 三菱触摸屏报警功能分类
三菱触摸屏报警功能分类

报警功能在与触摸屏的使用中来讲是一个比较重要的功能,三菱触摸屏中的报警功能有以下几类:
(1)用户报警显示(用户报警)
(2)系统报警显示(系统报警)
(3)报警记录显示(用户报警)
(4)浮动报警显示(用户报警)
各自显示的内容及特点如图所示:
用户报警显示的组态
首先建立注释,点击GT Designer3软件中菜单栏里面的“公共设置”选择里面的注释项中的“打开”项,打开基本注释,并建立好注释,如图所示:

前面三个注释表示报警的内容,后面三个注释用来现象报警是需要检查的一些内容即详细报警内容.
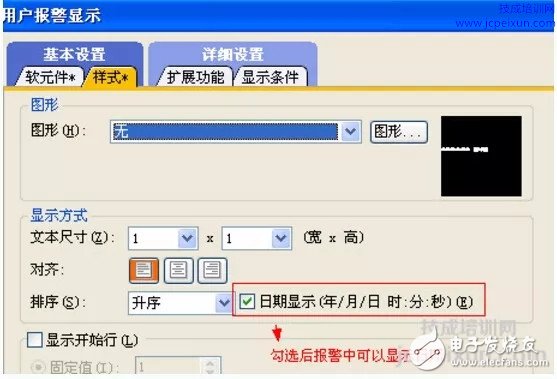
注释建立好后,点击GT Designer3软件中菜单栏里面的“对象”菜单,选择里面报警显示中的“用户报警显示”然后在编程区域中拖出一个显示框用来显示报警,双击对其进行主要内容组态,如图所示:
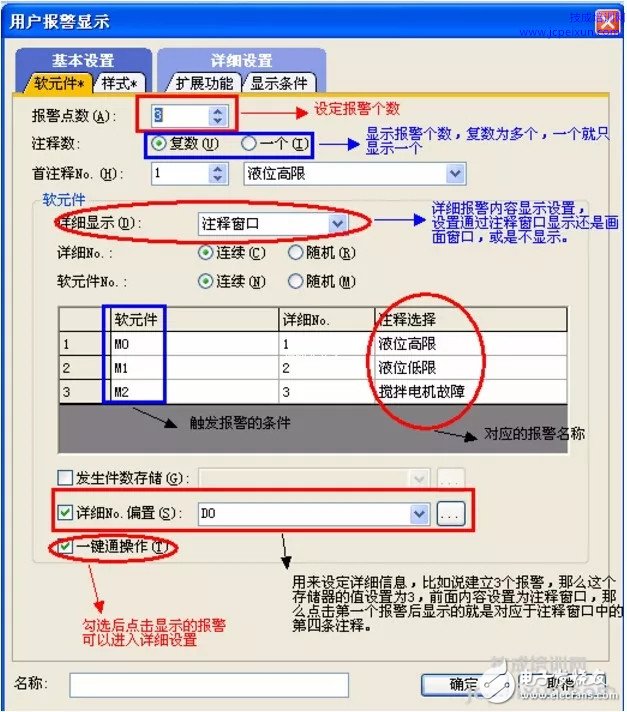
当M0或是M1、M2为ON的情况下在触摸屏界面的报警显示内容就可以弹出想要的报警信息,当触摸屏报警信息,可以先行器详细的报警内容,如图所示:
触摸其报警内容,可以在其左上角显示器详细报警内容,(必须组态报警的时候在其详细显示里面选择了注释窗口才行)。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
触摸屏
+关注
关注
42文章
2525浏览量
122705 -
三菱
+关注
关注
32文章
834浏览量
44295
发布评论请先 登录
相关推荐
热点推荐
慧通测控车载触摸屏测试系统,赋能车载触摸屏品质
当前,汽车电子产业正加速向智能化、网联化升级,触摸屏作为核心交互载体,其品质要求持续提升。慧通测控此次推出的多功能触摸屏测试系统,不仅解决了企业在研发与量产中的测试痛点,更以专业的测试解决方案,为

三菱FX3S PLC通过PLC以太网模块与触摸屏通信实现设备远程监控应用案例
生产线进行智能化升级改造。该企业生产线大量采用三菱FX3S系列PLC实现自动化设备控制,但原有PLC不具备以太网接口,难以满足上位机对设备数据的实时监控,以及与触摸屏之间的高效通信需求。为此,企业采用 远创智控YC8000-FX 三菱

MC转Modbus TCP总线协议转换网关在三菱PLC产线数据采集中的应用
一、项目需求 某装配生产线以 三菱FX5U PLC 为核心控制器,设备运行稳定但通信接口封闭,仅支持三菱专用 MC协议 ,无法直接接入第三方昆仑通态触摸屏、组态王上位机及工厂MES系统

实战落地!三菱 FX3U PLC 以太网模块打通食品生产线上位机与三菱触摸屏通讯链路
串口通讯,无原生网口,导致上位机与现场三菱触摸屏的数据交互延迟高,生产数据无法实时采集、设备故障不能及时预警,同时人工现场调试 PLC 和操作触摸屏的方式,不仅效率低下,还易因人为操作影响食品生产的卫生标准和产线连续性。某大型食

物流仓储自动化升级:三菱 FX2N PLC 以太网模块实现上位机与三菱触摸屏智能通讯
广泛应用于堆垛机、输送机、分拣机等设备的控制中。但 FX2N PLC 无原生以太网接口,仅支持串口通讯,导致上位机无法实时采集仓储设备的运行数据,三菱触摸屏的现场操作与上位机的中央监控无法实现数据同步,AGV 调度、库位管理等操作存在信息延迟,同时
应用 I 触摸屏静电浪涌防护方案
屏幕。在使用过程中,触摸屏因线路插拔,可能会引发ESD损害,进而影响后端电路的功能。因此,在设计触摸端口时,需要充分地考虑静电防护,以确保设备稳定可靠地运行。工作原
串口以太网模块与三菱以太网通信处理器的 FX3U PLC - 触摸屏通讯应用案例
),实时采集压装力矩、位移、油温等12路过程量,并通过Modbus-RTU协议对外提供数据。 2. 跑合工位 :核心为三菱FX3U-64M PLC,带FX3U-485-BD扩展板,负责跑合电机启停、速度闭环及报警联锁。 3. 终检工位 :使用步科MT4433T
串口以太网模块配合三菱以太网通信处理器实现三菱FX3U PLC和触摸屏的通讯案例
),实时采集压装力矩、位移、油温等12路过程量,并通过Modbus-RTU协议对外提供数据。 跑合工位 :核心为三菱FX3U-64M PLC,带FX3U-485-BD扩展板,负责跑合电机启停、速度闭环及报警联锁。 终检工位 :使用步科MT4433T

三菱A系列PLC借助以太网模块同时与上位机和触摸屏高效通讯案例
一、案例背景 在长三角某知名新能源锂电池设备制造厂,数十台服役超过10年的三菱A系列PLC(如A2USHCPU-S1)仍是产线控制核心。这些PLC稳定可靠,但仅配备传统的RS422编程口(俗称圆口

三菱A1NCPU系列PLC通过以太网模块与S7-1500及HMI构建三端实时通讯系统
一、项目背景与痛点 场景描述 某动力电池工厂涂布车间,三菱A1NCPU系列PLC控制涂布机张力系统,通过MC总线连接 威纶通MT8071IE触摸屏 实现本地操作。需将涂布厚度、速度、温度等关键

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例
产线进行升级改造。该企业生产线中大量使用了三菱FX3S系列PLC来控制自动化设备, 但由于原有PLC不具备以太网接口 ,无法满足上位机对设备数据的实时监控以及与触摸屏的高效通信需求。所以采用了 捷米特JM-ETH-FX 三菱PL

三菱A1SJ PLC:以太网模块助力上位机与触摸屏协同通讯案例
、分切设备采用成熟稳定的三菱A1SJ PLC(如A1SJCPU)控制。然而,随着对生产数据实时监控、工艺参数动态调整及设备状态精细化管理的需求剧增,传统的RS485/422串行通讯方式(用于连接上位机SCADA系统和HMI触摸屏)已成为制约产能与良率提升的

三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信
一、案例背景 在长三角某知名新能源锂电池设备制造厂,数十台服役超过10年的三菱A系列PLC(如A2USHCPU-S1)仍是产线控制核心。这些PLC稳定可靠,但仅配备传统的RS422编程口(俗称圆

智能设备触摸屏的功能性测试
多功能触摸屏测试系统WH-1121-W凭借其强大的性能和广泛的适用性,在多个行业中都发挥着重要作用。在 3C 电子行业,智能手机、平板电脑、笔记本电脑等产品的触摸屏测试都离不开它,通过精准测试确保

工业智能网关能够采集PLC触摸屏吗
数据的采集与处理。以下从功能实现、应用场景、技术支撑三方面具体分析: 功能实现 工业智能网关通过网口或串口连接PLC和触摸屏,采集PLC设备数据并实时上传到现场




评论