 EtherNet/IP转EtherCAT罗克韦尔汇川PLC互联工业自动化案例
EtherNet/IP转EtherCAT罗克韦尔汇川PLC互联工业自动化案例

一、案例背景
锂电池极片生产是动力电池制造核心环节,直接决定电池性能,对生产精度、流程稳定性及数据追溯性要求极高。本次案例依托某新能源企业极片自动化生产线,采用工业自动化柔性架构,涵盖涂布、辊压、分切、检测全流程,核心控制采用双PLC主站异构架构,因总线协议不兼容导致数据互通受阻。
罗克韦尔PLC作为EtherNet/IP主站,负责产线总调度、工艺参数下发等核心工作;汇川PLC作为EtherCAT主站,管控涂布机、辊压机等精密设备,适配极片微米级精度控制需求。两套PLC因EtherNet/IP与EtherCAT协议异构,无法直接数据交互,导致生产精度波动、不良品率偏高,制约产线效能。
为打破通讯壁垒,提升生产精度与流程稳定性,项目组选用塔讯TX161-RE-ECS/EIS协议转换网关搭建跨协议通讯链路,依托物联网网关、智能网关的数据采集功能,对接工业物联网平台,实现生产数据全采集、全监控,打造数字化自动化极片生产线。

二、项目核心痛点
结合锂电池极片生产线现场运行实际,项目实施前存在四大核心痛点,直接影响工业自动化产线稳定运行与产品精度,制约工业物联网落地推进:
总线协议异构,通讯壁垒突出:罗克韦尔PLC(EtherNet/IP协议)与汇川PLC(EtherCAT协议)无法跨协议解析,形成信息孤岛,工艺参数、设备状态无法实时互通,人工干预效率低且易导致精度偏差。
数据采集断层,工业物联网落地受阻:缺乏专用数据采集器与工业网关,核心生产数据及PLC运行、故障信号无法统一归集,导致MES系统、物联网平台无法实时监控,工业物联网升级滞后。
生产精度不足,不良品率偏高:两套PLC无法协同,工艺参数无法实时匹配,极片易出现厚度偏差、密度不均等问题,不良品率8.5%(高于行业平均),造成原材料浪费与返工成本增加。
故障响应滞后,运维成本偏高:两套PLC独立运维,故障信号无法跨系统传输,运维人员难以快速定位故障,停机时间长、运维效率低,增加生产成本且影响产线稳定性。

三、塔讯协议转换网关功能简介
本次项目选用的塔讯TX161-RE-ECS/EIS网关,是一款专为工业现场异构总线协议互联设计的工业网关,同时兼具智能网关、物联网网关与数据采集器多重功能,核心解决不同品牌PLC、不同总线协议之间的数据互通难题,适配锂电池极片生产线严苛的现场环境(高洁净、强电磁干扰、连续运行),具备以下核心优势,其24V直流供电、宽温运行的特性,可完美适配工业现场的复杂工况:
双向协议转换,精准适配场景:网关一侧支持EtherCAT从站协议,可直接接入汇川PLC EtherCAT主站网络,适配汇川PLC的EtherCAT主站配置要求,支持从站自动识别与同步控制;另一侧支持EtherNet/IP从站协议,无缝对接罗克韦尔PLC EtherNet/IP主站网络,可适配罗克韦尔PLC的RSLogix 5000软件配置,实现两种协议的双向透明转换,无需修改PLC原有程序,即插即用,大幅降低改造难度。
高速实时传输,保障生产精度:采用工业级高性能处理器,数据转换延迟低于10ms,满足锂电池极片生产微米级精度控制的实时通讯需求,确保涂布、辊压、分切的工艺参数同步下发,检测数据实时反馈,保障生产节拍连贯与生产精度稳定,适配极片涂布厚度、辊压密度的精准控制需求。
全功能数据采集,支撑工业物联网:内置数据采集器模块,可实时采集两套PLC系统的运行参数、生产数据(涂布厚度、辊压密度等)、故障信息等,支持数据打包上传至上层工业物联网平台、SCADA系统,实现生产数据全流程追溯与可视化监控,为工艺参数优化提供数据支撑。
工业级防护,适配恶劣现场:采用导轨式安装设计,支持24V直流工业供电,具备宽温运行(-40℃~+85℃)、电磁隔离、浪涌保护、短路保护等特性,可在锂电池极片生产线强电磁干扰、高洁净、连续运行的环境中7×24小时稳定工作,可靠性远超普通商用网关,保修期长达5年,降低后期运维成本。
可视化配置,运维便捷:配套专用配置软件,支持拖拽式数据映射、IP地址设置、协议参数调试,无需专业编程基础,运维人员可快速完成配置与调试,同时支持Web管理,可远程查看网关运行状态,后期维护成本低。

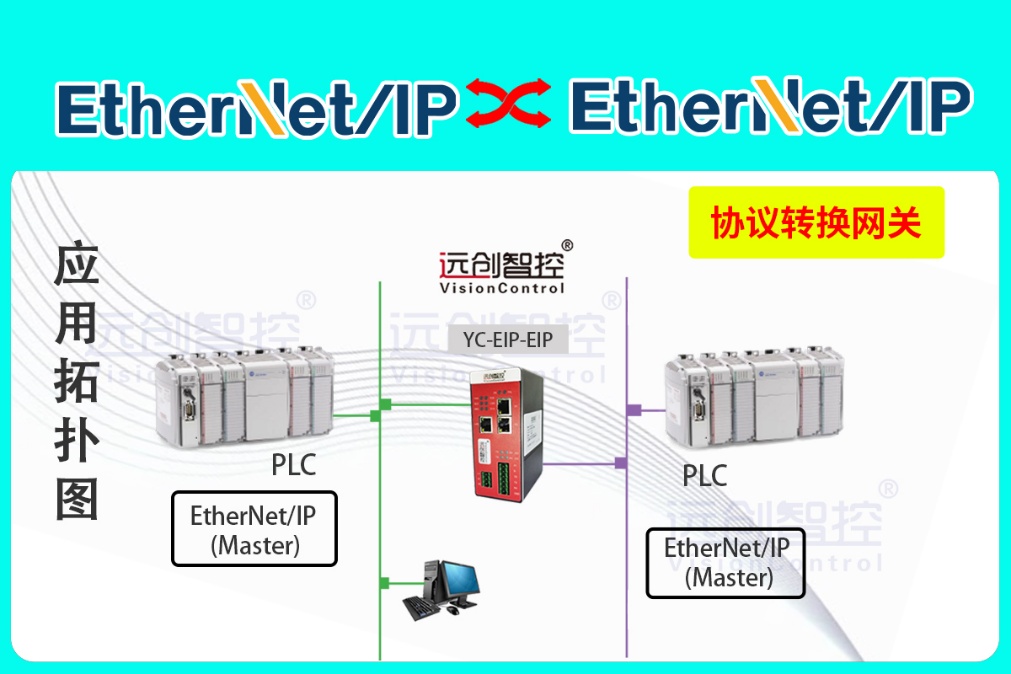
四、系统结构拓扑图

五、整体解决方案
针对项目痛点与锂电池极片生产的高精度需求,本次方案以协议转换为核心,以塔讯TX161工业网关为硬件载体,构建“异构PLC互联+数据实时采集+工业物联网监控”的一体化解决方案,核心实施思路如下,兼顾改造效率与生产稳定性,无需更换原有PLC与生产设备:
硬件组网搭建:将塔讯TX161网关的EtherCAT端口接入汇川PLC的EtherCAT主站网络,作为EtherCAT从站设备,适配汇川PLC的EtherCAT主站配置要求;将网关的EtherNet/IP端口接入罗克韦尔PLC的EtherNet/IP主站网络,作为EtherNet/IP从站设备,完成硬件链路连接,打通两套PLC系统的物理通讯通道,确保网络连接稳定。
协议转换配置:通过网关专用配置软件,完成两套总线协议的参数匹配、IP地址规划与双向数据映射,参考罗克韦尔PLC的EtherNet/IP配置参数与汇川PLC的EtherCAT主站配置要求,将罗克韦尔PLC的涂布、辊压、分切工艺参数、启停指令映射至汇川PLC,同时将汇川PLC的极片检测数据、设备运行状态、故障信号映射回罗克韦尔总调度PLC,实现指令与数据的双向透明传输。
数据采集与物联网对接:启用网关的数据采集器功能,配置生产数据采集规则(采集频率设置为50ms/次),将采集到的实时生产数据(极片厚度、辊压密度等)、设备运行参数上传至工业物联网平台,搭建产线监控大屏,实现设备运行状态、生产产能、产品良率、故障信息的实时可视化监控,支持远程运维与数据追溯,为工艺参数优化提供数据支撑。
系统联调与优化:完成硬件组网与软件配置后,进行全流程联调,测试协议转换稳定性、数据传输实时性与设备协同效果,重点测试涂布与辊压参数的同步性、检测数据的反馈速度,优化数据映射参数与通讯延迟,确保产线涂布、辊压、分切、检测全流程无缝衔接,满足极片生产的高精度要求。
本方案无需更换原有PLC与生产设备,仅通过工业网关实现协议转换与数据互通,改造周期短、成本低,完全贴合锂电池极片工业自动化产线柔性升级需求,同时打通工业物联网数据链路,为后续产线智能化升级(如工艺参数自动优化、预测性维护)奠定基础。

六、详细实施配置过程
6.1前期准备与硬件接线
1.设备清点:准备塔讯TX161-RE-ECS/EIS网关1台、工业级超五类网线若干、24V直流工业电源、导轨安装配件,核对网关型号与协议适配性,确保支持EtherNet/IP转EtherCAT双向转换,确认网关为原装正品,符合工业现场使用标准。
2.IP规划:规划两套PLC与网关的IP地址,避免网段冲突,参考罗克韦尔PLC与汇川PLC的网络配置要求,进行合理规划。罗克韦尔PLC EtherNet/IP网段设置为192.168.1.XXX,网关EtherNet/IP侧IP设为192.168.1.10;汇川PLC EtherCAT网段设置为192.168.2.XXX,网关EtherCAT侧IP设为192.168.2.10,子网掩码统一设置为255.255.255.0,网关地址根据现场网络需求配置。
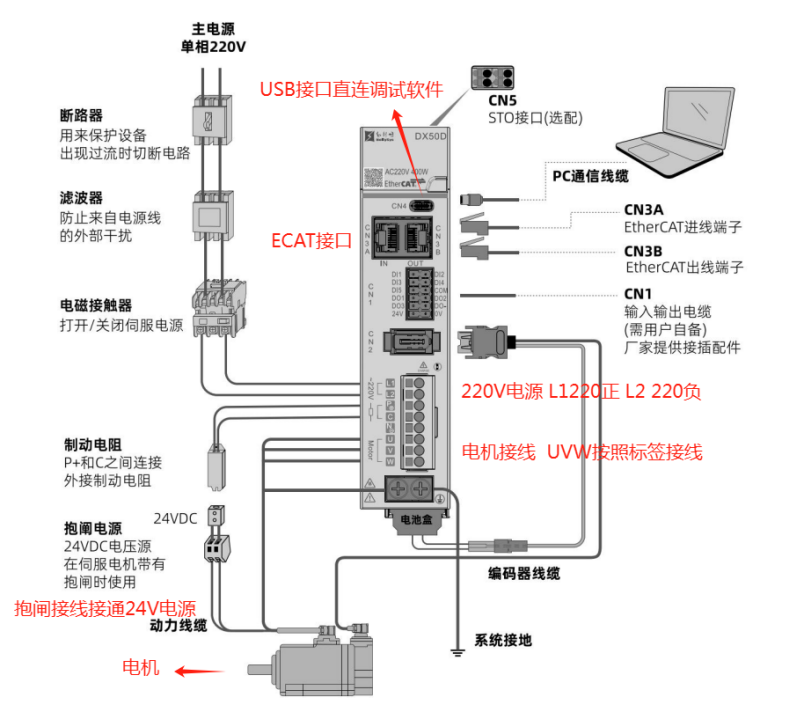
3.硬件接线:将网关EtherCAT端口通过工业网线接入汇川PLC的EtherCAT主站端口,确保连接牢固;将网关EtherNet/IP端口通过工业网线接入罗克韦尔PLC的以太网口,对接罗克韦尔PLC的EtherNet/IP通信接口;给网关接入24V直流电源,确认电源指示灯、协议指示灯正常亮起,完成物理组网,确保各设备供电稳定。
6.2网关参数配置
1.连接配置电脑:将调试电脑IP设置为192.168.1.11,与网关EtherNet/IP侧同一网段,通过网线连接网关配置端口,打开塔讯专用网关配置软件,搜索并连接网关设备,确认连接成功后进入配置界面。
2.协议参数设置:在配置软件中选择对应协议模式,一侧勾选EtherNet/IP从站模式,匹配罗克韦尔PLC的EtherNet/IP通讯参数(如波特率、数据位、停止位),导入罗克韦尔PLC的EDS文件;另一侧勾选EtherCAT从站模式,导入汇川EtherCAT GSDML文件,完成协议适配,确保与两套PLC的通讯参数一致。
3.双向数据映射:根据锂电池极片生产控制需求,配置数据映射表,参考罗克韦尔PLC的标签配置与汇川PLC的系统变量设置,将罗克韦尔PLC的D区数据(涂布厚度、辊压密度、启停指令)映射至网关输入寄存器,网关转换后传输至汇川PLC的M区;将汇川PLC的I区数据(极片检测结果、设备故障信号、运行状态)映射至网关输出寄存器,转换后传输至罗克韦尔PLC的Q区,映射数据长度根据实际控制需求设置,确保数据传输精准无丢失,重点优化工艺参数的映射精度。
4.参数保存与重启:完成所有配置后,点击保存并重启网关,等待网关重启完成,确认协议指示灯、通讯指示灯正常闪烁,配置生效,同时记录配置参数,便于后期维护调试。

6.3 PLC端程序调试
1.罗克韦尔PLC端:打开RSLogix 5000软件,创建新项目并选择对应控制器型号,添加EtherNet/IP从站设备,搜索并连接塔讯网关,导入网关EDS文件,配置通讯数据区,调用通讯指令,实现与网关的数据交互,测试工艺参数下发、启停指令执行功能,确保指令下发准确无误,同时配置数据采集标签,用于接收汇川PLC反馈的数据。
2.汇川PLC端:在汇川工程管理软件中,添加EtherCAT从站,扫描并连接网关设备,配置输入输出数据区,与网关映射参数保持一致,编写通讯程序,开启EtherCAT主站的自动重启从站功能,实现检测数据、故障信号的实时上传与涂布、辊压指令的接收执行,测试数据上传的实时性与准确性。
6.4数据采集与物联网平台对接
启用网关内置数据采集器功能,配置采集频率(设置为50ms/次),选择需要采集的核心数据(极片涂布厚度、辊压密度、分切尺寸、设备运行状态、故障代码、产品良率),通过以太网将采集数据上传至工业物联网平台,在平台中搭建监控界面,配置数据报表、异常报警与数据追溯功能,实现生产数据实时监控与异常信息远程推送,确保运维人员可及时掌握产线运行状态。
6.5全流程联调测试
启动产线,进行空载与带载联调,重点测试两套PLC系统的指令响应速度、数据传输准确性,排查协议转换延迟、数据丢包等问题,优化数据映射参数与通讯周期,确保涂布、辊压、分切设备协同运行,故障信号实时反馈,工业物联网平台数据更新及时,极片生产精度符合要求(涂布厚度偏差≤±1μm),联调合格后正式投入生产运行,同时进行为期一周的试运行,记录运行数据,进一步优化参数。

七、应用效果与实施前后对比
7.1实施后核心应用效果
1.彻底打破协议壁垒,设备协同高效运行:通过塔讯TX161工业网关实现EtherNet/IP与EtherCAT总线协议无缝转换,两套PLC系统实现毫秒级数据交互,涂布、辊压、分切、检测工段无缝衔接,生产节拍完全同步,彻底消除人工干预环节,工业自动化水平大幅提升,适配锂电池极片生产的连续化需求。
2.数据全采集,工业物联网落地见效:依托网关的数据采集器与物联网网关功能,产线所有核心生产数据实时归集至工业物联网平台,实现生产过程可视化监控、数据全流程追溯,运维人员可远程查看设备状态、排查故障,数据追溯效率提升100%,为工艺参数优化提供了精准的数据支撑,助力工业物联网深度落地。
3.生产精度大幅提升,不良品率显著下降:产线协同运行后,涂布、辊压、分切工艺参数实时匹配,极片生产精度大幅提升,涂布厚度偏差控制在±1μm以内,辊压密度均匀性提升30%,产品不良品率从8.5%降至4.2%,原材料浪费减少45%,单班生产成本降低15%,显著提升产线盈利能力,贴合锂电池极片生产的高精度要求。
4.故障快速响应,运维效率提升:设备故障信号可跨系统实时传输,工业物联网平台同步推送报警信息,运维人员可快速定位故障点,结合网关的远程监控功能,平均故障处理时间从60分钟缩短至12分钟,产线停机时间减少78%,运维成本大幅降低,保障产线连续稳定运行。
7.2实施前后核心指标对比
| 核心指标 | 实施前 | 实施后 | 提升幅度 |
|---|---|---|---|
| 设备通讯状态 | 协议异构,数据无法互通,信息孤岛 | 双向协议转换,数据实时透明传输 | 通讯壁垒彻底消除 |
| 极片涂布厚度偏差 | ±3μm以内 | ±1μm以内 | 精度提升66.7% |
| 产品不良品率 | 8.5% | 4.2% | -50.6% |
| 平均故障处理时间 | 60分钟 | 12分钟 | -80% |
| 原材料浪费率 | 9.2% | 5.0% | -45.7% |
| 工业物联网适配 | 无数据采集,无法对接平台 | 全数据采集,平台实时监控、数据追溯 | 实现数字化、智能化监控 |
八、项目总结
本次锂电池极片生产线异构PLC互联项目,通过塔讯TX161-RE-ECS/EIS协议转换工业网关,成功解决了罗克韦尔EtherNet/IP主站与汇川EtherCAT主站之间的总线协议不兼容难题,是工业自动化产线异构系统集成的典型实践,尤其适配锂电池极片生产高精度、高稳定性的核心需求。项目充分发挥了工业网关、智能网关、物联网网关与数据采集器的多重功能,不仅打通了现场设备层的通讯壁垒,实现了涂布、辊压、分切、检测设备的高效协同运行,更搭建了完善的工业物联网数据链路,实现了生产数据全采集、全监控、全追溯,助力产线数字化升级。
从实施效果来看,该方案无需改造原有核心设备,改造周期短、投入成本低、运行稳定性高,有效解决了传统工业自动化产线异构系统信息孤岛、数据采集断层、设备协同不畅、生产精度不足的共性痛点,大幅提升了生产效率、产品良率与运维效率,降低了生产成本,为新能源行业锂电池极片等高精度工业自动化产线的数字化、智能化升级提供了可复制、可推广的参考方案,契合锂电池产业高质量发展的趋势。
未来,依托该协议转换架构与工业物联网平台,可进一步拓展产线工艺参数自动优化、设备预测性维护、智能调度等功能,持续深化工业自动化与工业物联网融合应用,推动锂电池极片生产向更高水平的智能制造升级,助力新能源企业提升核心竞争力。
(相关技术交流咨询售后请与王工留言)
审核编辑 黄宇
-
plc
+关注
关注
5055文章
14983浏览量
489817 -
Ethernet
+关注
关注
3文章
716浏览量
58364 -
ethercat
+关注
关注
20文章
1638浏览量
46442
发布评论请先 登录
EtherNet/IP转EtherCAT在生物疫苗车间的工业自动化应用

EtherNet/IP转EtherCAT协议转换 罗克韦尔与倍福PLC工业自动化应用

EtherNet/IP 转 EtherCAT 塔讯 TX161 助力工业自动化 仓储异构 PLC 通讯打通

Profinet转EtherNet/IP 西门子PLC与罗克韦尔伺服驱动器工业自动化解决方案



疆鸿智能ETHERNET IP转Modbus TCP打通汇川伺服,奶粉封罐绝配

焊接材料生产车间中基于疆鸿智能ETHERNET IP转ETHERCAT网关的PLC互联方案
疆鸿智能 EtherNet/IP转ETHERCAT网关:打通罗克韦尔与汇川伺服的石材产线

疆鸿智能ETHERNET IP转ETHERCAT网关实现罗克韦尔PLC与EtherCAT传感器无缝融合
EtherNet/IP转EtherNet/IP协议转换网关实现罗克韦尔PLC与汇川PLC通讯的配置案例
EtherNet/IP转EtherCAT网关,让罗克韦尔PLC直接操控机械臂

如何实现罗克韦尔PLC与和利时伺服电机通讯-EtherCAT转EtherNet/IP



评论