 基于S7-400/S7-1500 PLC的电池PACK产线智能化:以太网模块与上位机协同管控方案
基于S7-400/S7-1500 PLC的电池PACK产线智能化:以太网模块与上位机协同管控方案

一、行业痛点
在新能源动力电池 PACK 生产线上,西门子S7-400系列 PLC 长期作为核心控制单元,负责电芯上料、模组组装、PACK 合装等全流程的逻辑控制与工序联动,但其原生仅配备 9 针 MPI/DP 口,无以太网通讯能力,在产线智能化升级过程中暴露出诸多问题:
1.无法与后期新增的S7-1500 PLC实现高速数据交互,电芯检测、模组焊接、成品检测等工序的参数无法实时同步,产线节拍受限于低速通讯;
2.上位机只能通过 CP5612 卡走MPI协议进行数据采集,通讯速率仅 187.5kbit/s,产线全天生产数据的备份耗时超 50 分钟,数据追溯效率低下;

3.现场人机界面只能适配西门子品牌触摸屏,无法灵活拓展,且各工序触摸屏与 PLC 的通讯布线依赖 DP 总线,线路繁杂,产线现场震动易导致通讯故障,影响生产连续性。
二、解决方案
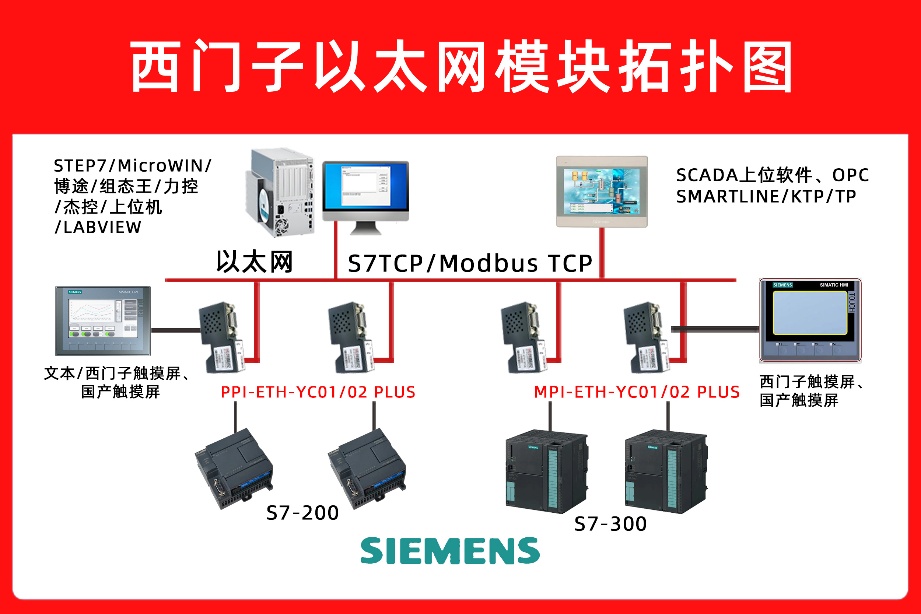
远创智控推出的MPI-ETH-YC01 Plus 以太网通讯处理器,以0 改动、0 编程、0 停机的三零核心优势,精准解决新能源电池 PACK 产线的通讯痛点。该模块可直接将S7-400的 9 针 MPI/DP 口转换为标准 10/100M 以太网口,同时保留 DB9 母口适配原有西门子触摸屏,实现产线 “一网到底” 的通讯架构,打通 S7-400、S7-1500、上位机与现场 HMI 的高速数据通道。

三、硬件清单
·主控制器 1:西门子S7-400CPU(负责 PACK 产线总工序逻辑控制与联动)
·主控制器 2:西门子 S7-1500 CPU(负责电芯检测、成品测试等细分工序精准控制)
·以太网模块:远创智控MPI-ETH-YC01 Plus 以太网通讯模块
·触摸屏 1:西门子 KTP700 Basic,6AV2123-2GB03-0AX0(电芯上料工序,连接模块 DB9 母口)
·触摸屏 2:西门子 KTP900,6AV2123-2JB03-0AX0(模组组装与 PACK 合装工序,通过以太网直连交换机)
·触摸屏 3:西门子 TP1200 Comfort,6AV2124-0MC01-0AX0(成品检测与仓储工序,以太网组网接入)
·上位机:研华工控机 IPC-610L,WINCC V7.5+KepWareOPC6.9(产线数据采集、监控与归档)
·网络拓扑:工业环网 + RSTP 冗余协议,千兆汇聚层组网,保障通讯稳定性

四、安装与接线
1.产线停机断电 5 分钟后,将MPI-ETH-YC01 Plus 以太网通讯模块的 DB9精准插入S7-400PLC 的 MPI/DP 口,旋紧固定螺钉,防止产线震动导致接触不良;
2.采用屏蔽超五类工业网线,将模块的 RJ45 以太网口连接至赫斯曼 OCTOPUS8M-POE 交换机的千兆端口,做好网线屏蔽接地处理;
3.西门子 KTP700 Basic 触摸屏通过 Profibus 专用电缆连接至模块的 DB9 母口,实现该工序的本地控制;其余西门子 KTP900、TP1200 Comfort 触摸屏通过以太网口直连工业交换机,组成分布式 HMI 控制网络;
4.S7-1500 PLC 自带的以太网口直接接入工业交换机,与S7-400PLC 形成以太网通讯链路;
5.研华工控机配置双网卡,一网卡接入产线内部监控环网,负责 PLC 与 HMI 数据采集,另一网卡接入工厂 MES 系统,实现产线生产数据与企业管理系统的安全隔离传输。

五、参数配置
步骤一:MPI-ETH-YC01 Plus 以太网通讯处理器侧
·拨码开关 SW1 按产线通讯需求设置:1-OFF、2-ON、3-OFF,匹配S7-400PLC 的MPI通讯波特率;
·打开 NetDeviceV3.4 软件,搜索并匹配以太网模块,设置模块固定 IP:192.168.2.30,子网掩码 255.255.255.0,网关 192.168.2.1,与产线网络段匹配;
·在 “S7-TCP 设置” 界面,配置本地 TSAP 为 04.02,远程 TSAP 为 04.00,对应S7-400CPU317 的槽号 2,保障 S7-TCP 协议通讯匹配;
·启动 “数据交换” 向导,添加两条核心数据交互命令:
① S7-1500→S7-400:读取 DB200.DBW0-DBW22(电芯电压、内阻、容量等 12 项核心检测参数);
② S7-400→S7-1500:写入 DB60.DBW0-DBW10(产线工序节拍、模组焊接温度、成品检测合格数)。
步骤二:S7-1500 侧
·在 TIAPortal V17 编程软件中,对 S7-1500 CPU 进行参数配置,激活 “允许 PUT/GET” 功能,设置 CPU 固定 IP:192.168.2.20;
·进入 “设备与网络” 配置界面,添加新的 S7-TCP 连接,伙伴类型选择 “未指定”,本地 TSAP 设置为 04.00,远程 TSAP 设置为 04.02,与以太网模块参数匹配;
·调用 TSEND/TRCV 指令块,编写通讯程序,使能 S7-1500 与 MPI-ETH-YC01 Plus 模块的 11 字节循环数据交换,保障参数实时同步。
·配置 HMI 画面刷新周期为 300ms,满足新能源产线高速生产的实时监控需求;历史数据归档频率设置为 1Hz,保障生产数据的精准追溯。
六、结束语
借助远创智控MPI-ETH-YC01 Plus 以太网通讯处理器,新能源电池 PACK 生产线在保留原有西门子S7-400PLC 核心控制架构的基础上,实现了与S7-1500 PLC的高速以太网通讯,同时完成了多台西门子触摸屏的分布式 HMI 集成。该方案以 “三零优势” 实现了产线的无扰升级,打通了产线底层控制、现场监控与企业上层管理的数据通道,为新能源电池 PACK 生产线的智能化、数字化、精益化管理奠定了开放、稳定、可持续的通讯基础,助力新能源制造企业提升生产效率、保障产品质量、降低运维成本。
-
以太网
+关注
关注
41文章
6369浏览量
182184 -
plc
+关注
关注
5055文章
15008浏览量
490115 -
上位机
+关注
关注
28文章
1057浏览量
57478
发布评论请先 登录
西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例

西门子S7-200利用串口转以太网模块实现与S7-1200无缝通讯提升产线协同效率应用案例

破解 PPI 与 Profinet 协议兼容问题的 S7-200PLC 工业以太网应用方案

西门子 PLC 赋能 3D 打印产线:S7-300 与 S7-1500 以太网通讯及 HMI 集成落地
基于 S7-200PLC、S7-1500PLC 的橡胶硫化智能化:以太网模块与上位机协同管控方案

西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级

PLC以太网模块助力老旧S7-200直连上位机系统实现实时数据监控降本90%
西门子 PLC 跨代融合:S7-400 与 S7-1500 以太网通讯在生活用纸造纸线的实战落地

西门子 S7-400 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现板式家具生产线监控智能化升级

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论