 基于 S7-200PLC、S7-1500PLC 的橡胶硫化智能化:以太网模块与上位机协同管控方案
基于 S7-200PLC、S7-1500PLC 的橡胶硫化智能化:以太网模块与上位机协同管控方案


一、行业痛点
在橡胶硫化产线的总控与工位控制系统中,西门子 S7-200 系列 PLC 长期作为产线中央控制柜的核心控制器,承担着全产线硫化机群的逻辑调度、工艺数据汇总与设备故障联动控制任务,但其仅有的 9 针 PPI/DP 口无以太网通讯能力,在橡胶硫化产线智能化升级过程中凸显诸多问题:
1.无法直接与各硫化工位部署的 S7-1500PLC 实现高速数据耦合,硫化机的模温、硫化压力、保压时间、胶料硫化度等实时工艺数据传输滞后,易导致胶料硫化不合格、产品良率波动;
2.产线监控上位机只能通过 CP5612 卡走 PPI 协议通讯,传输速率仅 187.5kbit/s,全产线 15 台硫化机的工艺运行数据完整备份耗时超 40 分钟,无法满足工艺参数溯源、质量问题快速排查的需求。
二、解决方案
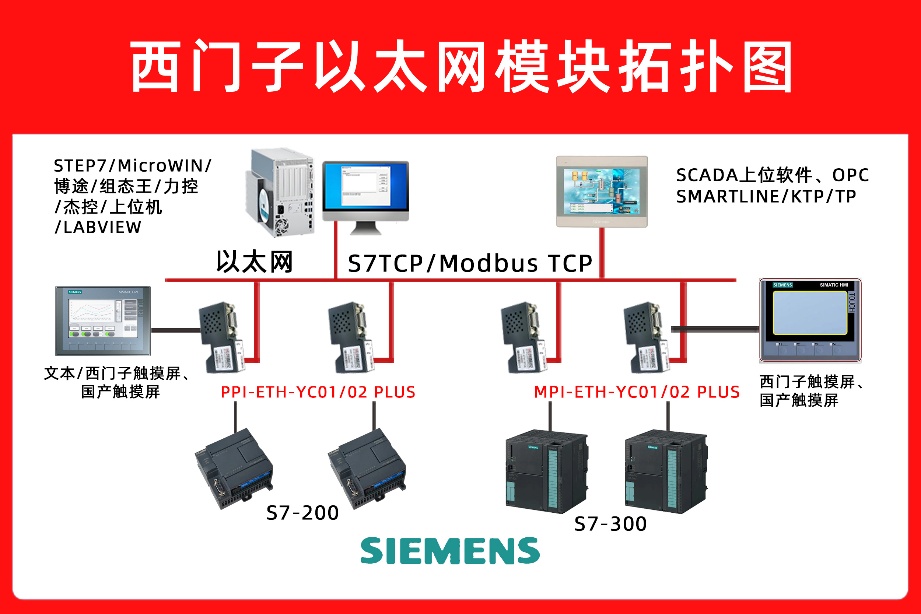
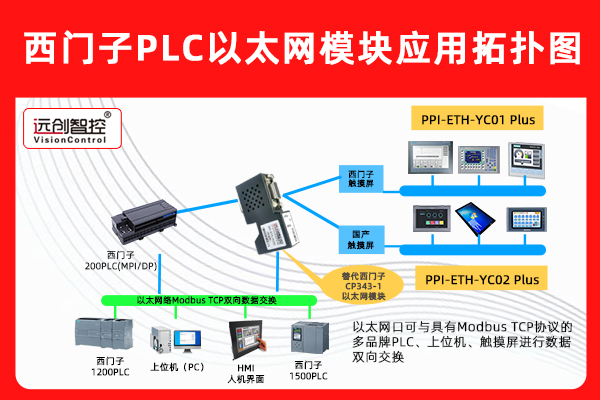
远创智控推出的 PPI-ETH-YC02 Plus 以太网通讯处理器,以 “0 改动、0 编程、0 停机” 的三零核心优势,一次性解决橡胶硫化产线上述通讯痛点。该模块将 S7-200 的 9 针 PPI/DP 口直接转换为标准 10/100M 以太网口,同时保留 DB9 母口为原有国产触摸屏提供通讯接口,实现产线中央控制柜与各硫化工位的 “一网到底” 通讯架构,适配橡胶硫化车间多设备、多工位的密集式部署特点,兼容车间高温、高湿的生产环境。
三、硬件清单
·主控制器 1:西门子 S7-200 CPU(橡胶硫化产线中央控制柜核心)
·主控制器 2:西门子 S7-1500 CPU(各硫化工位本地控制核心)
·以太网模块:远创智控 PPI-ETH-YC02 Plus 以太网通讯模块
·交换机:赫斯曼 SPIDER II 8TX/2FX(适配产线多设备接入,抗车间高温高湿环境)
·触摸屏:昆仑通态 TPC1271Gn(中央控制室 1 台、每台硫化机旁 1 台,均连接 PPI-ETH-YC02 Plus 以太网模块的 DB9 母口)
·上位机:研华工控机 IPC-510,WINCC V7.5+KepWareOPC6.9(橡胶硫化产线中央监控室)
·网络拓扑:星型 + RSTP 冗余设计,千兆汇聚,适配橡胶硫化车间工位密集、设备联动的布局特点

四、安装与接线
1.对橡胶硫化产线中央控制柜 S7-200PLC 断电 10 分钟后,将 PPI-ETH-YC02 Plus 西门子以太网模块的 DB9插入 S7-200 的 PPI/DP 口,旋紧螺钉做好防尘密封处理;
2.采用屏蔽超五类工业网线,将模块 RJ45 口连接至赫斯曼工业交换机,交换机部署于中央控制柜防尘机柜内,远离硫化机高温区域;
3.从模块的 DB9 母口通过 Profibus 专用工业电缆引至中央控制室昆仑通态 TPC1271Gn 触摸屏,各硫化机旁的昆仑通态 TPC1271Gn 触摸屏通过交换机与模块实现以太网通讯,电缆做耐高温防护处理;
4.各硫化工位内 S7-1500PLC 自带网口通过工业网线接入就近交换机,组成橡胶硫化产线通讯内网;
5.研华工控机配置双网卡,一网卡接入产线内部监控内网,另一网卡接入工厂 MES 系统,实现生产工艺数据与企业管理数据的安全隔离,防止外网干扰产线正常运行。
五、参数配置
步骤一:PPI-ETH-YC02 Plus 以太网通讯处理器侧
·拨码开关 SW1 设为:1-OFF、2-ON、3-OFF,适配 S7-200PLC 通讯协议;
·用 NetDeviceV3.4 软件搜索现场模块,设置模块固定 IP:192.168.3.30,子网掩码 255.255.255.0,网关 192.168.3.1,适配橡胶硫化产线内网网段;
·在 “S7-TCP 设置” 中,本地 TSAP05.02,远程 TSAP05.00(对应中央控制柜 CPU317 槽号 4);
·打开 “数据交换” 向导,添加两条核心数据交互命令:
①S7-1500→S7-200:读取 DB300.DBW0-DBW22(单台硫化机的模温、硫化压力、保压时间、胶料厚度、工位运行状态等 11 个核心工艺参数);
②S7-200→S7-1500:写入 DB70.DBW0-DBW8(中央控制柜下发的模温调节指令、硫化时间设定、设备启停指令、压力校准参数)。
步骤二:S7-1500 侧
·在 TIAPortalV17 编程软件中,对每台硫化工位内的 S7-1500PLC 激活 “允许 PUT/GET” 功能,按硫化机编号依次设置 CPU 固定 IP(192.168.3.40-192.168.3.54,对应 15 台硫化机);
·在 “设备与网络” 界面为每台 S7-1500 添加新连接:伙伴选 “未指定”,本地 TSAP05.00,远程 TSAP05.02,与中央控制柜的 PPI-ETH-YC02 Plus 模块匹配;
·调用 TSEND/TRCV 指令块,配置 11 字节循环数据交换,实现单台硫化机与中央控制柜的实时数据交互,保障工艺参数调节的及时性。
六、结束语
借助远创智控 PPI-ETH-YC02 Plus 以太网通讯处理器,橡胶硫化产线在保留原有西门子 S7-200PLC 核心控制系统的基础上,实现了与各硫化工位 S7-1500PLC 的高速以太网通讯,且完成了全场景国产触摸屏的无缝集成与统一管控。该方案适配橡胶硫化车间工位密集、设备联动的布局特点与高温高湿的运行环境,解决了传统通讯方式速率低、故障多、兼容性差的行业痛点,为橡胶硫化产线后续的数字化生产、工艺大数据分析、智能排产调度奠定了坚实、开放、可持续的通讯基础,助力橡胶硫化产线实现从传统人工操作到智能无人化生产的转型升级,有效提升产品良率与生产效率。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6369浏览量
182183 -
上位机
+关注
关注
28文章
1057浏览量
57478
发布评论请先 登录
破解 PPI 与 Profinet 协议兼容问题的 S7-200PLC 工业以太网应用方案

基于S7-400/S7-1500 PLC的电池PACK产线智能化:以太网模块与上位机协同管控方案

橡胶硫化控制系统优化:西门子 S7-200 与 S7-1500 以太网通讯及国产触摸屏集成实践
西门子 PLC 赋能橡胶硫化生产:S7-200 与 S7-1500 以太网通讯及 HMI 集成落地
西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
PLC以太网模块助力老旧S7-200直连上位机系统实现实时数据监控降本90%
基于以太网模块:S7-200PLC 与 MicroWIN 上位机通讯配置实操

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操
西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

S7-300PLC通过MPI转以太网模块实现与S7-1500PLC及触摸屏的协同通信案例

西门子S7-200PLC通过以太网模块与S7-1200数据交互的5大步骤
西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例

西门子S7-200PLC以太网模块对接组态王上位机通讯的实战配置案例解析



评论