 通孔回流焊接(PIP)工艺对器件的要求
通孔回流焊接(PIP)工艺对器件的要求

一:工艺介绍
通过传统模板印刷或点锡的工艺将锡育预涂覆在通孔焊环和通孔内,使用设备或人工手放器件,再回流焊接加热,完成焊接。相较于传统的波峰焊接工艺,可以减少焊接工序、PCBA加热次数,有利于品质管控;焊接完成后的焊点-致性好,工艺过程相较于波峰焊更可控;减少波峰焊治具的投入,降低生产成本。
二:评估器件
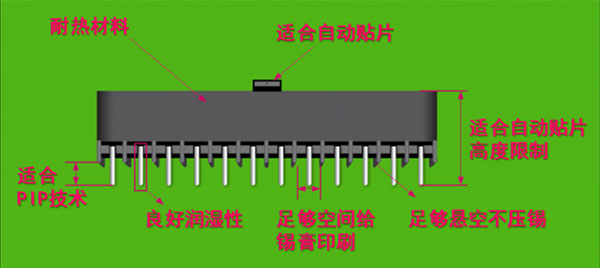
1、耐热材料,多数通孔焊接器件是为波峰焊接设计,只需要在底部承受不超过150℃的高温小于3S。但 通孔回流焊接 需要器件承受260℃大于等于10S。可以查看器件规格书或试过炉观察是否起泡。
2、焊脚长度,焊点外观的关键影响因素之一,推荐焊脚超出板面长度不超过1.5mm。太长会把锡育推出太远,无法润湿回位,也需求更多的锡量形成润湿角。太短,如不超出板面也不利于焊点形成润湿角,影响外观检验判断。
3、焊脚良好的润湿性,回流焊接时锡育润湿回位的关键因素。优选镀锡,铜镀1U金不利于润湿回位,。
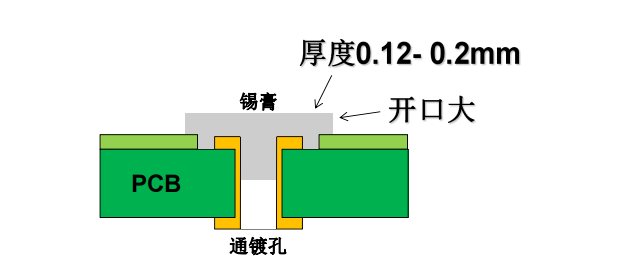
4、足够的空间给锡育印刷,器件的塑胶部分悬空高度=印刷锡育厚度+0.15mm。因为通常会根据PCB孔径、焊环宽度加大开口(如下图)以保证回流焊接后通孔有足够的焊料填充。当加大钢网开口后,熔融的焊料回缩时不能受阻挡。
5、适合自动贴片,包装方式满足全自动贴片机自动供料条件,总高度不超过16mm。如不满足可考虑手工放料。
目前我司已成熟应用在客户通孔焊接器件较少的项目、对焊接透锡要求较高的项目、波峰焊接困难项目。虽然通孔会回流焊接工艺具有诸多优势,但同时也存在一定的局限性。对器件、PCB设计、钢网开口的要求比较高。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
回流焊接
+关注
关注
1文章
47浏览量
9025
发布评论请先 登录
相关推荐
热点推荐
SMB插座回流焊后壳体歪斜怎么办?钢网开孔与焊盘设计的三个避坑点
为什么 SMB 连接器过完回流焊总会歪斜?这不仅是贴片精度问题,更是焊盘设计与钢网开孔的工艺盲区。本文作为十年射频工程经验的深度复盘,针对 SMB 壳体倾斜的顽疾,拆解了热容量失衡、焊膏过量以及定位

SMT 量产工艺指南:铂芯片传感器回流焊、焊盘设计与良率提升
对于电子工程师来说,元器件再好,不能量产、不好焊接、良率低都是空谈。温度传感器的SMT贴装,经常出现虚焊、偏移、上锡不良、漂移等问题,影响量产效率与产品质量。本文站在工艺工程师、生产工程师视角,纯

SMT贴片加工对PCB的基本要求
/(m·K),以便在回流焊和波峰焊时受热均匀。
耐热性达标:无铅工艺回流焊接温度达217245℃,持续3065s,PCB耐热性要达到260摄氏度持续10s。
铜箔粘合强度足够:铜箔的粘合强度要达
发表于 04-07 09:38
气体质量流量计和微量氧传感器在真空回流焊炉中的应用
在现代电子制造领域,焊接工艺是决定产品质量与性能的核心环节。随着电子产品向小型化、高集成化发展,传统焊接方式已难以满足需求,在此背景下,真空回流焊作为一种先进的焊接技术,因其能够显著降
浅析助焊剂在功率器件封装焊接中的应用匹配要求
本文聚焦助焊剂在功率器件封装焊接中的应用环节与匹配要求,其核心作用为清除氧化层、降低焊料表面张力、保护焊点。应用环节覆盖焊接前预处理、焊接中

回流焊接机PLC数据采集物联网解决方案
行业背景 随着电子制造业的快速发展,回流焊接机作为SMT(表面贴装技术)生产线的重要设备,其稳定性和效率直接影响到产品质量和生产成本。某电子厂回流焊接工序承担PCB板元器件焊接任务,以
晋力达小型回流焊的优势
做电子制造的朋友都懂:场地紧张、小批量试产耗能耗时、新手操作门槛高……这些痛点是不是常让你头疼?别急,来看看晋力达小型回流焊!深耕焊接设备领域多年的晋力达,把“精准适配”刻进了产品基因,专为中小制造

浅谈回流焊接技术的工艺流程
随着电子产品元器件及PCB板不断小型化的趋势,片状元件的广泛应用使得传统焊接方法逐渐难以满足需求,回流焊接技术因此越来越受到重视。回流焊接以其高效、稳定的特点,成为电子制造领域不可或缺
晋力达双导轨回流焊优势
回流焊是电子制造关键工艺,用于将元器件焊接到 PCB 板材,靠热气流作用使焊剂发生物理反应完成焊接,因气体循环产生高温得名。其历经热板传导、

激光锡焊工艺能否替代传统回流焊
焊接工艺不足的新技术,并得到了行业的广泛应用。激光锡焊工艺能否替代传统回流焊,需结合技术特性、应用场景及行业发展趋势综合分析。松盛光电将罗列以下关键维度的对比与替代性评估。
什么是回流焊,大型双导轨回流焊的优势有哪些
从回流焊工艺的精密运作,到晋力达在设备制造与服务上的深耕,共同为电子制造行业赋能。回流焊是技术基石,晋力达是设备与服务后盾,携手推动电子制造向更高效、更优质、更可靠迈进,在电子产业的浪潮中,书写合作共赢的精彩篇章,助力更多电子企业在创新发展的道路上 “加速奔跑” 。
PCBA贴片加工中,这些回流焊接影响因素你知道吗?
加工中用于现代电子设备组件焊接的重要工艺方法。其基本原理是通过回流炉的温度曲线控制,将预涂在焊点上的焊膏熔化并回流,从而实现元器件与电路板的
回流焊问题导致SMT产线直通率下降,使用我司回流焊后改善的案例
以下是一个回流焊以及工艺失控导致SMT产线直通率骤降,通过更换我司晋力达回流焊、材料管理以及工艺优化后直通率达98%的案例分析,包含根本原因定位、系统性改进方案及量化改善效果:
背
发表于 06-10 15:57




评论