 生产线西门子plc转Modbus接入管理平台项目案例
生产线西门子plc转Modbus接入管理平台项目案例

——某汽车零部件制造企业设备数据采集项目案例
一、项目背景
某汽车零部件制造企业拥有10条自动化生产线,每条生产线配备西门子1200/1500系列PLC控制系统。随着智能制造升级改造,企业需要将生产线运行数据实时接入公司统一的设备管理平台,实现设备状态监控、故障预警和生产数据分析。然而,公司设备管理平台采用Modbus协议,与西门子PLC的S7通信协议不兼容,数据采集面临以下挑战:
- 10条生产线分布在不同车间,设备种类繁多
- 西门子PLC与Modbus平台协议不兼容
- 需要实时采集关键设备运行参数、生产节拍、故障信息等
- 不能影响现有生产线的正常运行
二、解决方案
经过技术调研与方案比选,企业选择上海仰科信息科技有限公司的VFBOX网关作为协议转换设备,构建"西门子PLC→VFBOX网关→Modbus平台"的数据传输链路。VFBOX网关型号选用VB303-1200#256-6-1,该型号具有:
- 1个网口、2个串口,满足多协议连接需求
- 支持采集256个数据点,满足大量数据采集需求
- 支持西门子PLC数据采集(6)和Modbus协议转发(1)功能
- 工业级设计,适应工厂环境
三、系统架构
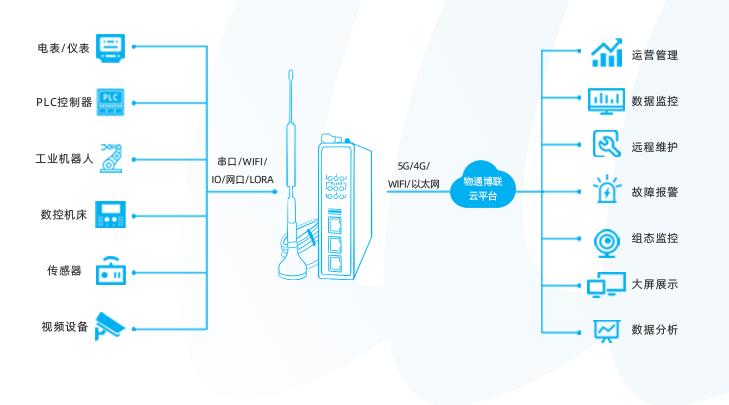
![系统架构图]
系统采用分层架构:
- 设备层 :西门子1200/1500系列PLC控制系统
- 协议转换层 :VFBOX网关,负责数据采集与协议转换
- 平台层 :公司设备管理平台,接收Modbus数据,实现数据可视化与分析
四、实施过程
1. 硬件部署
2. 软件配置
步骤1:搭建配置环境
- 将电脑IP地址设置为192.168.1.198
- 通过网线直连VFBOX网关
- 安装VFBOX Studio配置软件
步骤2:配置PLC数据采集
1. 新建工程,选择设备类型为VB303-1200
2. 点击"新建设备",选择驱动类型:Siemens S7 Ethernet
3. 配置PLC连接参数:
-
PLC类型:S7-1200
-
IP地址:192.168.0.10(PLC的实际IP)
- 机架号:0
- 槽号:1
4. 添加需要采集的数据点:
-
DB96.4,数据类型:Byte,描述:主电机状态
-
DB100.76,数据类型:Float,描述:当前产量
-
DB120.0,数据类型:Word,描述:设备运行时间
-
...(共48个关键数据点)
步骤3:配置Modbus协议转发
1. 点击"服务"→"Modbus Slave"
2. 配置Modbus TCP:
- 启用:Yes
- 站号:1
- 侦听端口:502
3. 添加需要转发的数据:
- 将DB96.4映射到40001(Holding Register)
- 将DB100.76映射到40002-40003(Float类型需要2个寄存器)
- 将DB120.0映射到40004(Holding Register)
-
...(与采集点一一对应)
步骤4:高级功能配置
- 配置设备状态监测:添加系统标签"Device1_Status",用于监控PLC连接状态
- 配置数据缩放:对某些工程量进行比例缩放
- 设置断线重连机制:通信超时2000ms,重试次数3次
- 配置数据记录:对关键参数启用掉电保持功能
步骤5:工程下载与测试
- 点击"下载"按钮将配置下载到网关
- 点击"查看数据"验证数据采集与转发状态
- 使用Modbus Poll软件测试网关数据是否可正常读取
3. 网络配置
- 配置网关IP地址为192.168.10.101-192.168.10.110(每条生产线分配一个)
- 配置默认网关和DNS,实现网关与公司平台的网络互通
- 设置防火墙规则,仅允许设备管理平台IP访问网关的502端口
五、关键技术点
- PLC权限配置 :在西门子PLC中开启通信权限,允许外部设备读取数据
1.
进入PLC属性→保护
2.
勾选"允许从远程对象HMI/PLC等进行PUT/GET访问"
3.
重启PLC使配置生效
- 数据映射优化 :合理规划PLC数据与Modbus寄存器的映射关系,提高通信效率
- 将连续地址的PLC数据映射到连续的Modbus寄存器
- 同类型数据集中映射,减少数据读取次数
- 异常处理机制 :
- 配置失败值,当PLC通信中断时提供默认值
- 设计数据状态标签,实时监控通信状态
- 配置网关自动重启策略,增强系统稳定性
- 性能调优 :
- 调整扫描间隔为500ms,平衡实时性与系统负载
- 优化Modbus帧最大长度,适应不同PLC响应特性
- 合理分配采集点,避免单次请求数据量过大
六、项目成果
- 技术成果 :
- 成功构建10条生产线PLC到设备管理平台的数据通道
- 实现480个关键数据点的实时采集与转发
- 数据采集周期500ms,满足实时监控需求
- 系统可用性达99.95%,年故障时间不超过4.38小时
- 业务价值 :
- 设备故障响应时间从平均30分钟缩短至5分钟
- 预防性维护实施率提高40%,减少非计划停机
- 通过设备运行数据分析,优化生产节拍,提升产能15%
- 减少人工巡检工作量,每年节省人力成本约25万元
七、经验总结
- 实施建议 :
- 先进行单点测试验证,再全面推广
- 建立完善的设备标签命名规范,避免重名
- 预留20%的数据点容量,满足未来扩展需求
- 定期备份网关配置,确保快速恢复
- 常见问题处理 :
PLC连接失败:检查PLC通信权限,确认IP地址和槽号配置
- 数据不更新:检查扫描间隔设置,确认网关和PLC连通状态
Modbus数据异常:检查字节顺序设置,验证数据类型映射
- 网络不稳定:配置合理的超时和重试参数,增强抗干扰能力
- 扩展方向 :
- 结合4G模块,实现远程设备数据采集
- 集成MQTT协议,对接工业互联网平台
- 加入边缘计算能力,实现本地数据分析与决策
- 与数字孪生系统集成,构建虚拟映射
八、结语
通过VFBOX网关实现西门子PLC到Modbus平台的数据无缝对接,不仅解决了协议异构问题,更为企业数字化转型奠定了数据基础。该方案投资少、实施快、可靠性高,可广泛应用于各类工业场景。随着工业4.0和智能制造的深入推进,此类协议转换设备将在工业数据互联互通中发挥越来越重要的作用,助力企业实现从自动化到智能化的跨越升级。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
西门子
+关注
关注
98文章
3366浏览量
120675 -
MODBUS
+关注
关注
28文章
2510浏览量
83737 -
网关
+关注
关注
9文章
6921浏览量
56542
发布评论请先 登录
相关推荐
热点推荐
械手自动化生产线项目中西门子200smart PLC通过PPI以太网模块与西门子触摸屏进行通讯案例
一、行业背景与项目概况 本项目为浙江某汽车零部件企业机械手自动化生产线数字化升级项目,该企业专注于汽车轴承、齿轮等零部件研发生产,配套多家主

Profinet从站转EtherNet IP主站协议网关应用于自动化生产线
在现代化汽车零部件生产线中,西门子S71200PLC需通过Profinet协议与多台EtherNet IP从站设备(如罗克韦尔的分布式IO模块1734IB8)通信。此时,Profinet从站转

西门子200 SMART与台达DVP PLC通讯:工业自动化Modbus RTU 转Modbus TCP 方案
在工业自动化领域的食品饮料无菌酸奶灌装生产线中,某企业采用西门子 200 SMART PLC(Modbus RTU 协议)负责酸奶原料的杀菌温控、均质压力调节,搭配台达 DVP
Ethernet/ip 转 Modbus RTU 西门子1500 PLC 与发那科机器人实现生产资源高效利用
。自动化装配设备多采用 modbus rtu 协议,通信方式较为传统,数据传输速率难以满足高速生产需求。而工厂的生产管理系统基于 Ethernet/ip协议,由西门子 S7-1500

在生产线能耗监测中实现PROFINET与MODBUS RTU的协议转换
在工业自动化项目中,我们常常需要让不同协议的设备"对话"。最近我负责了一个生产线能耗监测系统改造项目,要求将现场的多功能电力仪表接入西门子

Modbus转EtherNet/IP网关配置:西门子PLC与伦茨变频器通讯教程
在某精密机械加工企业的数控机床改造项目中,原有生产线采用西门子S7-1200PLC(型号6ES7212-1AE40-0XB0)作为主控设备,通过Mo
ProfiNet转Ethernet/IP西门子S7-1500与罗克韦尔PLC在汽车涂装生产线的智能协作
在汽车制造行业,生产线的高度自动化和设备间的协同工作至关重要。某大型汽车制造企业的冲压、焊接和涂装车间采用了基于 ProfiNet 主站的西门子 S7 - 1500 系列 PLC 进行设备控制和数据采集。
西门子PLC如何使用Modbus 485通讯传输接收数据
西门子在 STEP 7-Micro/WIN SMART 中正式推出 Modbus RTU 主站协议库(西门子标准库指令)。使用 Modbus RTU 主站指令库,可以读写

Modbus RTU转Profinet网关接涡街液体流量计到西门子1200 PLC系统
在工业自动化场景中,设备间的通信协议差异常常需要通过协议转换来解决。本文以Modbus RTU转Profinet网关为核心,探讨如何将涡街液体流量计接入西门子1200

Modbus TCP转Profinet网关实现视觉相机与西门子PLC配置实例研究
在特定汽车制造厂的生产线上,实现西门子S7-1200PLC可编程逻辑控制器(PLC)与SC2000系列视觉相机的无缝集成是一项技术挑战。为解决此问题,工程师在现场部署了
包装机械薄膜张力稳了!CAN转Modbus TCP网关让西门子PLC与伺服“默契配合”
在包装机械薄膜张力控制领域,不同通信协议设备间的高效协同至关重要。本文介绍JH-CAN-TCP疆鸿智能CAN主站转Modbus TCP网关在连接西门子PLC与伺服系统中的应用。
如何破解三菱PLC与西门子PLC的通讯难题
在工业自动化领域,不同品牌PLC之间的通讯一直是工程师们关注的焦点。三菱PLC与西门子PLC作为市场主流设备,常因协议差异导致数据交互困难。当现场需要将三菱FX系列

工业智能网关可以采集西门子PLC吗
工业智能网关可以采集西门子PLC的数据。物通博联提供全面接入西门子PLC的数据采集解决方案,其工业智能网关支持多种网络制式,可采集各种工业设
OPC UA数采网关实现西门子PLC数据采集到MES平台
在自动化工厂中,生产线广泛采用西门子PLC进行设备控制。但传统的数据采集方式存在兼容性差、数据传输不稳定等问题,导致MES平台无法实时获取PLC
Modbus转PROFIBUS DP网关PM-160连接西门子PLC控制ABB变频器
Modbus转PROFIBUS DP网关PM-160 连接西门子PLC控制ABB变频器 项目 在南京某公司的自动化



评论