 Kasite浮动去毛刺主轴动力头 柔性浮动打磨更高效
Kasite浮动去毛刺主轴动力头 柔性浮动打磨更高效

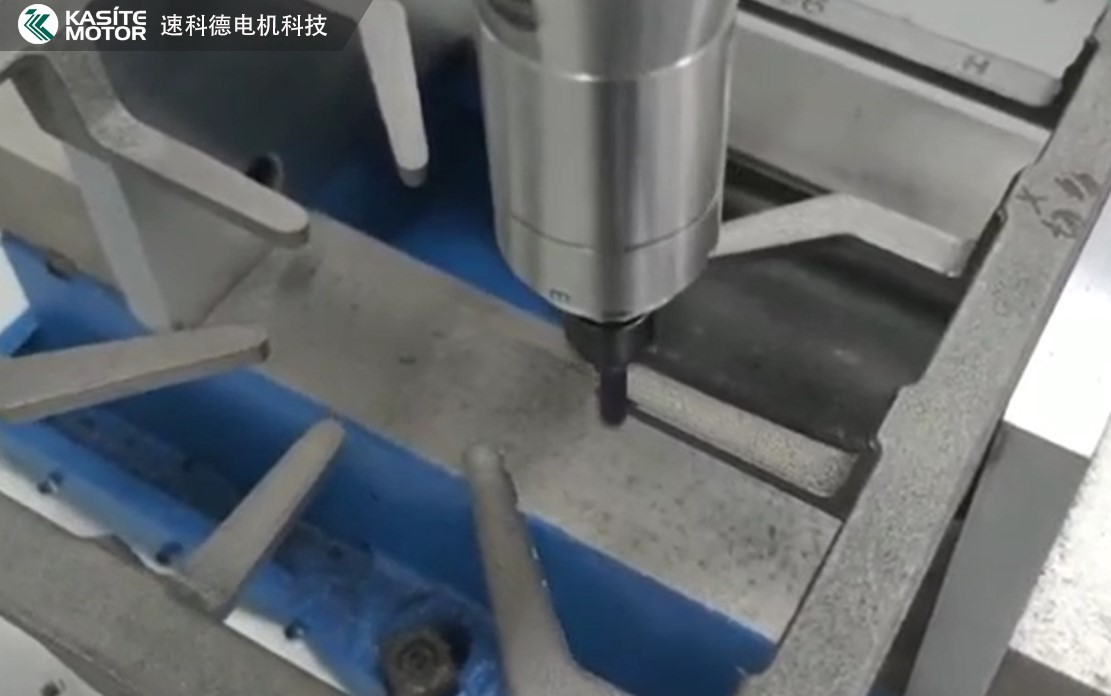
机械加工后的零件,如锌合金、铝合金、镁合金等压铸件普遍存在着毛刺。这些毛刺不仅影响零件的外观,影响某些工序的定位和产品的装配,甚至影响产品的性能、造成机械设备损坏等严重事故,因此去毛刺已成为零件加工过程中的关键工序。
传统人工去毛刺所花费用很高,一般达到零件制造成本的8%左右,重要零件达到15%,精密零件甚至达到了25%左右,而且去除效率低,并且只能靠目测和感觉操作,去毛刺质量难以保证,因此已被大多数厂家所淘汰。
除此之外,振动、喷砂、撞击、爆炸、机械加工、电解法等去毛刺工艺有明显的不足之处,刮刀、油石、砂布、锉刀或砂轮等机械方法去毛刺,费工时,劳动难度大,质量差又污染环境;撞击法去毛刺的有效部位受到限制,且有噪声;爆炸法则需另建安全厂房等。
与其他方法相比,工业机器人柔性浮动去毛刺是比较理想的方法,特别适合去除硬、韧性金属材料以及复杂不规则产品的毛刺。速科德Kasite将柔性浮动去毛刺主轴Kasite4036DC-T-ER11与ABB协作机械臂开发,利用浮动去毛刺主轴与机械臂各自的优势,实现金属非金属去毛刺的自动化和智能化。
浮动去毛刺主轴的特点:
径向+轴向浮动:±5°浮动,消除工件去毛刺的差异
恒定压力:利用气压无级调节接触压力,保证了工具的切削量稳定,实现过切量可控。
转速高、功率大:速度高达 60000转/分钟,最大功率850W,可有效的应对飞边、毛刺多的工件。
刀具夹持范围:1.0-8.0mm
尺寸小重量轻:外壳夹装尺寸36mm,重量轻仅1kg
自动调节负载:适用于机械手或者固定加工单元加工各种材料的工件
浮动去毛刺主轴的加工案例:


速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
-
去毛刺
+关注
关注
0文章
22浏览量
7424 -
主轴
+关注
关注
0文章
421浏览量
4952
发布评论请先 登录
航天电器推出舱段浮动盲插大功率连接器及组件
AD8310用交流耦合的时候,输出电压的浮动特别大,怎么解决?
LT4322:高效浮动高压有源整流控制器的设计与应用
浮动板对板连接器开发难在哪?核心挑战解析
KYOCERA AVX FloXY系列浮动板对板连接器:工业、汽车与交通应用的理想之选
Molex推出间距浮动端子FSB5系列连接器有何特点?-赫联电子
TE Connectivity HDC浮动式充电连接器技术解析与应用指南
Sycotec汽车轮毂去毛刺主轴:柔性精密加工的原理解析

机器人加装Sycotec 4060 ER-S电主轴,破解不锈钢去毛刺难题
浮动式板对板连接器实现设备在严苛环境下互连的高稳定性与可靠性
工业机器人+Sycotec浮动主轴:解锁汽车轮毂柔性去毛刺高效解决方案


Kasite机械手双头主轴:新能源汽车电池托盘切割钻孔的高效之选

铝铸件去毛刺加工,用SycoTec浮动去毛刺主轴

全方位解析机器人加装电主轴独宠Kasite 4060ER-S的理由



评论