 串口以太网模块配合三菱以太网通信处理器实现三菱FX3U PLC和触摸屏的通讯案例
串口以太网模块配合三菱以太网通信处理器实现三菱FX3U PLC和触摸屏的通讯案例


一、项目背景
某大型机车制造厂新上马一条"轮对压装-跑合-检测"自动化线,整条线由三套独立电控系统组成:
轮对压装工位:采用某国产485总线型力矩控制器(品牌:华控,型号:HK-485-TQ),实时采集压装力矩、位移、油温等12路过程量,并通过Modbus-RTU协议对外提供数据。
跑合工位:核心为三菱FX3U-64M PLC,带FX3U-485-BD扩展板,负责跑合电机启停、速度闭环及报警联锁。
终检工位:使用步科MT4433T触摸屏,需读取压装与跑合两工位的关键数据,实现"一屏三看",并生成CSV报表上传MES。
由于三个设备物理层、协议层完全不同,现场无法直接互通:
力矩控制器仅有一路RS-485口,Modbus-RTU从站;
FX3U自带422编程口+485-BD,但协议为三菱专有;
触摸屏只有1个RS-232口和1个以太网口,且232已被条码枪占用。
甲方要求在不改动原有程序、不增加PLC通讯模块的前提下,两周内完成"三端互通",并保证刷新周期≤500 ms。经过评估,最终采用"远创智控YC-RTU-TCP串口转以太网模块+YC8000-FX以太网通讯处理器"双网关方案,成功打通链路。

二、方案设计
1.网络拓扑
上位机(Win10,组态王7.5 SP3)通过千兆交换机与两台远创智控网关相连:
串口数传模块YC-RTU-TCP(IP:192.168.1.200)——RS-485侧连接HK-485-TQ力矩控制器;
以太网通讯处理器YC8000-FX(IP:192.168.1.201)——串行侧接FX3U-422编程口,以太网侧进交换机;
步科MT4433T触摸屏(IP:192.168.1.203)直接挂在同一网段。
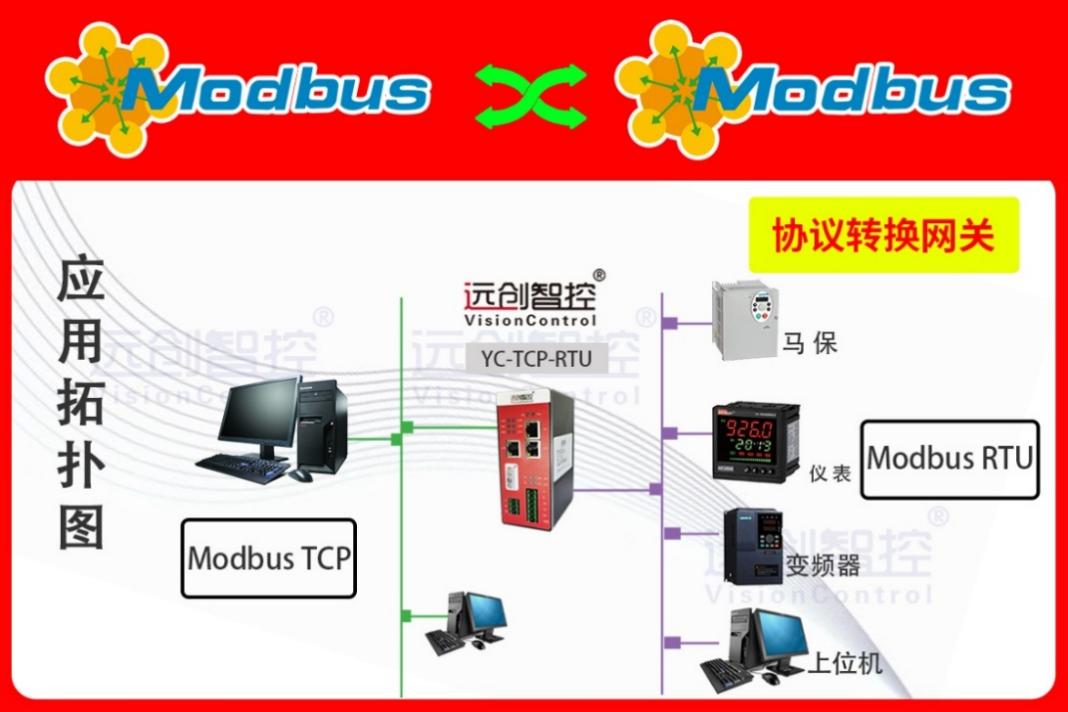
2.协议映射策略
| 设备 | 物理层 | 协议层 | 网关角色 | 映射后协议 |
| HK-485-TQ | RS-485 | Modbus-RTU从站 | YC-RTU-TCP | Modbus-TCP |
| FX3U-64M | RS-422 | 三菱编程口 | YC8000-FX | 三菱FX以太网协议 |
| MT4433T | 以太网 | Modbus-TCP主站 | —— | —— |
说明:
YC-RTU-TCP串口转以太网模块内置"透传+指令缓存"双模式,可把任何串口从站直接映射为Modbus-TCP从站,站号、寄存器地址完全保持原样。
YC8000-FX以太网通讯模块支持FX1N/2N/3U全系列,无需在PLC侧写通讯程序,自动在D8000~D8255区间创建"以太网交换区",上位机直接按三菱MC协议访问。
触摸屏同时作为Modbus-TCP主站,分别访问两台网关,实现"一屏采三源"。
三、硬件清单与接线
| 序号 | 名称 | 品牌 | 型号 | 数量 | 关键参数 |
| 1 | 串口服务器 | 远创智控 | YC-RTU-TCP | 1 | 1×RS-485/422/232,2×RJ45,支持Modbus-TCP、MQTT、WebSocket |
| 2 | 以太网模块 | 远创智控 | YC8000-FX | 1 | 1×RS-422(8P8C),1×RJ45,支持MC协议、Modbus-TCP、Socket |
| 3 | 力矩控制器 | 华控 | HK-485-TQ | 1 | 12路AI,Modbus-RTU从站,波特率9600,8,E,1 |
| 4 | PLC | 三菱 | FX3U-64M | 1 | 带FX3U-485-BD,但本方案未用 |
| 5 | 触摸屏 | 步科 | MT4433T | 1 | 1×RS-232(已用),1×10/100 M网口 |
| 6 | 交换机 | 华为 | S1730S-L8T-A | 1 | 8口千兆,工业级 |
| 7 | 电源 | 明纬 | HDR-30-24 | 2 | 24 V/1.25 A,给两台网关独立供电 |
接线要点:
YC-RTU-TCP串口数传模块的485口:A接HK-485-TQ的D+,B接D-,GND相连,终端电阻120 Ω拨码置ON。
YC8000-FX以太网模块的422口:使用随模块赠送的8P8C→DB25转接线,直接插入FX3U编程口;模块供电24 V,功耗<3 W。
两台网关均用超五类网线接交换机,长度<30 m,现场无需光电转换。

四、软件配置步骤
1. YC-RTU-TCP侧
用"YC-Search"工具扫描,出厂默认IP 192.168.1.254,改为192.168.1.200,子网掩码255.255.255.0。
进入Web页,串口参数设定:9600,8,E,1;工作模式选"Modbus-RTU从站→Modbus-TCP服务器";站号1;映射保持寄存器40001~40024(对应力矩控制器16 bit原始地址0x0000~0x0017)。
开启"多主机"功能,允许最高8个TCP客户端同时访问,保证触摸屏与组态王同时在线不冲突。
启用"心跳包"功能,每30 s向上位机发送"0xFF 0xFE",方便MES判断设备在线。
2. YC8000-FX侧
用"YC-FXConfig"软件,通过USB-C口连接模块,把IP设为192.168.1.201,网关192.168.1.1。
在"以太网交换区"选项卡,勾选"D8000~D8099可读可写",并把D8100~D8199设为"只读",用于存放跑合速度、电流、温度。
模块自动把FX3U的D区映射为MC协议的"Word Device",起始地址D8000对应MC地址"D*8000",长度200字。
打开"Modbus-TCP从站"开关,站号2,功能码03/10,映射区域同样为D8000~D8199,方便触摸屏用Modbus-TCP直接访问,无需MC驱动。

3.触摸屏侧(步科MT4433T)
在Kinco HMIWare 2.8中新建工程,添加两台Modbus-TCP服务器:
远端IP 192.168.1.200,站号1,寄存器40001~40024,用于力矩数据;
远端IP 192.168.1.201,站号2,寄存器40001~40050,用于FX3U数据。
画面中添加"数值显示""棒图""趋势图"控件,刷新周期统一设为300 ms。
在"历史数据"页,勾选"自动导出CSV",路径指向U盘,每30 min存一次,文件名带时间戳,满足甲方追溯要求。
4.组态王侧(上位机)
新建两个驱动:
驱动1:Modbus-TCP,IP 192.168.1.200,采集12路力矩;
驱动2:三菱FX以太网,IP 192.168.1.201,采集跑合速度、电流、温度。
在"报表"节点,利用"历史趋势+Excel模板",自动生成班报、日报,通过OPC接口转发给MES。
开启"断线重连",重试间隔5 s,最大3次,保证网络抖动时数据不丢失。
五、调试过程与关键问题
1.串口干扰
现象:YC-RTU-TCP串口数传模块在线率偶尔掉到90%,力矩数据出现"0xFF"乱码。
排查:发现现场变频器和伺服共用一条24 V母线,地电位漂移±3 V。
解决:
给YC-RTU-TCP单独加24 V/1 A隔离电源;
485线改用双屏蔽双绞线,屏蔽层单端接地;
终端电阻由120 Ω改为150 Ω,抑制反射。之后连续72 h无丢包。

2. PLC数据不刷新
现象:组态王能Ping通YC8000-FX,但D8100值始终为0。
排查:FX3U程序中D8100未被任何MOV指令赋值,导致MC协议读到的是随机值。
解决:在跑合工位PLC程序中添加"MOV D100 D8100"等传送指令,把实时速度、电流写入D8100~D8199区间,刷新周期200 ms,问题解决。
3.触摸屏偶发"通信超时"
现象:MT4433T弹出"Modbus Timeout 02"。
排查:Wireshark抓包发现,YC8000-FX以太网模块在200 ms内连续收到触摸屏与组态王的两条读请求,模块默认"单线程"响应,第二条请求被丢弃。
解决:把YC8000-FX的"Modbus并行处理"选项由1改为4,重试次数由0改为2;同时将触摸屏刷新周期从200 ms调到400 ms。之后超时消失。
六、运行效果
数据刷新周期:力矩数据<300 ms,跑合数据<200 ms,满足≤500 ms要求。
通信稳定性:连续运行30天,YC-RTU-TCP串口数传模块在线率99.8%,YC8000-FX在线率100%。
报表功能:触摸屏自动导出CSV 1420条,无丢行;上位机班报生成成功率100%,与MES比对误差为0。
产线节拍:因数据实时可视,跑合工位平均节拍由180 s缩短到165 s,提升8.3%。
维护量:双网关均采用导轨安装,尺寸小、功耗低,至今零故障,甲方已决定将方案复制到第二条轮对产线。
七、总结
通过"远创智控YC-RTU-TCP串口服务器+YC8000-FX以太网模块"组合,本案例在不动原设备程序、不增PLC通讯板的前提下,仅用两天布线、三天调试,就实现了"485力矩控制器—FX3U PLC—步科触摸屏"三端高速互通,为机车制造厂节省了大量硬件成本与停机时间。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6308浏览量
181968 -
plc
+关注
关注
5053文章
14955浏览量
489525 -
通信处理器
+关注
关注
0文章
16浏览量
8641
发布评论请先 登录
PLC转以太网模块助力三菱Q系列,免编程实现GX Works2与组态王无缝对接

三菱FX3S PLC通过PLC以太网模块与触摸屏通信实现设备远程监控应用案例

零部件加工生产线三菱FX3U系列PLC通过以太网模块同时和触摸屏、上位机进行通讯案例

三菱FX3U通过以太网模块构建多节点通讯网络的生产线实施案例

三菱FX1S PLC借助以太网通讯模块与上位机通讯实现监控光伏组件生产线的应用配置案例

三菱 FX3U PLC 借助以太网模块实现食品饮料生产线监控的应用配置案例

实战落地!三菱 FX3U PLC 以太网模块打通食品生产线上位机与三菱触摸屏通讯链路

物流仓储自动化升级:三菱 FX2N PLC 以太网模块实现上位机与三菱触摸屏智能通讯
三菱 FX2N PLC 借助以太网模块实现监控仓储物流自动化应用配置案例
三菱FX系列PLC+FX以太网通讯处理器:上位机通讯应用案例

工业智能网关配合三菱以太网通信处理器实现三菱FX3U PLC的无线通信
串口以太网模块与三菱以太网通信处理器的 FX3U PLC - 触摸屏通讯应用案例
三菱A系列PLC借助以太网模块同时与上位机和触摸屏高效通讯案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信




评论