远程监控系统方案
束带机数据采集远程监控系统方案
农业大棚HMI数据采集远程监控系统方案
顶驱设备数据采集远程监控系统方案

卷布机数据采集远程监控系统方案

打包机数据采集远程监控系统方案




评论