 SMB插座焊盘容易脱落?PCB铜厚和孔径的匹配关系很多人搞反了!
SMB插座焊盘容易脱落?PCB铜厚和孔径的匹配关系很多人搞反了!

大家好!这里是德索精密工业(Dosin)的工程前线。
在射频PCB设计与装配中,SMB板端插座(无论是直插还是弯插)的“焊盘脱落”绝对是让产线和售后最头疼的梦魇。很多工程师在排查故障时,第一反应往往是:“是不是PCB板厂用的覆铜板(CCL)太劣质?”或者“是不是员工插拔测试时太暴力?”
事实上,绝大多数的焊盘脱落,根源在于PCB设计阶段的“孔径匹配”与“铜厚设定”。而且,很多新手工程师在这个问题上的逻辑,恰恰是完全反过来的!今天,咱们就从物理焊接的底层机制,把这个极易踩坑的“反直觉”逻辑彻底盘明白。

一、 ❌ 致命的错误认知:“孔越紧,引脚卡得越牢”
很多工程师在建立SMB封装时,会去查插座中心针或接地脚的物理尺寸。比如接地脚对角线尺寸是 0.8mm,他们就把PCB过孔(PTH)做成 0.85mm 甚至 0.8mm,心想:“紧配合能让插针牢牢卡在板子里,受力时就不会把焊盘扯掉了。”
这就是导致焊盘脱落的最大元凶!
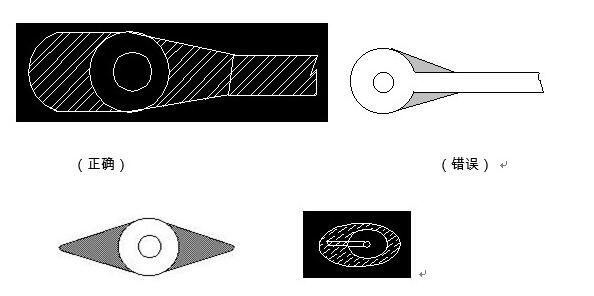
阻断毛细效应: 波峰焊或手工焊接时,液态液态锡需要依靠“毛细管现象”顺着引脚向上爬升,填满整个金属化孔(PTH)。如果孔径和引脚卡得太死,空气排不出去,焊锡根本无法进入孔内。
“假焊”与表面受力: 结果就是,看似焊盘表面有一坨饱满的焊锡,但孔里面全是空的。当SMB接口受到侧向插拔力时,所有的机械应力都由这薄薄的表面一层铜箔(通常只有 35μm 厚)来承担。只要稍微用力,焊盘直接连根拔起。

二、 ✅ 正确的物理机制:“铆钉效应”才是终极防御
要让SMB插座坚如磐石,我们必须依赖“金属铆钉效应”。
当孔径比引脚大出合适的间隙时,液态焊锡会瞬间涌入并填满整个过孔。冷却后,孔内的圆柱形焊锡、引脚以及孔壁上的沉铜层,会共同凝固成一颗坚不可摧的“实心金属铆钉”。此时再去插拔SMB接头,力量会被分散到整块PCB基材的厚度(如 1.6mm)上,而不是单单拉扯表面的焊盘。
三、 铜厚与孔径的匹配矩阵(一目了然)
为了彻底根治这个问题,德索工程团队结合IPC标准与产线实战,总结了以下匹配逻辑对照表:
| 关键参数 | 常见错误认知(搞反了) | 德索工程正解(最佳实践) | 物理底层逻辑 |
|---|---|---|---|
| PCB过孔孔径 (Hole Size) | 越紧越好(仅留 0.05mm 间隙) | 引脚最大对角线 + (0.2mm ~ 0.3mm) | 必须留出足够的缝隙让助焊剂挥发、液态锡爬坡,形成100%透锡的“铆钉”。 |
| 表面铜厚 (Surface Copper) | 表面铜越厚(如 2oz)附着力越强 | 常规 1oz 足矣,甚至 0.5oz 也行 | 表面铜厚过高会导致侧蚀(Undercut)加剧,反而削弱焊盘边缘的附着力。 |
| 孔壁铜厚 (Barrel Copper) | 无所谓,能导电就行 | 至少保证 20μm - 25μm (IPC Class 2/3) | 射频接地全靠孔壁!孔铜太薄在波峰焊高温下极易断裂,导致阻抗突变。 |
| 表面焊环宽度 (Annular Ring) | 为了走线空间,焊环做得很窄 | 单边宽度至少 ≥ 0.25mm | 焊环是“铆钉帽”,面积太小无法有效分散机械拉力。如果空间不够,宁可做成“泪滴焊盘”。 |

四、 ️ 进阶避坑指南:德索(Dosin)产线经验
除了参数设置,在实际加工中,还有两个细节决定了SMB插座的生死:
拒绝“热风整平 (HASL)”引起的公差: 如果你的板子表面处理工艺是喷锡(HASL),过孔内壁会残留厚薄不均的锡,导致实际孔径变小,引脚插不进去。对于射频板,强烈建议使用沉金(ENIG)或沉锡工艺,确保孔径公差极其精准。
十字花焊盘的陷阱: 为了好焊接,很多人会给大面积接地的管脚做“十字花(热风焊盘)”。但在射频高频段(如 3GHz 以上的SMB),大面积的十字花会引入额外的寄生电感。折中的方案是:保留全连接(Solid Copper),但要求板厂在背面阻焊层(Solder Mask)开窗,利用预热台辅助焊接,既保射频指标,又保焊接良率。

射频硬件的可靠性,往往就藏在这些微米级的孔径与铜厚博弈中。别让一个 0.1mm 的公差失误,毁了整个通信链路的稳定性!遵守规范的“铆钉”逻辑,您的SMB连接器才能在恶劣工况下真正做到稳如泰山。
-
pcb
+关注
关注
4425文章
24065浏览量
427922 -
焊盘
+关注
关注
6文章
607浏览量
39971 -
SMB
+关注
关注
0文章
69浏览量
12179
发布评论请先 登录




评论