 电火花加工的特点_电火花加工的基本原理
电火花加工的特点_电火花加工的基本原理

电火花加工的特点
1、脉冲放电的能量密度高,便于加工用普通的机械加工方法难于加工或无法加工的特殊材料和复杂形状的工件。不受材料硬度影响,不受热处理状况影响。
2、脉冲放电持续时间极短,放电时产生的热量传导扩散范围小,材料受热影响范围小。
3、加工时,工具电极与工件材料不接触,两者之间宏观作用力极小。工具电极材料不需比工件材料硬,因此,工具电极制造容易。
4、可以改革工件结构,简化加工工艺,提高工件使用寿命,降低工人劳动强度。
电火花加工的基本原理
电火花加工的原理是基于工具和工件之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸,形状及表面质量预定的加工要求电腐蚀现象早在20世纪初就被人们发现,例如在插头或电器开关触点开、闭时,往往产生火花而把接触面烧毛,腐蚀成粗糙不平的凹坑而逐渐损坏。长期以来,点腐蚀一直被认为是一种有害的现象,人们不断地研究电腐蚀的原因并设法减轻和避免电腐蚀的发生。但事实总是一分为二的看的,只要掌握规律,在一定的条件下可能会转变成好事,把有害的变为有用的。
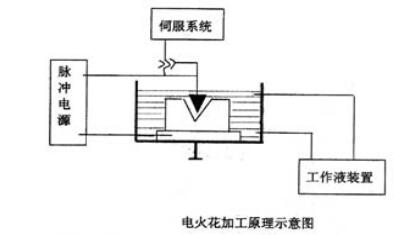
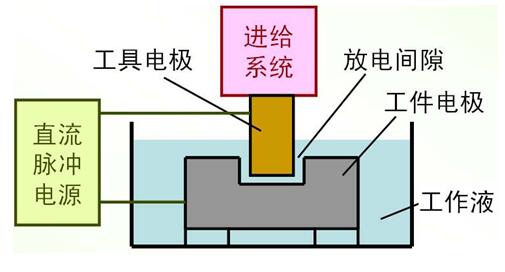
电火花成型加工基本原理
脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0。01~0。05mm)。当脉冲电压加到两极之间,便将当时条件下极间最近点的液体介质击穿,形成放电通道。由于通道的截面积很小,放电时间极短,致使能量高度集中(10~107W/mm),放电区域产生的瞬时高温足以使材料熔化甚至蒸发,以致形成一个小凹坑。第一次脉冲放电结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。
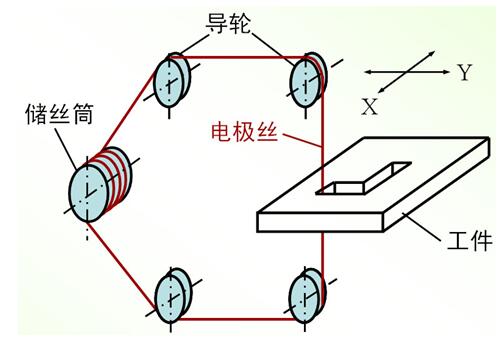
线切割放电加工基本原理
线切割放电加工以铜线作为工具电极,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满煤油、纯水等绝缘介质,使电极与被加工物之间发生火花放电,并彼此被消耗、腐蚀。在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
-
脉冲
+关注
关注
20文章
913浏览量
100205 -
电火花
+关注
关注
0文章
29浏览量
12756
发布评论请先 登录
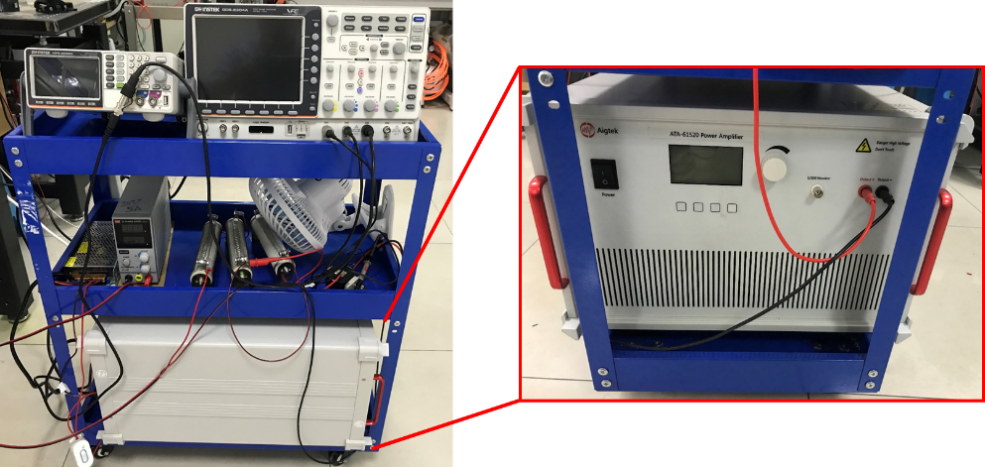
ATA-61520功率放大器在电火花加工中的应用
金刚石磨轮的电火花成形磨削加工
基于单片机控制的电火花加工电源
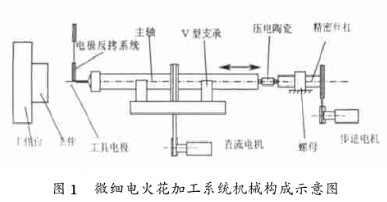
微细电火花加工的组成特点与系统设计
电火花加工的三个条件_电火花加工的四个过程
电火花加工的加工特性_电火花加工的工艺参数
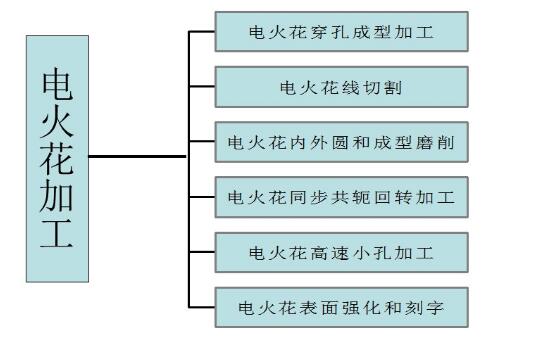
电火花加工有哪些类型
电火花加工实验
功率放大器在电火花加工中的作用有哪些
安泰功率放大器在电火花加工中的应用研究



评论