 消除焊接后内应力的方法
消除焊接后内应力的方法

1、热处理法
热处理法是利用材料在高温下屈服点下降和蠕变现象来达到松驰焊接残余应力的目的,同时热处理还可以改善接头的性能。
(1)整体热处理整体炉内热处理、整体腔内热处理
整体加热热处理消除残余应力的效果取决于热处理温度、保温时间、加热和冷却速度、加热方法和加热范围。保温时间根据板厚确定,一般按每毫米板厚1~2min计算,但最短不小于30min,最长不超过3h。
碳钢及中、低合金钢:加热温度为580~680℃;
铸铁:加热温度为600~650℃。
(2)局部热处理
局部热处理只能降低残余应力峰值,不能完全消除残余应力。加热方法有电阻炉加热、火焰加热、感应加热、远红外加热等,消除应力效果与加热区的范围、温度分布有关。
2、加载法
加载法就是通过不同方式在构件上施加一定的拉伸应力,使焊缝及其附近产生拉伸塑性变形,与焊接时在焊缝及其附近所产生的压缩塑性变形相互抵消一部分,达到松驰应力的目的。
(1)机械拉伸法;
(2)温差拉伸法;
(3)振动法。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焊接
+关注
关注
38文章
3590浏览量
63452 -
焊接技术
+关注
关注
2文章
180浏览量
20348
发布评论请先 登录
相关推荐
热点推荐
富捷科技如何解决电阻应力失效问题
在车载电子、工业控制、新能源等应用场景中,温度循环与机械应力,是导致贴片电阻失效的两大核心元凶。当环境温度反复升降时,PCB 与电阻的热胀冷缩差异会在焊锡结合部产生持续应力;而 PCB 弯折、焊接应力

一文读懂铸铁试验平台:定义、工艺与选型要点
,并且内部设计有更密集的加强筋,部分采用箱体式结构,整体刚性和抗变形能力远超普通款-1-3。工艺标准两者都需时效处理,但试验平台对此要求更严苛,必和须彻底消除内应力,防止在长期使用中因应力释放导致精度失准
发表于 04-29 11:15
半导体封装必看:键合引线存储老化的原理、标准与实用管控全解析
的原理、标准和管控方法,并给出实用建议,为有需要的朋友提供参考。 图片源自网络 一、 什么是键合引线存储老化? 工厂通常会集中采购引线并存放数周至2 年,然而,存放时间越久,随着金属内应力释放、晶粒长大,会导致引线

蓝宝石焊接(钎焊)与激光焊接应力缓释新突破:焊缝外周六边形凹坑的微纳加工技术
针对蓝宝石与金属焊接热膨胀系数不匹配引发的应力开裂问题,提出焊缝外周飞秒激光加工六边形凹坑阵列技术,
可分散应力、吸收应变能、增强结合力,兼容多种焊接工艺。结合梯度凹坑与内壁纳米结构,

博特精密塑料激光焊接机:透明 / 工程塑料无损焊接
博特精密塑料激光焊接机采用非接触式激光透射焊接技术,专为PP、PC、ABS、PA、TPU等热塑性塑料及改性工程塑料设计,实现无缝、无应力、高洁净度焊接,完美替代超声波、热板

T型槽平台:工件与焊枪之间的“钢铁桥梁”
。这一步骤是为了彻和底消除铸造内应力,防止平台在使用中出现自然变形,从而确保精度的长期稳定。
T型槽的关键参数
T型槽是区别普通焊接平台的核心特征,其主要功能是通过T型螺栓、压板等附件快速装夹工件
发表于 03-28 13:17
无应力计在高混凝土坝中测值异常如何修正?
高混凝土坝异常无应力计测值如何修正?其修正方法主要采用"构造无应力计"法,通过利用后期密集的自动化观测数据推求混凝土温度线膨胀系数,在掌握较准确的混凝土自生体积变形规律后,对异常

ESS应力筛选和TC温循的区别
ESS和TC是两种不同应力筛选方法,ESS通过多应力复合提升缺陷检出率,适用于高可靠性行业,TC则用于常规产品,成本低且适用性广。

知识分享|连接器焊接方法有几种?
连接器是一种用于连接电路的元件,通常由金属制成。下面跟小欣一起看看连接器的焊接方法有哪几种呢?烙铁焊接法是最常见的连接器焊接方法之一。使用烙

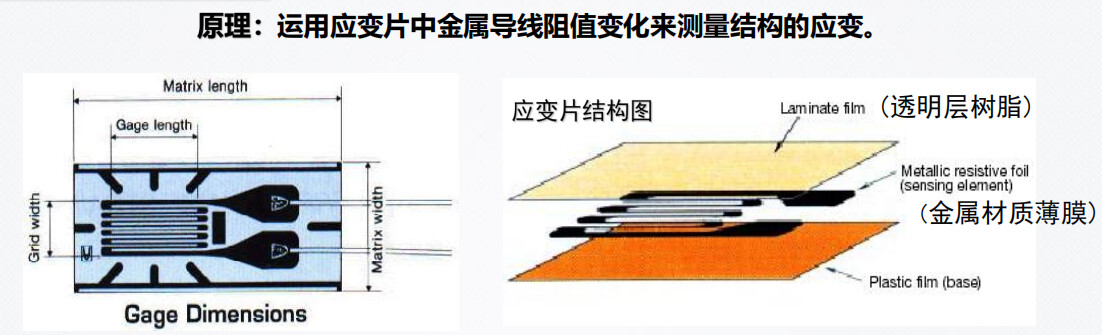
PCBA应力测试方法原理和应变片怎么粘贴
)或内聚失效(承垫坑裂)和封装基板开裂。经证实,运用PCB应变测量来控制印制板失效是有利的,而且能作为一种识别和改进生产操作(有造成互连损伤的高风险)的方法也被逐渐的认可。 二、PCBA应力测试原理 根据电阻片阻值的变化来量化机械
PCB焊接后“隐形”的杀手:如何精准捕捉与分析PCBA组装应力?
在电子工厂的品控实验室里,李工正对着一批频繁出现电容微裂的板卡发愁。经过一系列排查,最终将元凶锁定在了**SMT贴片和插件后的板弯应力**上。这个问题,或许你也正在经历。

PCB分板应力测试方法和步骤
PCB机械应力测试的主要目的是评估PCB板在不同环境条件和负载条件下的性能和稳定性。通过应力测试可以发现潜在的设计缺陷、材料缺陷和制造工艺问题,从而采取相应的措施进行改进,以此提高PCB板的可靠性

“System Level EOS Testing Method”可以翻译为: “系统级电性过应力测试方法”
“System Level EOS Testing Method”可以翻译为:
“系统级电性过应力测试方法”



评论