温度曲线 设定方法: 根据经验,设定一个起始焊接温度。有铅焊接350℃,无铅焊接:370℃ 向下或向上微调5℃,操作人员感觉其焊接速度。 反复重复第二部动作,将会找到一个工作点:在改点以后,调整温度
2010-08-26 19:41:17
无铅焊接和焊点的主要特点
(1) 无铅焊接的主要特点
(A)高温、熔点比传统有铅共晶焊
2010-10-25 18:17:45 1599
1599 无铅焊接时该如何选择焊接温度
对于无铅焊接温度的选择,应该考虑到PCB板的厚度、焊盘的大小、器件以及周围是否有较大散热面积
2010-02-27 12:28:511102 无铅焊接的误区
误区一:现在已经是无铅年代了,可好多客户仍旧用传统的焊接方法——这就大错特错。目前的现状是70%——80%的厂家用的以前普通
2010-02-27 12:15:46760 无铅化组装已成为电子组装产业的不可逆转的趋势。电子组装焊接是一个系统工程,对无铅焊接技术的应用其影响因素很多,要使无铅焊接技术获得广泛应用,还需要从SMT贴片加工系统工程的角度来解析和研究以下几个方面的问题。
2020-01-02 11:30:192804 如何选择无铅焊接材料
现今无论是出于环保或者节能的要求,还是技术方面的考虑,无铅化越来越成为众多PCB厂家的选择。 然而就
2009-04-07 16:35:171250 摘 要 最新研究显示,无铅焊接可能是很脆弱的,特别是在冲击负载
2006-04-16 21:41:20612 无铅焊接温度比有铅焊接温度高34℃。在SMT焊接过程中,焊接温度远远高于PCB基板的Tg,无铅焊接温度比有铅高,更容易PCB的热变形,冷却时损坏元器件。应适当选择Tg较高的基PCB材料。
2020-02-05 09:00:006357 对于无铅焊接温度的选择,应该考虑到PCB板的厚度、焊盘的大小、器件以及周围是否有较大散热面积,常规焊点建议使用温度选择在350℃左右。
2020-02-05 07:52:4017752 BGA无铅焊接技术简介
铅(Pb),是一种有毒的金属,对人体有害。并且对自然环境有很大的破坏性,出于环境保护的要求,特别
2010-03-04 11:19:421040 在电子行业内,虽然每家公司都必须追求各自的利益,但是在解决SMT无铅焊接的脆弱性及相关的可*性问题上,他们无疑有着共同的利害关系
2011-06-30 11:44:45947 很显然,传统的自动光学检测(AoI)、自动X射线检测(AX1)以及在线测试(ICT)等主要检测手段,都面临无铅焊接技术提出的新要求。无铅焊接和锡铅焊接的焊点存在一些固有的差别,经历了从液态到固态的晶
2019-10-08 09:30:472797 烙铁头无铅焊接要注意的问题
一、 无铅焊锡问题点:
熔点高(比Sn、Pb焊锡高30-40度)、锡丝不容易融化
2010-02-27 12:22:411155 AN2639_微控制器的无铅焊接建议和封装信息
2022-11-21 17:07:03 0
0 无铅焊接在操作过程中的常见问题目前,电子制造正处于从有铅向无铅焊接过渡的特殊阶段,无论从环保、立法、市场竞争和产品可靠性等方面来看,无铅
2009-04-07 17:09:36958 取决于焊接合金。对于回流焊,“主流的”无铅焊接合金是Sn-Ag-Cu(SAC),而波峰焊则可能是SAC或Sn-Cu。SAC合金和Sn-Cu合金拥有不同的可靠性性能。
2020-03-26 15:05:534994 介绍了无铅焊接技术的现状以及国内外对Sn-Ag和Sn-Zn等二元无铅焊料的研究成果,以及无铅焊接的几种常见技术
2012-01-09 16:51:087 无铅焊接工艺基础:无铅焊锡之一览2.电子机器及铅金属铅为融点低、价廉、加工容易的特性,或是变成氧化物的话,其透明感远超过其它的氧化物,所以自古即广泛使用在食
2008-10-30 18:05:4725 基于 JEDEC® J-STD 20D / IEC EN 61760-1:2006 的飞兆元件无铅焊接指南
2022-11-15 20:04:471 无铅焊料和无铅焊接工艺与传统的锡铅及其焊接工艺有相当差别,充分了解其特点,掌握其应用中的难点、焦点和发展方向,是实施无铅的重要内容。
无铅化已成为电子制造锡
2009-12-21 15:51:4017 随着无铅技术的深入和发展,由于助焊剂的改进以及工艺的进步,无铅焊点的粗糙外观已经有了一些改观。
2019-09-03 10:16:362023 电子专业,单片机、DSP、ARM相关知识学习资料与教材
2016-10-27 15:18:0416 本文讨论成本与能量效应,并展示工艺必须不断地检验,因为技术与工艺知识在将来会改进的。一个标准改进模式,比如德明循环(Deming cycle),可用来维护无铅焊接工艺的控制,作出调整和改进,并在可能的时候实现成本的节约。
2016-10-27 17:34:401425 
来料检测含铅量、焊点光亮度降低、残留增多、在线测试难度增加、表面绝缘电阻增大等。
2020-02-05 08:38:341233 无铅焊点外观粗糙、气孔多、润湿角大、没有半月形,由于无铅焊点外观与有铅焊点有较明显的不同,如果有原来有铅的检验标准衡量,甚至可以认为是不合格的,随着无铅技术的深入和发展,由于助焊剂的改进以及工艺的进步,无铅焊点的粗糙外观已经有了一些改观。
2020-03-25 15:11:151107 铅锡合金作为电子工业的主要封接材料,在电子部件装配上占主导地位。
2019-09-30 17:31:45996 无铅波峰焊接工艺技术与设备1.无铅焊接技术的发展趋势
2006-04-16 21:37:53626 目前,关于无铅焊接材料和无铅焊接工艺的信息已经很多,对于
2006-04-16 20:53:09400 电子装配对无铅焊料的基本要求 无铅焊接装配的基本工艺包括:a. 无铅PCB
2006-04-16 21:42:02503 工厂如何选购电烙铁 (组件无铅焊台)
现在都是无铅焊接了,工厂购买电烙
2010-02-27 12:18:472466 熔点低,合金共晶温度近似于Sn63/Pb37的共晶温度183℃,大致在180℃-220℃之间。
2020-02-05 08:50:323203 由于润湿性和芯吸性不足,要实现无铅焊接的返工比较困难,难道要实现各种不同元件的无铅焊接就不可能?本文就将介绍一种可轻松实现无铅焊料返修的方
2010-10-26 12:07:38649 无铅焊接互连可靠性是一个非常复杂的问题,它取决于许多因素,我们简单列举以下七个方面的因素: 1)取决于焊接合金。对于回流焊,“主流的”无铅焊接合金是Sn-
2010-10-25 14:26:191056 由于无铅焊锡时其熔点的提升工作温度也随之加高,导至烙铁咀腐蚀速度大大加快,使用寿命变短,这是合理的解释。无铅焊接时,要求的焊接温度比普通焊接要高出许多,这是烙铁头寿命缩短的一个主因,温度越高,氧化速度越快。应用无铅焊接后,为何焊咀寿命会大幅缩短?
2021-03-15 09:46:36981 CSP、0201无源元件、无铅焊接和光电子,可以说是近来许多公司在PCB上实践和积极*价的热门先进技术。
2019-09-11 17:54:20669 无铅烙铁头的温度测量
手工无铅焊接的温度非常重要,是影响无铅烙铁头的使用寿命的关键指标,也是影响焊点质量重要指标;故对
2010-02-27 12:13:441905 在PCB组装中无铅焊料的返修
摘 要:由于润湿性和芯吸性不足,所以,无铅焊接的返工是比较困难的,因此为各种不同元件的无铅焊
2009-11-16 16:44:12410 SMT最新技术之CSP及无铅技术
CSP、0201无源元件、无铅焊接和光电子,可以说是近来许多公司在PCB上实践和积极*价的热门先进技术。
2009-11-16 16:41:101354 当涉及到PCB组装时,焊接是通过一种涉及焊膏的介质施加。使用含有铅,汞等有害物质的焊膏进行焊接称为铅焊,而焊接时不使用有害物质的焊膏称为无铅焊接。应根据产品组装PCB的特定要求选择铅或无铅焊接。
2019-08-02 17:09:458726 
无铅工艺 实施的注意事项: 1、 焊膏使用和保存,严格按供应商的要求执行; 2、 对无铅元件,要进行可焊性检验,超过规定库存期限,复检合格后才能使用; 3、 由于无铅焊接的抗拉
2011-06-21 17:49:51845 由于smt加工手工焊暴露在空气中散热快,无铅焊接烙铁头温度一般在360~410℃之间,厚板、大热容量元件、大焊盘、粗引脚等难焊的情况下,可能需要420℃以上,因此很容易使焊盘脱落。
2020-01-03 11:28:533989 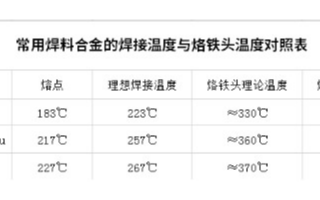
熔融焊料在金属表面润湿的程度除了与液态焊料与母材表面清洁程度有关,还与液态焊料的表面张力有关。
表面张力与润湿力的方向相反,不利于润湿。表面张力是物质的本性,不能消除,但可以改变。
2023-08-08 10:16:18105 
2023-10-10 08:31:330 传统或普通焊点的铅(Pb)与少量其他化学品混合。结果化合物毒性很大,其长期应用带来了各种问题,包括对人类健康危害和破坏环境。在现代,无铅焊接技术正在取代铅焊接,因为它具有很高的优点,对人类和环境没有影响。但是,无铅和铅焊接头的制造工艺存在差异。在将某些参数应用于PCB之前,需要对其进行修改。
2019-07-28 11:31:584018 在建库期间,一定要考虑器件焊盘,因为无铅的焊接时,温度会相对提高,会对焊点造成一定的影响。
2019-08-23 16:15:34255 作为生产制造经理,工艺这个词必须时时回响在你的耳畔,它
2006-04-16 21:38:20379 无铅焊接装配的基本工艺包括:a. 无铅PCB制造工艺;b. 在焊锡膏中应用的96.5Sn/3.5Ag和95.5Sn/4.0Ag/0.5Cu共晶和近似共晶合金系统;c. 用于波峰焊应用的99.3Sn/0.7Cu
2010-09-20 01:01:26651 当前有许多专业也认为无铅技术还有许多问题有待于进一步认识,如著名工艺专家李宁成博士也认为当前的无铅工艺技术的发展还没有有铅技术成熟,如先前的无铅焊接采用的最多的Sn3Ag0.5Cu焊料合金,最近发现由于Cu的含量稍低,焊点可靠性有些问题。
2019-09-02 09:15:363916 无铅回流焊的温度远高于有铅回流焊的温度,而且无铅回流焊的温度设定很难调整,尤其是因为无铅焊接的回流焊工艺窗口很小,所以横向温差的控制非常重要。回流焊横向温差大会造成批次缺陷,那么如何减少无铅回流焊横向温差才能达到理想的无铅回流焊焊锡效果呢?下面晋力达来给大家分享一下。
2022-06-08 11:59:38530 无铅焊接SMT的特性:具有熔点高、低润湿流动性、高热应力、濡湿性差和易于氧化等特性,比锡铅焊料要求更严峻的制造条件和质量管理。
2019-11-15 11:21:361010 现在的电子产品越来越注重环保,大部分都要求无铅焊接,所以电子企业都要用到无铅波峰焊设备。无铅波峰焊工艺中比较难掌握的是温度的设置,一般来说,无铅波峰焊的温度设定要比有铅的高20度左右。而且两种焊接预热温度的设定和温度升降斜率都不太相同。分享一下无铅波峰焊温度设置规范。
2022-04-16 15:39:362632 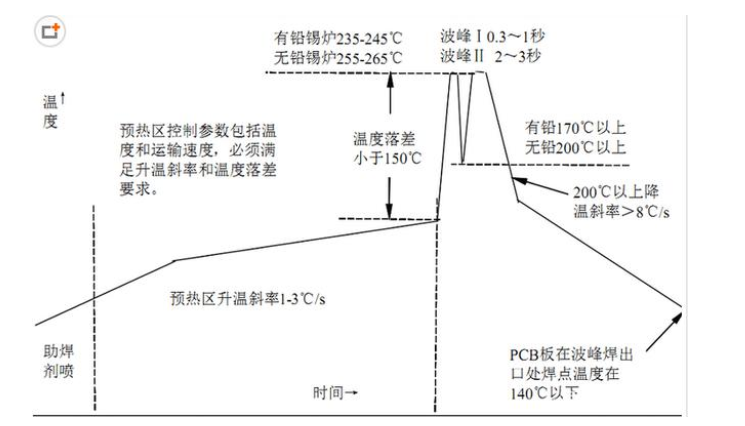
怎么对烙铁头进行的正确维护及延长寿命
应用无铅焊接后,烙铁头寿命会大幅缩短! 如何对烙铁头进行的正确维护及延长寿命? 一
2010-02-27 12:30:251400 首先,非常感谢一直以来新老用户的支持!尤其特别感谢电子发烧友网站给予的信息平台!阿尔达快速节能恒温烙铁,从设计之初,就着眼于打造普遍适应电子制造行业的常规无铅焊接,概括起来,即三个基本点:1)通电到
2021-08-02 10:13:23239 
本文是 VicorRoHS 模块的焊接技指引。本指南只适用于无铅的焊接, 如需要焊接非RoHS 的模块, 请参考 ‘第一代及第二代电源模块的焊接方法和程序”。文中指出一些需要注意的
2009-11-17 11:16:3826 印刷电路板的焊接表面:HAL 无铅 HAL 无铅焊接表面提供所有表面的最佳可焊性,但锡层的厚度各不相同。 在“HAL 无铅”(无铅热风整平)、热风焊料整平或 HASL(热风焊料整平)中,在裸露的铜
2022-09-19 18:09:29787 喷锡是PCB早期常用的处理。现在分为有铅喷锡和无铅喷锡。
喷锡的优点:
-->较长的存储时间
-->PCB完成后,铜表面完全的润湿了(焊接前完全覆盖了锡)
-->适合无铅焊接
-->工艺成熟
-->成本低
-->适合目视检查和电测
2019-08-07 15:27:411852 
无铅焊料的流动性,可焊性,浸润性都不及有铅焊料,无铅锡膏的熔点温度又比有铅锡膏的熔点温度高的多,对于无铅焊接,理想的焊接工艺窗口为230-240度。因此我们对无铅回流焊接的品质又提出了新的更严的要求
2020-12-31 15:24:08727 虽然无铅焊接在国际上已经应用了十多年,但无铅产品的长期可常性在业内还存在争议,并确实存在不可靠因素,这也是国际上对军事、航空航天、医疗等高可靠电子产品获得豁免的主要原因之一。但是目前的问题是有铅工艺
2020-03-27 15:43:53875 作为PCB抄板的领航者,我司花费了不少人物力在PCB板打样设计这个环节上进行一些研究与探讨,目前取得了以下进展: 1、封装库的建立规范的改进: 由于无铅的焊接温度有提高,在建库的时候,必须要考虑器件
2017-09-27 14:29:063 新材料的应用,RoHS对有害物质的限用,无铅焊接及多次回流焊的要求,以及绿色生产的节能减排等要求,使得应用在pcb生产流程中比重最大的化学药水——— 从内层氧化到表面最终涂覆等20多个工序,都面临新的变化和挑战。
2016-08-03 14:18:142160
 电子发烧友App
电子发烧友App











 工商网监
工商网监
评论