 激光焊接都有哪些常见的工艺参数
激光焊接都有哪些常见的工艺参数

激光焊接作为一种新型焊接技术,具有高能量密度、高速度、高精度、深穿透、适应性强等特点,在材料加工领域发挥着重要作用。激光焊接过程中常见的工艺参数主要包括以下几个。
1. 功率密度
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,材料表层即可加热至沸点,产生大量汽化,这对于材料去除加工,如打孔、切割、雕刻十分有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度范围通常在10^4~10^6W/cm²。
2. 激光脉冲波形
激光脉冲波形在激光焊接中是一个重要参数,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。
 ▲不同材质的激光焊接脉冲波形
▲不同材质的激光焊接脉冲波形
3. 激光脉冲宽度
脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。脉宽由熔深与热影响区确定,脉宽越长热影响区越大,熔深随脉宽的1/2次方增加。
4. 离焦量
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。正负离焦平面与焊接平面距离相等时,所对应平面上的功率密度近似相同,但实际上所获得的熔池形状有一定差异。负离焦时,可获得更大的熔深;焊接薄材料时,宜用正离焦。
5. 焊接速度
焊接速度决定了焊接表面质量、熔深、热影响区等。焊接速度的快慢会影响单位时间内的热输入量。焊接速度过慢,则热输入量过大,可能导致工件烧穿;焊接速度过快,则热输入量过小,可能造成工件焊不透。
6. 辅助吹保护气
辅助吹保护气在高功率激光焊接中是必不可少的一道工序。一方面是为了防止金属材料溅射而污染聚焦镜;另一方面是为了防止焊接过程中产生的等离子体过多聚焦,阻挡激光到达材料表面。激光焊接过程常使用氦、氩、氮等气体保护熔池,使工件在焊接过程中免受氧化。保护气体种类、气流大小、吹气角度等因素对焊接结果有较大影响,不同的吹气方法也会对焊接质量产生一定的影响。
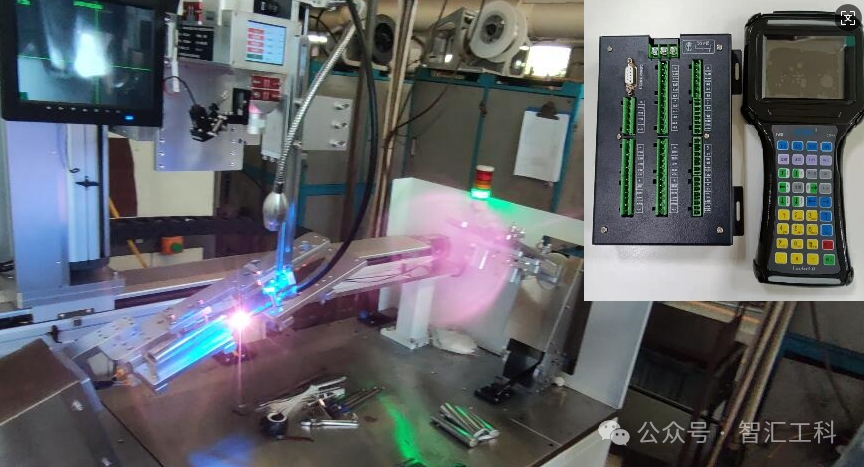 ▲CRT激光焊接系统
▲CRT激光焊接系统
综上所述,激光焊接的工艺参数众多,且相互之间存在复杂的关系。在实际应用中,结合CRT-DMC2600ML激光焊接示教系统,需要根据具体的焊接需求和材料特性,合理选择和调整这些参数,以获得最佳的焊接效果。
审核编辑 黄宇
-
激光焊接
+关注
关注
4文章
631浏览量
22728
发布评论请先 登录
激光焊接机在焊接罐体的工艺流程

激光焊接机在焊接仪表外壳的工艺流程


激光焊接技术在焊接马蹄脚工艺中的应用


激光焊接技术在焊接多层线圈弹簧工艺中的应用

激光焊接技术在焊接冷凝管工艺中的应用



激光焊接技术在焊接燃油泵工艺中的应用

激光焊接技术在焊接水表工艺中的应用

激光焊接技术在焊接斜管封片工艺中的应用

激光焊接技术在焊接空调阀的工艺应用

激光焊接技术在焊接电磁阀的工艺应用




评论