 电火花加工的三个条件_电火花加工的四个过程
电火花加工的三个条件_电火花加工的四个过程

电火花加工的三个条件
1、必须采用脉冲电源;
2、必须采用自动进给调节装置,以保持工具电极与工件电极间微小的放电间隙;
3、火花放电必须在具有一定绝缘强度(10~107Ω·m)的液体介质中进行。
电火花加工的四个过程
电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间很短,但它是电磁学、热力学和流体力学等综合作用的过程,是相当复杂的。综合起来,一次脉冲放电的过程可分为以下几个阶段:
1)极间介质的电离、击穿及放电通道的形成
当脉冲电压施加于工具电极与工件之间时,两极之间立即形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是很不均匀的,两极间离得最近的突出点或尖端处的电场强度一般为最大。当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到最大值。由于通道直径很小,所以通道中的电流密度很高。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20~30V),电流则由0上升到某一峰值电流。
2)介质热分解、电极材料熔化、汽化热膨胀
极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变为热能。于是在通道内正极和负极表面分别成为瞬时热源,达到很高的温度。通道高温将工作液介质汽化,进而热裂分解汽化。这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有爆炸的特性。观察电火花加工过程,可以看到放电间隙间冒出气泡,工作液逐渐变黑,并听到轻微而清脆的爆炸声。电火花加工主要靠热膨胀和局部微爆炸,使熔化、汽化了的电极材料抛出蚀除。
3)电极材料的抛出
通道和正负极表面放电点瞬时高温使工作液汽化和金属材料熔化、汽化,热膨胀产生很高的瞬时压力。通道中心的压力最高,使汽化了的气体不断向外膨胀,压力高处的熔融金属液体和蒸汽,就被排挤、抛出而进入工作液中。由于表面张力和内聚力的作用,使抛出的材料具有最小的表面积,冷凝时凝聚成细小的圆球颗粒。
熔化和汽化了的金属在抛离电极表面时,向四处飞溅,除绝大部分抛入工作液中并收缩成小颗粒外,还有一小部分飞溅、镀覆、吸附在对面的电极表面上。这种互相飞溅、镀覆以及吸附的现象,在某些条件下可以用来减少或补偿工具电极在加工过程中的损耗。
实际上,金属材料的蚀除、抛出过程比较复杂的,目前,人们对这一复杂的机理的认识还在不断深化中。
4)极间介质的消电离
随着脉冲电压的结束,脉冲电流也迅速降为零,但此后仍应有一段间隔时间,使间隙介质消电离,即放电通道中的带电粒子复合为中性粒子,恢复本次放电通道处介质的绝缘强度,以及降低电极表面温度等,以免下次总是重复在同一处发生放电而导致电弧放电,从而保证在两极间最近处或电阻率最小处形成下一次击穿放电通道,不想待在底层操机想提升自己学习UG编程技术可以加QQ群304214709领取学习资料和课程。
由此可见,为了保证电火花加工过程正常地进行,在两次脉冲放电之间一般要有足够的脉冲间隔时间。此外,还应留有余地,使击穿、放电点分散、转移,否则仅在一点附近放电,易形成电弧。
-
脉冲
+关注
关注
20文章
911浏览量
100061 -
电火花
+关注
关注
0文章
29浏览量
12742
发布评论请先 登录
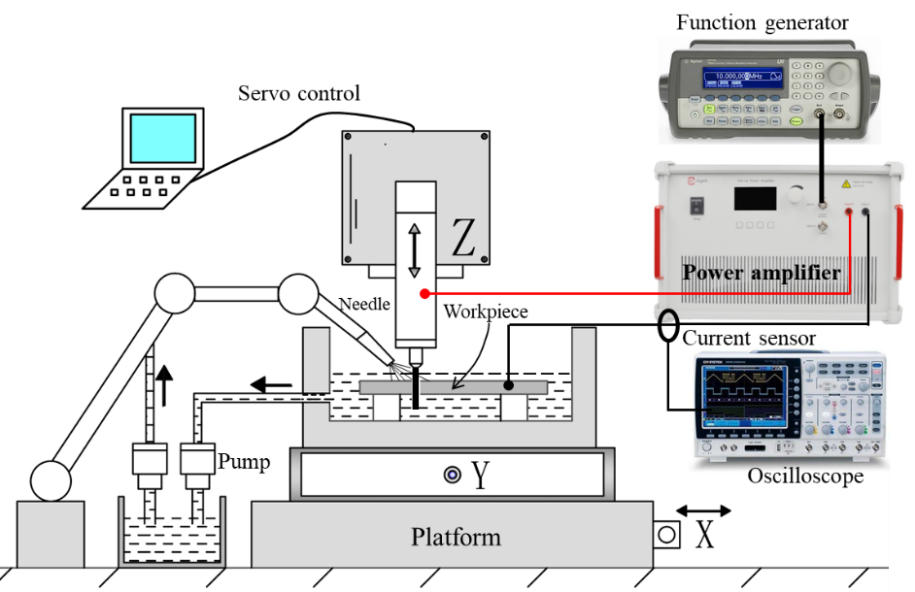
ATA-61520功率放大器在电火花加工中的应用
金刚石磨轮的电火花成形磨削加工
基于单片机控制的电火花加工电源
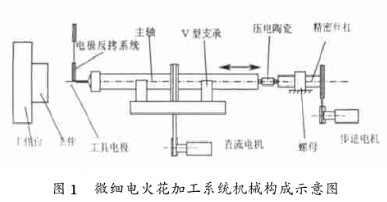
微细电火花加工的组成特点与系统设计
电火花加工的加工特性_电火花加工的工艺参数
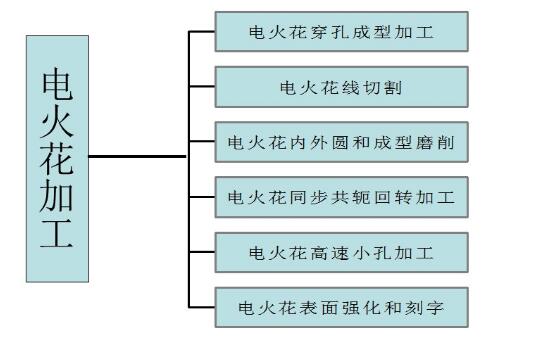
电火花加工有哪些类型
电火花加工实验
功率放大器在电火花加工中的作用有哪些
高压放大器在电火花加工中的作用是什么
安泰功率放大器在电火花加工中的应用研究
功率放大器:电火花加工中的高效驱动力



评论