 [合新通信]-光器件(OSA)封装之---激光焊
[合新通信]-光器件(OSA)封装之---激光焊

激光焊,用在TOSA的比较多,最主要的原因是激光从TO,到插芯,入光纤,需要的精度特别特别高,单模光纤的纤芯只有9um,不像探测器光敏面有几十个um,可以允许胶粘,有一点位移不要紧。
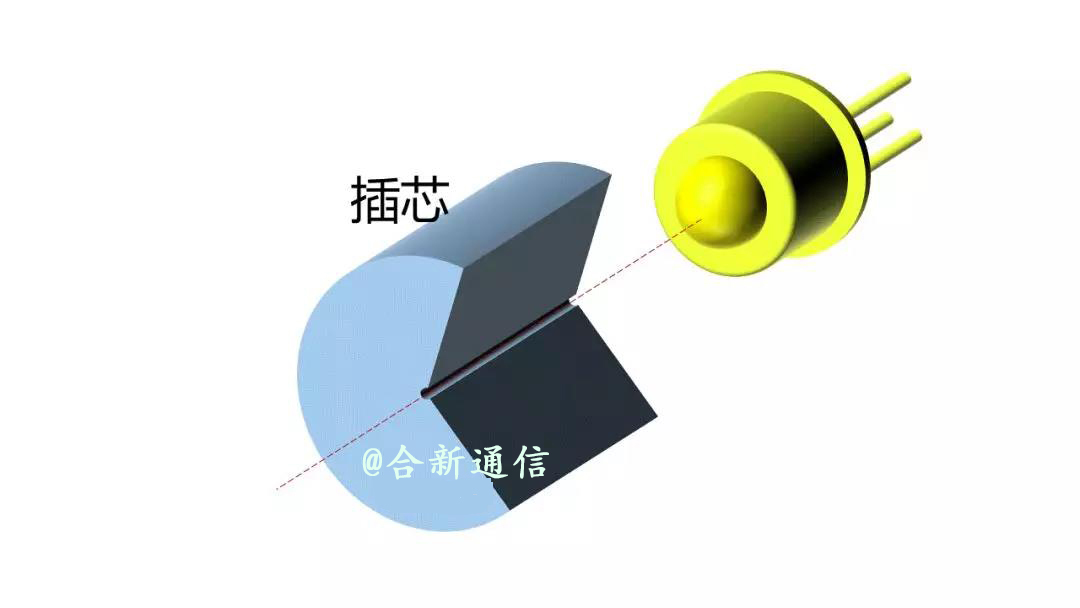
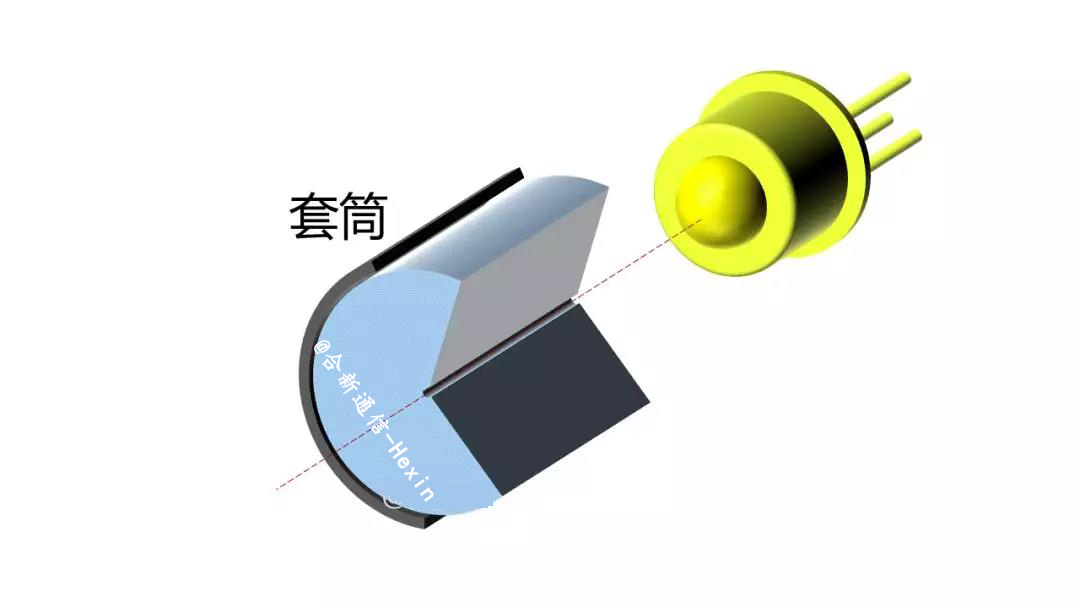 插芯外边,一般用C型的套筒做同轴固定
插芯外边,一般用C型的套筒做同轴固定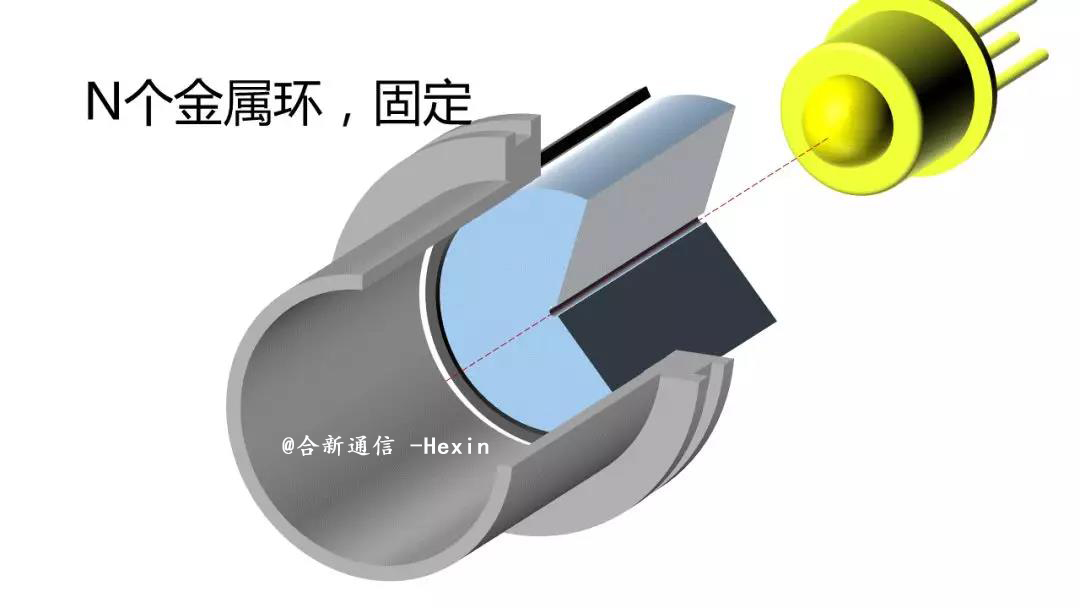 外面再用一连串的金属套环,把这个发射光路小心翼翼的焊在一起
外面再用一连串的金属套环,把这个发射光路小心翼翼的焊在一起
激光焊接过程,原理也很简单,我用TO和金属固定环来举例,一般同轴光器件可以有3、4、6等等焊点,均匀分布一圈儿,达到一定的焊接强度
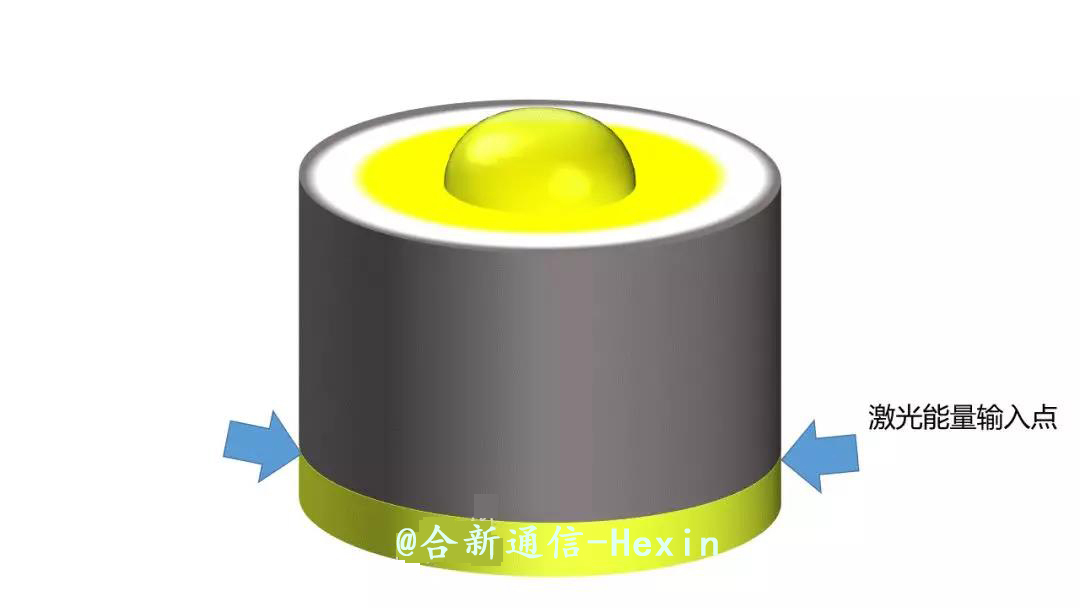 激光的光子,输入到两层金属界面间,光子能量被金属里的电子吸收
激光的光子,输入到两层金属界面间,光子能量被金属里的电子吸收 吸收了激光光子能量的金属电子们变得更加活跃,从金属的表象来看,就是从固体,熔化到液体了的(当然,电子吸收的能力更高的话,就成气态了)
吸收了激光光子能量的金属电子们变得更加活跃,从金属的表象来看,就是从固体,熔化到液体了的(当然,电子吸收的能力更高的话,就成气态了)
两种液态金属就成了一体,冷却后,就又成固体,这个就是焊点。
能量密度更高的激光,就是一个范围内是气态,气态周边热量没那么高,就是液态,气态会挥发跑掉,冷却后的液态形成固体,形成焊点
这两种焊接,各有特点
固-液-固, 这种焊斑大,熔融的深度比较浅
固-液-气-液-固,这种焊斑小,中间有个气体挥发后的小孔,熔融的深度比较深,也叫深腔焊,或者叫小孔焊
选择哪一种焊接模式,是依据光器件的设计目标来选择的。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
感光器件
+关注
关注
0文章
11浏览量
8397 -
激光器件
+关注
关注
0文章
26浏览量
7453 -
光器件
+关注
关注
9文章
97浏览量
17560 -
电信光器件
+关注
关注
0文章
3浏览量
5487
发布评论请先 登录
相关推荐
热点推荐
News丨见合八方发布O波段高功率SLD蝶形器件
集中在光纤陀螺(FOG)、光学弱相干层析术(OCT)、低相干时域反射仪(OTDR)、可调谐外腔激光器、光纤通信、光纤传感器、光器件测试仪表等领域。功率更大、光谱更宽、纹波更小、温度稳定
发表于 06-08 17:33
激光锡焊激光器选型需要注意哪些问题
电子制造朝着元器件微型化、PCB高密度布线发展,FPC软板、VCM马达、微型传感器、车载电子引脚焊接,早已告别传统烙铁与手工焊。不少加工厂采购设备时,最先卡在两大难题:激光器选风冷还是水冷?功率该配多少瓦?结合多年一线落地经验,
松盛光电恒温激光锡焊系统助力通讯元器件精密焊接
要求严苛,传统烙铁焊、回流焊早已难以适配生产需求。激光锡焊凭借非接触、高精度、低热损伤的特性,成为通讯元器件精密焊接的核心选择,而松盛光电自
无源晶振三大封装工艺详解:金属焊封、玻璃封装与激光焊接的区别与应用
无源晶振的制造工艺正朝着高气密性、高小型化、高可靠性的方向演进。玻璃封装满足基础需求,金属焊封提供主流保障,而激光焊接还需要市场的验证。
在实际设计中,工程师应根据PCB空间、成本预算及终端环境(如温升和震动频率)来综合评估。

浅析激光焊膏在电子互连领域中的应用
激光焊膏作为一种先进的焊接材料,在电子互连领域中展现出了显著的应用优势和广阔的发展前景。以下从激光焊膏的原理、优势、应用领域及发展趋势等方面,对其在电子互连领域中的应用进行浅析。
烧结银膏在硅光技术和EML技术的应用
技术通过将光电器件如激光器、调制器、探测器与硅基电路集成,实现高速光通信,但其高集成度与硅材料的热光耦合效应导致热积累成为制约性能的关键因素。
解决硅
发表于 02-23 09:58
谁更有效?解码焊球剪切与键合点拉力测试的真实对比
在微电子封装可靠性评估中,焊球-剪切测试和键合点-拉力测试是两种最常用的机械性能检测方法。长期以来,工程界对这两种测试手段的有效性和适用场景存在诸多讨论。究竟哪一种测试更能真实反映键合
发表于 01-08 09:46
焊材导致的功率器件焊接失效的“破局指南”
本文以焊材厂家工程师视角,科普焊材导致功率器件封装焊接失效的核心问题,补充了晶闸管等此前未提及的器件类型。不同

电子元器件失效分析之金铝键合
电子元器件封装中的引线键合工艺,是实现芯片与外部世界连接的关键技术。其中,金铝键合因其应用广泛、工艺简单和成本低廉等优势,成为集成电路产品中常见的键
激光锡焊在数码电子行业的应用
PCB激光焊锡技术在数码电子行业具有重要应用价值,尤其在精密制造领域表现突出。紫宸激光核心技术技术通过高精度激光束控制实现微米级焊接,适用于高密度互连板、微间距贴装器件、BGA/CSP
单向光闸:用光束筑起数据安全的“光之墙”
组成:
发射端: 将电信号转换为调制光信号(通常采用380–780 nm的可见光波段),通过LED或激光器发射光束;
接收端: 通过光电探测器(如雪崩光电二极管)捕获光信号,并还原为原始数据。
与传统
发表于 07-18 11:06
激光锡焊的温度控制原理分析
在3C电子、光通讯器件迈向微型化的今天,焊点间距已突破0.2mm,元件热敏性却日益攀升。传统激光焊接常因温度失控导致焊盘烧穿、虚焊及热损伤,长期制约着高端电子制造。而闭环温控技术的出现

激光焊锡中虚焊产生的原因和解决方法
激光焊锡是发展的非常成熟的一种焊接技术,但是在一些参数控制不好的情况下,依然会产生一些焊接问题,比如说虚焊的问题。松盛光电来给大家介绍一下激光锡焊中虚
激光锡焊工艺在光模块 ROSA 器件中的应用
激光焊接领域的深厚技术积累,将激光锡焊工艺成功应用于光模块 ROSA 器件,为光通信行业带来了高效、可靠的焊接解决方案。



评论