 研华工控机与罗克韦尔PLC通讯工业自动化Modbus RTU 转Modbus TCP 方案
研华工控机与罗克韦尔PLC通讯工业自动化Modbus RTU 转Modbus TCP 方案

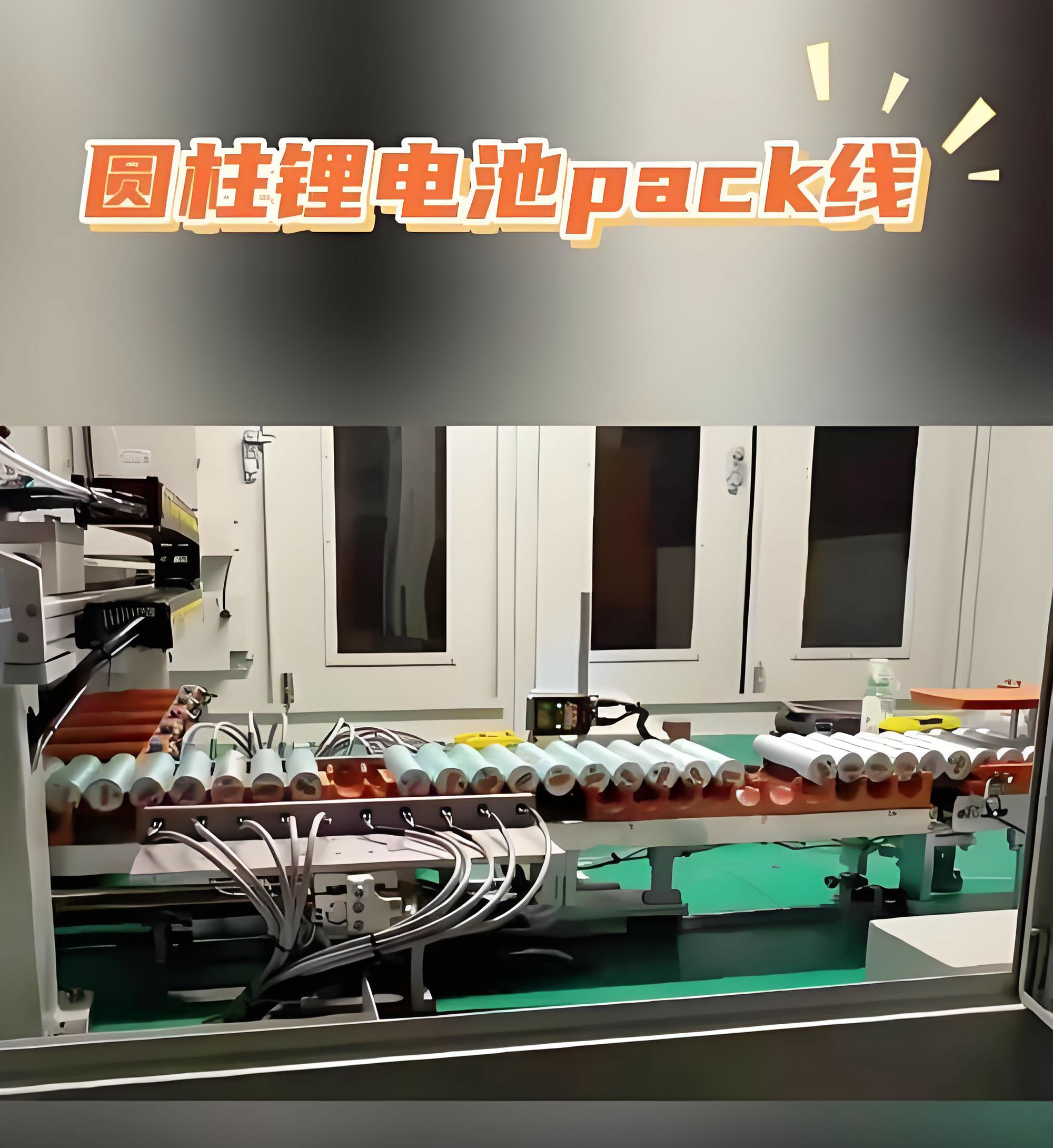
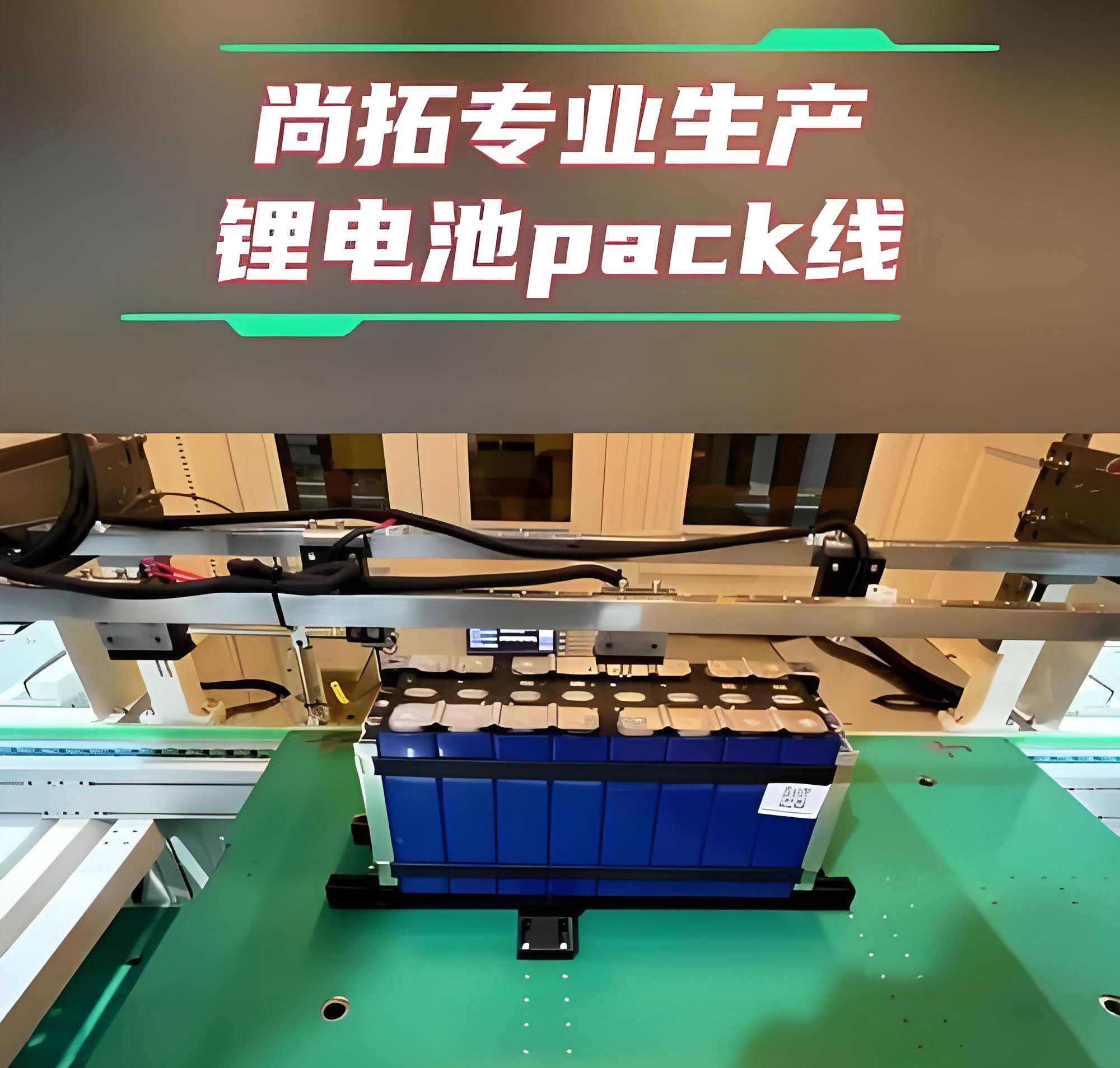
一、项目背景:动力电池 PACK 检测产线的通讯困境
在工业自动化领域的智能汽车动力电池 PACK 检测产线中,某企业采用研华工控机(Modbus RTU 协议)负责检测任务下发、数据汇总分析,搭配罗克韦尔 ControlLogix PLC(Modbus TCP 协议)控制充放电测试设备、绝缘电阻检测设备、热失控模拟设备的运行。
研华工控机需向罗克韦尔 ControlLogix PLC 下发检测参数(如充电电压 3.7V±0.01V)与流程指令,PLC 需反馈实时数据、设备状态及合格判定结果,以保障动力电池安全与性能稳定。因协议异构无直接通讯通道,原有手动录入方式效率低下,日均 3 次检测停滞,单次损失超 8 万元。作为智能汽车产业链核心环节,该行业 2025 年全球市场规模预计超 500 亿美元,对数据实时性、可靠性及 ISO 12405、GB/T 31485 合规性要求严苛。
二、项目痛点
1.协议异构阻断检测协同:工控机的 Modbus RTU 协议与 ControlLogix PLC 的 Modbus TCP 协议无法直接兼容,无物联网网关中转时,检测参数需操作员每 25 分钟从工控机导出后,通过 PLC 编程软件手动输入,单次数据传递延迟超 22 分钟,导致检测设备频繁等待指令,检测节拍从 40 分钟 / 组延长至 75 分钟 / 组,效率下降 47%;曾因放电电流录入错误(设定 80A,实际 100A),导致 5 组电池过放损坏,直接损失超 4 万元。
2.数据采集追溯断层:原有系统无专用数据采集器,电池充放电曲线、绝缘电阻值(≥500MΩ)、热失控温度阈值等关键检测数据仅分别存储于工控机(存储周期 7 天)与 PLC 内存,无法自动上传至工业物联网平台,出现检测不合格时,需人工比对工控机任务记录与 PLC 检测日志,追溯原因耗时超 5 小时,不符合智能汽车行业 “动力电池全生命周期追溯” 的要求(如特斯拉、比亚迪供应链标准)。
3.工业环境适应性差:检测车间存在充放电设备产生的强电磁干扰、高低温循环测试导致的温湿度波动(-40℃~85℃),传统 RS485 转以太网模块抗干扰性能弱、宽温适应性差(仅 - 10℃~60℃),日均通讯中断 2-3 次,每次中断导致检测过程中断,需重新校准设备并从头检测,恢复耗时超 2.5 小时,单日减少有效检测时间约 6 小时,损失检测量超 8 组 PACK。
4.设备负载超限引发安全风险:尝试通过第三方中间件实现数据转发,导致工控机 CPU 负载升至 88%(频繁处理数据转换与曲线绘制)、ControlLogix PLC CPU 负载达 84%,超出安全运行阈值(工控机≤80%、PLC≤75%),引发绝缘电阻检测偏差超 50MΩ,存在漏判风险,曾导致 2 组不合格电池流入下游,召回成本超 15 万元。
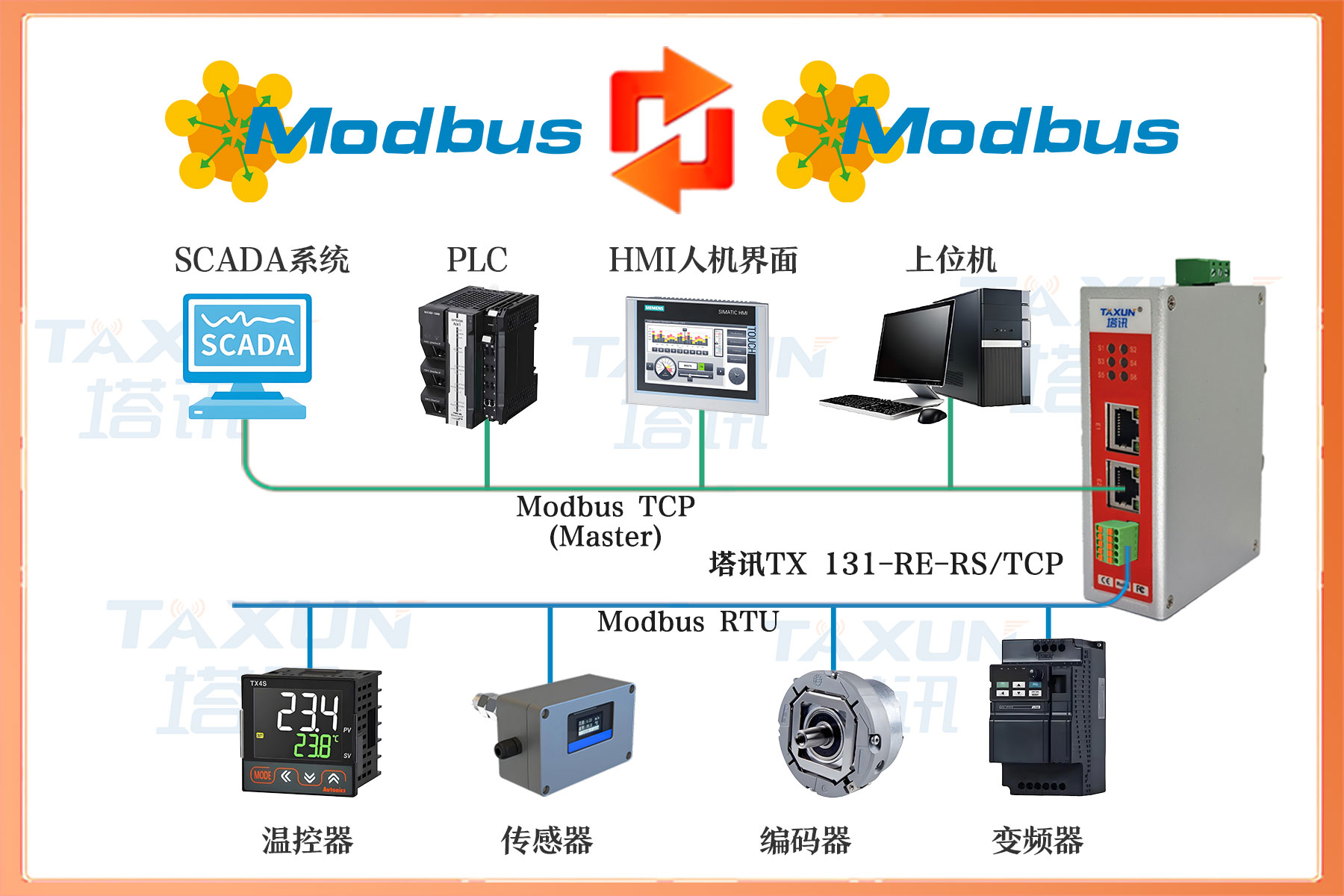
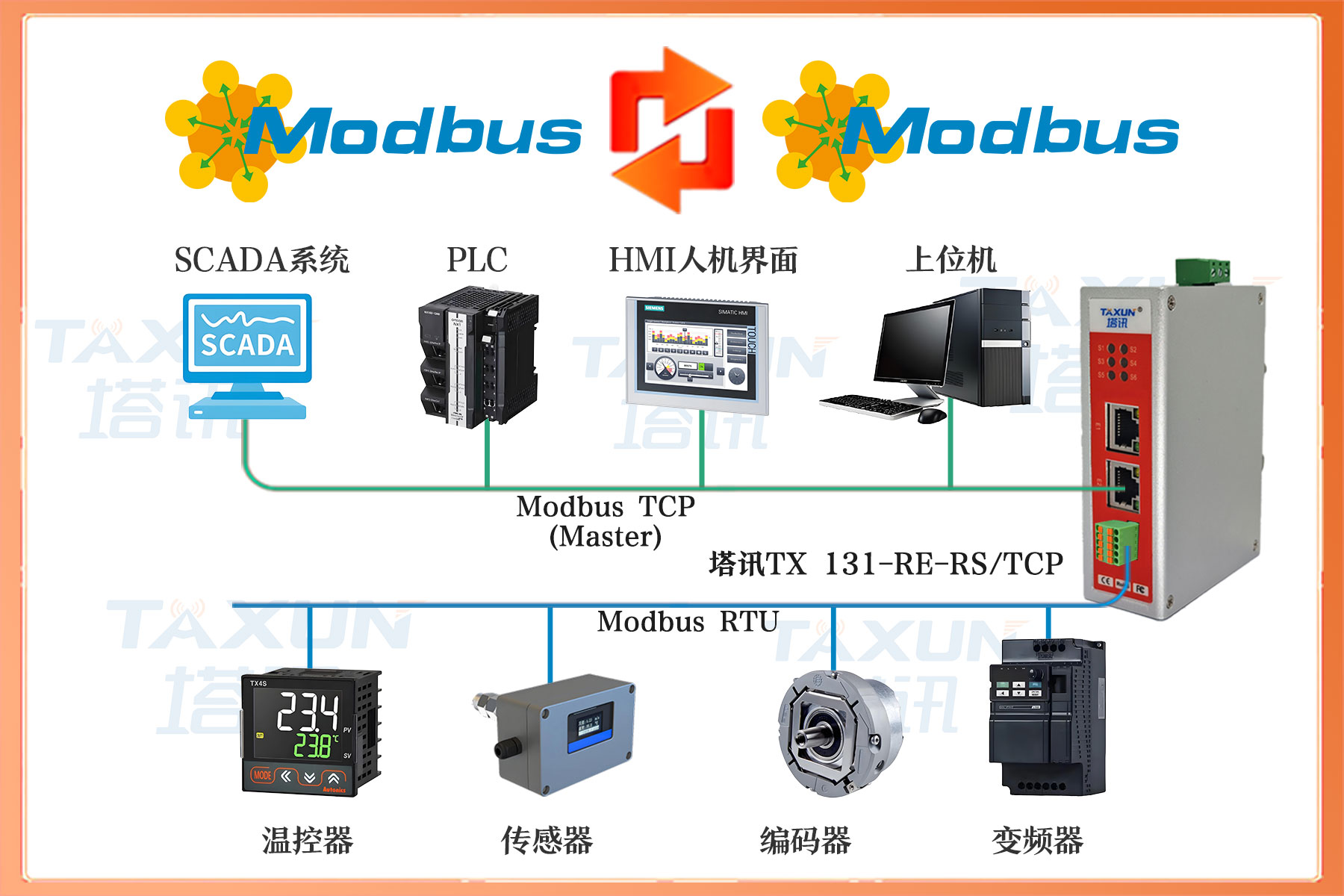
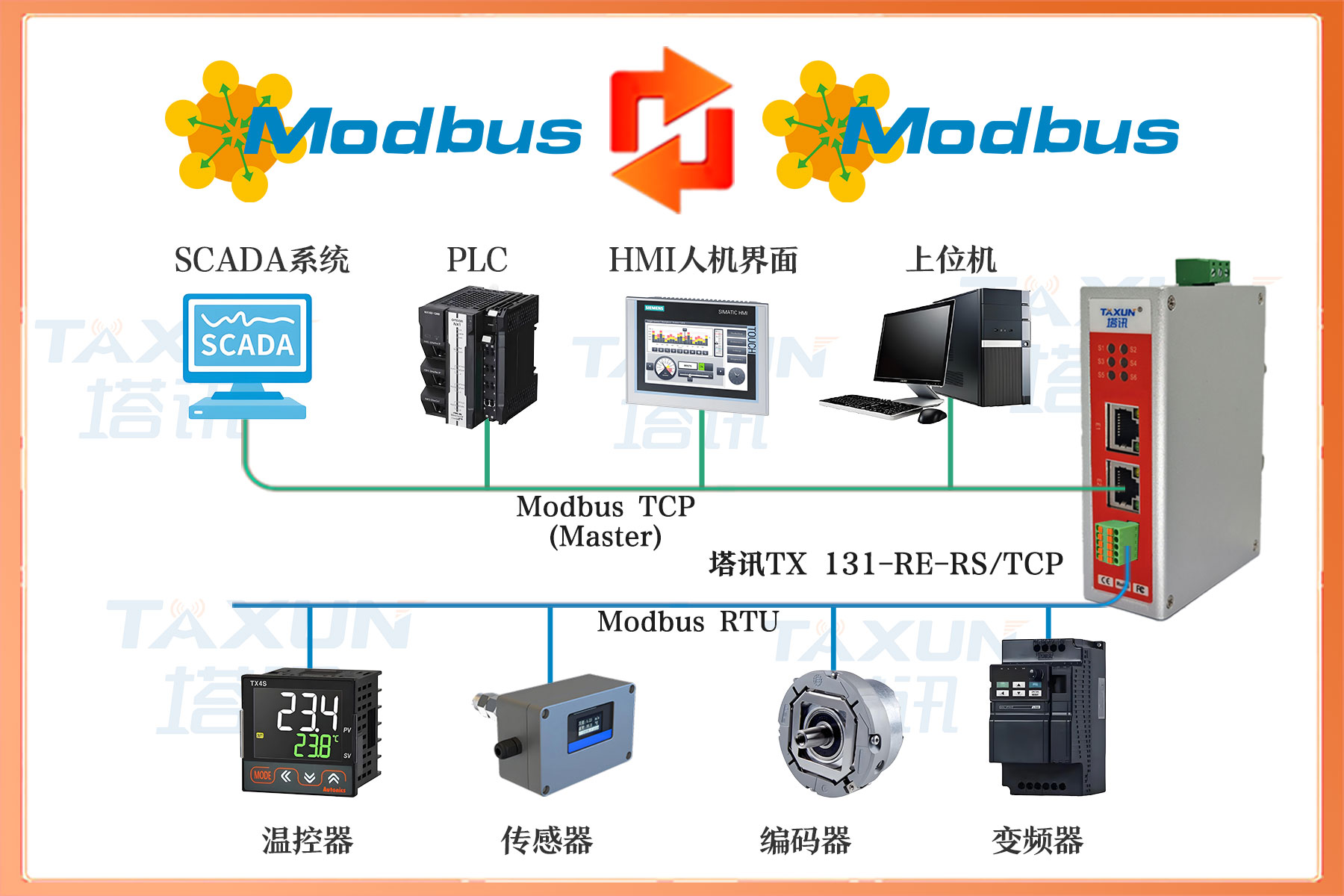
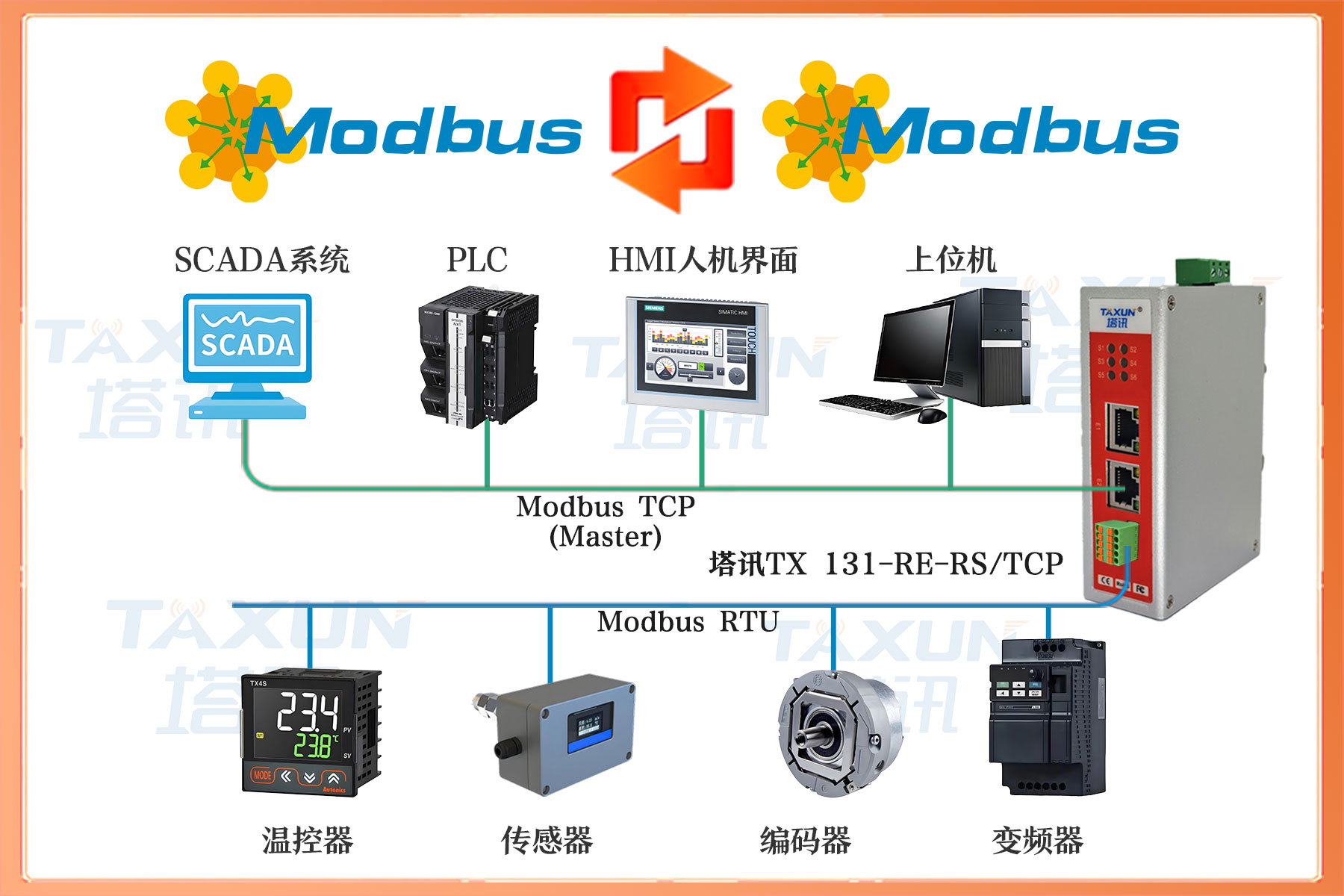
三、系统结构拓扑图

四、塔讯 TX 131-RE-RS/TCP 网关功能简介
作为核心工业网关,该设备实现 Modbus RTU 从站到 Modbus TCP 从站的双向协议转换,关键功能深度适配动力电池 PACK 检测场景需求:
·协议兼容:严格遵循 Modbus RTU(IEC 61158)与 Modbus TCP(IEC 61158)协议规范,支持 9600-115200bps 可调波特率(适配工控机通讯参数:19200bps、奇校验、8 数据位、1 停止位)与 10/100Mbps 自适应以太网速率,自动识别 ControlLogix PLC 的寄存器地址映射规则,确保检测参数与指令传输无格式偏差,符合 “检测零误差” 要求。
·数据处理:内置双核工业级处理器,每秒可完成 2500 次以上数据转换,转换延迟≤19μs,支持 2200 点数据映射,满足充电电压(4 字节浮点数)、放电电流(4 字节浮点数)、绝缘电阻(4 字节浮点数)等多类型数据同步传输,数据更新频率达 5 次 / 秒,符合 ISO 12405 对 “高频数据采集” 的标准。
·工业适配:具备 IP30 防护等级(适配检测车间控制室环境),支持 24VDC 宽压供电(±15% 波动兼容),采用四级电磁隔离设计(隔离电压≥3000V),抗电磁干扰性能符合 EN 61000-6-2 标准,避免充放电设备干扰导致数据丢包;采用宽温设计(-40℃~70℃),耐受检测车间温湿度波动,适配高低温测试场景。
·物联与安全扩展:支持本地数据缓存(容量 4GB,缓存周期 90 天),通过 MQTT 协议对接工业物联网平台与质量追溯系统,实现检测数据实时归档与不可篡改存储;内置安全预警功能,当检测数据超阈值(如绝缘电阻<500MΩ)时,网关直接向工控机推送告警信号;支持故障自恢复,通讯中断后≤70ms 重新建立连接,保障检测连续。
五、解决方案与实施过程
(一)方案设计
采用塔讯智能网关构建 “工控机 - 网关 - PLC” 通讯架构:网关 Modbus RTU 侧作为工控机的从站,实时采集检测参数(充电电压 DB1.DBD10、放电电流 DB1.DBD20、绝缘电阻阈值 DB1.DBD30)、检测流程指令;Modbus TCP 侧作为 ControlLogix PLC 的从站,将采集到的参数与指令传输至 PLC,同时接收 PLC 反馈的实时检测数据(DB2.DBD10-DB2.DBD30)、设备状态(M10.0-M10.3)、合格结果(DB2.DBD40),实现双向数据实时交互,数据更新频率 5 次 / 秒,满足动力电池检测协同需求。
(二)实施步骤
1.硬件部署:网关安装于检测车间控制室的机柜内,通过屏蔽 RS485 电缆(长度 60 米,防电磁干扰)接入工控机的 RS485 扩展卡;通过超五类屏蔽网线连接 ControlLogix PLC 的以太网交换机,配置 IP 地址(192.168.12.100)与 PLC(192.168.12.10)同网段,做好独立接地处理(接地电阻≤2Ω),避免车间电磁干扰。
2.参数配置:使用塔讯配置软件建立数据映射表 —— 将工控机的检测参数(充电电压:40001、放电电流:40002、绝缘阈值:40003)映射至网关寄存器;将 PLC 的反馈数据(实时电压:30001、实时电流:30002、绝缘电阻:30003、合格结果:30004)映射至网关对应寄存器,设置数据更新周期 200ms,启用 “数据校验”“安全预警”“故障自恢复” 功能,日志保存周期 90 天。
3.联调测试:在工业物联网平台与工控机同步验证数据传输(延迟≤19μs,丢包率 0.03%);模拟绝缘电阻超阈值(450MΩ),测试网关是否及时推送告警;模拟通讯中断(拔插网线),测试网关自恢复时间与数据续传功能,确保检测数据不丢失。

六、应用效果与前后对比
(一)实施后效果
1.检测效率与精度双提升:数据传输延迟降至 19μs 内,检测节拍从 75 分钟 / 组缩短至 38 分钟 / 组,日检测量从 12 组提升至 25 组,效率提升 108%;安全预警功能避免参数超阈值,过放、漏判事件从 3 次 / 周降至 0 次,每月减少设备损坏与召回损失超 12 万元;检测数据偏差率从 2.5% 降至 0.3%,符合 ISO 12405、GB/T 31485 标准。
2.数据追溯全面落地:通过网关将检测数据自动上传至工业物联网平台,不合格品追溯时间从 5 小时缩短至 4 分钟,实现动力电池从检测到装车的全生命周期追溯,顺利通过特斯拉、比亚迪供应链审核。
3.通讯稳定性适配检测环境:网关抗电磁干扰、宽温设计适配检测车间工况,连续运行 3 个月丢包率≤0.05%,通讯中断次数从 2-3 次 / 日降至 0 次,设备恢复时间从 2.5 小时缩短至 10 分钟,单日增加有效检测时间 6 小时,月增检测量超 144 组。
4.设备负载与安全风险降低:工控机 CPU 负载从 88% 降至 42%,曲线绘制延迟从 1.5 秒降至 0.1 秒;ControlLogix PLC CPU 负载从 84% 降至 36%,绝缘电阻检测偏差控制在 10MΩ 内,未再发生不合格电池流入下游事件,每年减少召回成本超 80 万元。
(二)效果对比表
| 指标 | 实施前 | 实施后 |
| 数据传输延迟 | >22 分钟 | ≤19μs |
| 检测节拍 | 75 分钟 / 组 | 38 分钟 / 组 |
| 设备丢包率 | >8% | ≤0.05% |
| 工控机 CPU 负载 | 88% | 42% |
| PLC CPU 负载(ControlLogix) | 84% | 36% |
| 追溯时间 | >5 小时 | <4 分钟 |
| 日均通讯中断次数 | 2-3 次 | 0 次 |
七、行业价值与后续扩展
本案例聚焦智能汽车动力电池检测行业,该行业是保障新能源汽车安全的关键环节,直接影响整车性能与用户安全。此方案可复制至燃料电池检测、储能电池检测等产线,后续可扩展接入 AI 检测优化系统,通过工业物联网平台分析历史检测数据,自动优化检测参数与流程;或对接整车厂 MES 系统,实现检测数据与车辆生产订单联动,进一步提升动力电池检测的智能化与精细化水平,助力企业满足全球智能汽车市场的严苛质量要求。
审核编辑 黄宇
-
工控机
+关注
关注
10文章
2024浏览量
52941
发布评论请先 登录
锂电池生产企业罗克韦尔PLC通过EtherNet/IP主站转Modbus TCP智能网关与多个仪表进行通讯解决案例

西门子200 SMART与台达DVP PLC通讯:工业自动化Modbus RTU 转Modbus TCP 方案
电商分拣中心通讯优化工业自动化下Modbus RTU与Modbus TCP转换案例
生物疫苗生产精度保障依托总线协议的Modbus TCP 转 RTU案例
智能物流立体仓库通讯困境:基于协议转换的Modbus TCP 转 Modbus RTU解决方案
DeviceNet 转 MODBUS TCP:罗克韦尔 ControlLogix PLC 与上位机在汽车座椅装配生产线物料配送协同的通讯配置案例
EtherNet/IP转MODBUSTCP协议转换网关实现工控机与步进机通讯的配置案例

工业自动化通讯实践:Modbus RTU转Profibus DP网关在涡街流量计与PLC系统中的应用

DeviceNet 转 MODBUS RTU罗克韦尔PLC与西门子温度传感器在汽车制造行业的应用案例
Modbus转Profinet网关:工控机的“逆袭神器”
EtherNet/IP转MODBUS TCP智能网关在智能制造中的应用:罗克韦尔PLC与施耐德变频器实时控制方案


EtherNet/IP转Modbus网关模块在罗克韦尔PLC与Modbus上位机协议转换通讯中的实战案例


EtherNet/IP转MODBUS(将上位机接入罗克韦尔PLC)技术文档





 工商网监
工商网监
评论