 漆包线的结构和制作工艺流程
漆包线的结构和制作工艺流程

漆包线是绕组线的一个主要品种,它是在导体上涂上漆膜绝缘漆层的电线,因为在使用中常常绕制成线圈的形式,也称为绕组线。它分为漆包圆绕组线和漆包扁绕组线。主要用于电工器材中实现电磁能的转换,如电能转换动能、动能转换电能、电能转换为热能等,它是电机、电器、电工仪表、电信装置及日用电器不可缺少的材料,随着我国新能源汽车的爆发式增长,对于漆包扁线的研发与投入也迎来了新的增长点。
漆包线的结构简述
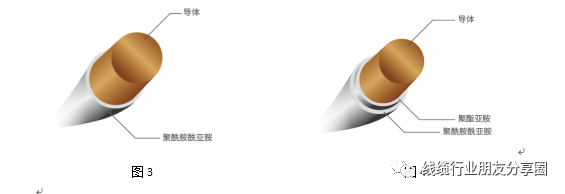
漆包线的结构分为导体与绝缘两部分,按导体材料可分为铜、铝、合金等,按导体形状也可以分为圆线、扁线、空心线等。按绝缘材料主要分为漆包线、绕包线、无机绝缘线,常见的漆包线用绝缘漆有缩醛类漆、聚酯类漆、聚酯亚胺类漆、聚氨酯类漆、聚酰胺类漆、聚酰胺亚胺类漆、芳族聚酰亚胺类漆、聚酰胺酰亚胺类漆(图3)、聚酯-酰胺-亚胺类漆、自粘性漆、直焊性漆、复合漆(图4)等.
漆包线圆线和扁线的区别
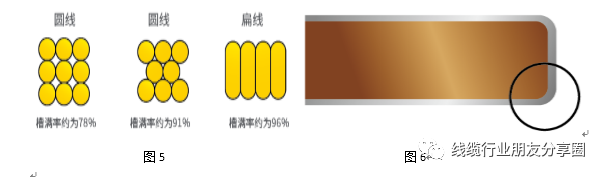
一、相比圆线扁线的槽满率更高(图5),在相同的绕线空间条件下,漆包铜扁线的槽满率可以达到95%以上,解决了线圈长期难以提高的问题,从而电阻减小,电容更大,可以更好的满足大电容高负载应用场合的要求。
二、相同的截面积下,具有比圆漆包线更大的表面积,其散热面积也相应增加。
三、相比圆线,漆包铜扁线比漆包铜圆线的线圈占用空间更小,可以满足生产体积更小重量更轻,更高功率密度的电子、电机产品的设计需求。
四、边角漆膜厚度与面漆膜厚度相近(图6),利于用户线圈绝缘保持。
漆包线制作工艺流程
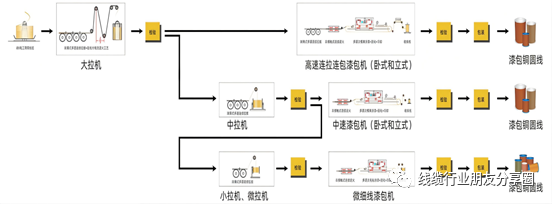
漆包工艺是使导线涂覆一种或多种均匀而有一定厚度的漆膜,不同导线对同一种漆膜有不同的工艺,同样,不同的漆液对同导线也有不同的工艺,不同的设备,线规格的大小,“放线、退火”的方式也不相同。以聚酯漆包铜圆线为例其生产工艺有以下几个过程:
在漆包线生产过程中为了保证漆包线质量性能合格必须进行实验,实验类型有型式实验、抽样实验、例行实验,型式试验是制造厂在提供产品标准中某一种绕组线之前所进行的试验。试验特点是在做过一次后一般不再重做,但在绕组线所用材料、结构和主要工艺有了变更而影响绕组线性能时应重复进行试验,或者在产品中另有规定时也应按规定进行。扁线的型式试验项目有尺寸、伸长率、回弹角、柔韧性和附着性、耐溶剂、耐变压器油、电阻、击穿电压、热冲击、介质损耗系数、温度指数。
抽样试验是制造厂按制造批量抽取成轴的绕组线并从其上截取试样进行的试验,扁线的抽样试验项目有尺寸、伸长率、回弹角、柔韧性和附着性、耐溶剂、室温下击穿电压、热冲击。
例行试验是制造厂厂对全部绕组线成品进行的试验,扁线的试验项目有外观、包装。
我们常见的实验项目有尺寸测量、机械性能实验、化学性能实验、电性能实验、热性能实验,尺寸测量包括绝缘厚度测量、外形尺寸测量、导体不圆度、扁线圆角等。
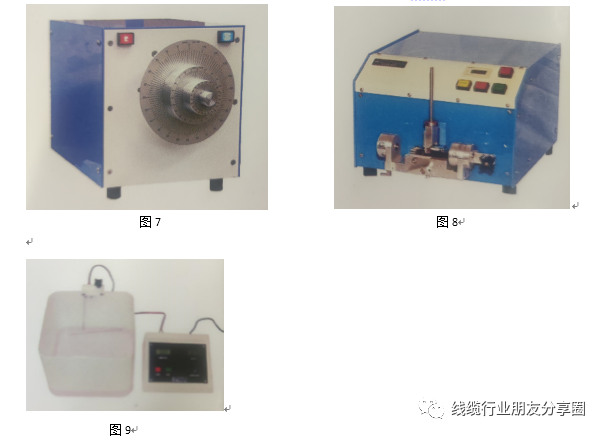
机械性能实验包括伸长率、回弹性(仪器图7)、耐刮性(仪器如图8)和热粘合、柔韧性和附着性。伸长率反映材料的塑性变性,用其来考核漆包线的延展性,柔韧性包括卷绕,拉伸,即漆膜随导体拉伸变形而不破裂的允许拉伸变形量,附着性包括急拉断,剥离,主要考核漆膜对导体的附着性能力。耐刮试验,反映漆膜抗机械刮伤的强度。
化学性能实验项目包括耐溶剂、耐冷冻剂、直焊性、耐水解和耐变压器油,耐溶剂性能指一般漆包线在绕制成线圈后,要经过浸渍过程,浸渍漆中的溶剂对漆膜有不同程度的溶胀作用在较高的温度下更甚,耐冷冻剂是用置于冷冻剂中漆包线漆膜的萃取物数量和击穿电压表示,直焊性是试样浸入焊锡缸中除去锡膜并镀上锡层所需时间,耐水解反应在高温和压力下含水变压器油中的试样的外观和附着性的变化,耐变压器油是在高温和压力下变压器油中的试样的击穿电压和柔韧性。
电性能实验包括电阻、击穿电压、介质损耗因素、漆膜连续性、针孔实验(仪器图9),击穿电压是指漆包线漆膜所承受的电压负荷的能力,漆膜连续性是用单位长度绕组线通过电气试验回路检测出漆膜的针孔数量,介质损耗因素指将试样当做电容,漆膜作为电介质,导体为电容的一个电极,导电介质作为另一个电极,电容接入电路,该电路在规定频率下测量电容分量和电阻分量,针孔实验表示经盐水处理后观察绝缘的缺陷数量。
热性能实验包括热冲击、软化击穿、温度指数、失重,热冲击实验反应试样被拉伸或在圆棒上卷绕或弯曲后所能承受温度的能力,软化击穿性能是衡量漆包线的漆膜在机械力作用下忍受热变形的能力,即受压力的漆膜在高温下塑化变软的能力,失重实验反应漆包线漆膜固化度有关的性能。
漆包线生产标准和国标的型号标识方法
为适应各个国家不同的国情,漆包线在不同国家都制定了不同的标准,在我国漆包圆线主要适用于GBT 6109-2008,漆包铜扁线适用于GBT 7095-2008,美国标准主要参考MW 1000-2003电磁线,日本标准参考JIS C 3202-1994,国际电工委员会则是IEC 60317。
国标型号标识方法:
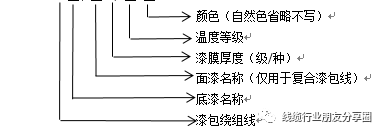
产品名称:由 “温度指数”+“绝缘漆层厚度”+“绝缘漆名称”+“漆包/纸包线等” 组成 ,如:QZY/XY-2/200 表示国标(GB)中底漆为聚酯亚胺,面漆为聚酰胺酰亚胺类漆,2级漆膜厚度温度等级为200的漆包圆线。
日标型号表示方法:
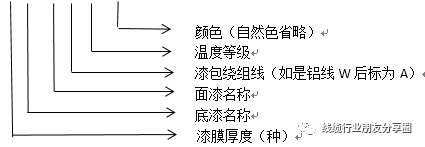
如:1EI/AIW/A/200 表示日本标准(JIS)中底漆为聚酯亚胺,面漆为聚酰胺酰亚胺1级漆膜厚度温度等级为200的铝线。
美国型号表示方法用特定的规范号表示漆膜种类和热级具体规范号则要翻阅MW 1000-2003标准,如MW 79-C表示热级为155的直焊性聚氨酯漆包铜圆线(薄漆膜、厚漆膜和加厚漆膜)。
审核编辑:郭婷
-
电机
+关注
关注
145文章
9761浏览量
155093 -
电磁
+关注
关注
15文章
1215浏览量
54237
原文标题:漆包线科普简介
文章出处:【微信号:线缆行业朋友分享圈,微信公众号:线缆行业朋友分享圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
激光焊接机在焊接冷凝管的工艺流程

激光焊接机在焊接罐体的工艺流程

等离子清洗机的工艺流程是什么样的呢?
激光焊接机在焊接仪表外壳的工艺流程

激光焊接机在焊接锯片的工艺流程

激光焊接机在焊接斜管封片的工艺流程

激光焊接机在焊接风机阀门的工艺流程

激光焊接机在焊接压力腔组件的工艺流程

激光焊接机在焊接均温板的工艺流程

激光焊接机在焊接储液器的工艺流程

三防漆涂覆工艺流程全解析

不同的PCB制作工艺的流程细节

博世如何简化智能制造工艺流程
晶圆蚀刻扩散工艺流程

CMOS超大规模集成电路制造工艺流程的基础知识



评论