 SMT 量产工艺指南:铂芯片传感器回流焊、焊盘设计与良率提升
SMT 量产工艺指南:铂芯片传感器回流焊、焊盘设计与良率提升

对于电子工程师来说,元器件再好,不能量产、不好焊接、良率低都是空谈。温度传感器的 SMT 贴装,经常出现虚焊、偏移、上锡不良、漂移等问题,影响量产效率与产品质量。本文站在工艺工程师、生产工程师视角,纯实战讲解 JUMO 906146 的 SMT 工艺要点,帮大家快速实现高良率贴装。
首先明确核心要点:JUMO 906146 是专为回流焊优化的 SMD 铂芯片传感器,严禁使用电烙铁手工焊接。手工焊接会造成局部过热、热应力冲击,容易导致传感器膜层损伤、阻值漂移,影响测量精度与使用寿命,量产环节必须采用回流焊工艺。
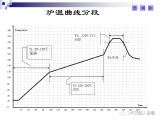
无铅焊料推荐使用 SAC305/SAC405,对应回流焊曲线有明确要求,严格按照标准执行,能有效避免焊接不良:
- 升温速率≤3℃/s,避免快速升温造成元件热冲击,导致内部结构损伤;
- 恒温区 150℃~200℃保持 60~120s,充分活化助焊剂,提升焊接浸润性;
- 峰值温度 245℃±5℃,>240℃时间≥10s,保证焊料充分熔化,形成可靠焊点;
- 冷却速率≤6℃/s,快速冷却提升焊点光泽与机械强度,避免焊点脆化。

焊盘设计是决定量产良率的关键,0805 封装推荐尺寸:A=0.65mm,B=1.25mm,C=2.2mm,D=0.9mm。建议采用阻焊层定义焊盘(SMD)方式,避免绿油进入焊盘导致浸润不良,同时保证焊盘清洁、无氧化、无污染物,提升上锡效果。
这款传感器的背部整面镍金层,可焊性极强,符合 IEC 60068-2-58 Group 3 高温焊接标准,上锡快、无虚焊、无拉尖、无珠粒。量产实测良率可达 99.5% 以上,即便在大批量生产中,也能保持稳定的焊接效果。
包装与供料方面,JUMO 906146 符合 IEC 60286-3 标准,采用 8mm 卷带,7 英寸或 330mm 卷盘,5000/20000 片 / 盘,适配绝大多数自动贴片机,吸嘴识别稳定,不会出现抛料、偏移等问题,保障产线连续运行。
储存与使用环境也需要注意,原厂真空包装可存放 5 年以上,开封后建议在低湿无尘环境中使用,避免背部金属层被污染或氧化,影响可焊性。如果长时间暴露在潮湿环境中,建议进行烘干处理后再使用。
针对量产中常见的问题,这里给出实战解决方案:
- 上锡不良:多为焊盘污染、助焊剂活化不足或焊接温度不够,按标准回流焊曲线执行即可解决;
- 元件偏移:贴片机坐标校准不当,这款传感器重量轻、吸附稳定,校准后极少出现偏移;
- 测量漂移:严禁手工焊、超温焊接,严格遵循工艺规范,几乎不会出现漂移问题。
本文全程为工程实战内容,无参数堆砌、无虚夸卖点,专注解决量产中的真实痛点。对于需要大批量生产的项目来说,JUMO 906146 工艺简单、良率高、稳定性强,能大幅降低生产调试成本与售后风险,是 SMT 量产测温元件的优质选择。
-
smt
+关注
关注
45文章
3246浏览量
77581 -
回流焊
+关注
关注
14文章
543浏览量
18667 -
硬件产品
+关注
关注
0文章
7浏览量
1727
发布评论请先 登录
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊





评论