 Profinet转EtherNet/IP 西门子PLC与罗克韦尔伺服驱动器工业自动化解决方案
Profinet转EtherNet/IP 西门子PLC与罗克韦尔伺服驱动器工业自动化解决方案

一、案例背景
包装生产中,裁切精度、热封质量与包装速度直接决定产品竞争力,随着工业自动化与工业物联网发展,包装行业亟需精准、智能的控制系统破解传统痛点。某大型日用品企业引入西门子PLC作为ProfiNet主站,承担切刀、送膜伺服电机的控制任务;配备罗克韦尔AB Kinetix 5700伺服驱动器,驱动执行机构完成裁切、热封动作。
因西门子PLC采用ProfiNet总线协议,罗克韦尔伺服驱动器支持EtherNet/IP协议,异构总线协议无法直接通讯,形成通讯孤岛,制约工业自动化闭环控制与工业物联网数据整合。为此,企业选用TX181-RE-RE-PNS/EIM协议转换网关(兼具工业网关、物联网网关与数据采集器功能),实现两种协议双向转换,搭建完整工业自动化系统。
项目现场为包装车间,存在电磁干扰、轻微粉尘及温度波动,需24小时连续运行。通过网关的协议转换与数据采集功能,实现多轴伺服同步控制,最终达成切刀定位精度<±0.2mm、包装速度达120包/分钟的目标,推动生产线智能化升级。

二、协议转换网关功能简介
本次选用的TX181-RE-RE-PNS/EIM协议转换网关,是适配工业自动化与工业物联网场景的智能网关,核心功能如下:
1.总线协议双向转换:实现ProfiNet与EtherNet/IP双向透明转换,适配西门子PLC与罗克韦尔伺服驱动器通讯需求,完成指令与数据交互,打破通讯孤岛,为工业自动化闭环控制奠定基础,是协议转换技术的典型应用。
2.高效数据采集传输:具备专业数据采集器能力,10ms采集周期、数据转换延迟≤20μs,实时采集伺服驱动器运行参数与包装机状态数据,传输至PLC,为工业物联网数据采集分析提供支撑。
3.工业级稳定运行:-40℃~70℃宽温域、15KV ESD静电防护、3KV端口隔离,IP20防护等级,可抵御车间环境干扰,支持24小时连续运行,降低停机风险,契合工业网关工业级标准。
4.灵活兼容配置:可视化软件配置,适配西门子、罗克韦尔全系列设备,支持多设备接入,为工业物联网系统升级预留空间,彰显智能网关优势。
5.数据缓存与报警:通讯中断时自动缓存数据,恢复后上传;检测到异常时及时报警,保障系统稳定运行。
6.数据映射与整合:自定义数据映射,实现伺服驱动器、传感器数据与PLC寄存器精准对应,整合多设备数据,助力工业物联网平台构建。

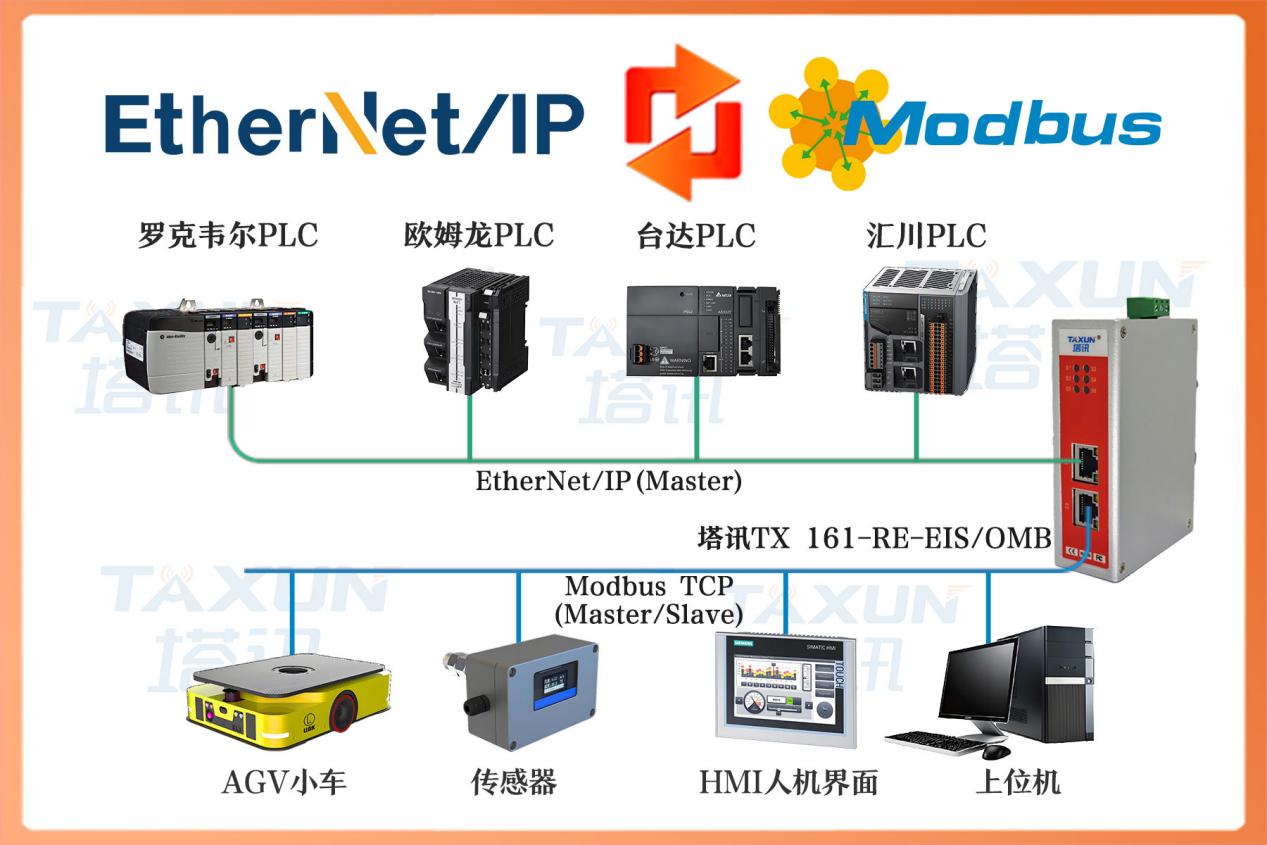
三、系统结构拓扑图

四、解决方案
针对总线协议不兼容、通讯孤岛等核心问题,结合车间环境与生产需求,以TX181网关为核心,融入相关关键词,制定如下工业自动化通讯解决方案:
1.整体架构设计:采用“控制层-通讯层-执行层-检测层”四层架构,构建工业自动化与工业物联网融合系统,四层协同联动,保障系统稳定。
2.协议转换方案:TX181工业网关实现ProfiNet与EtherNet/IP双向转换,网关两侧分别设为从站对接PLC与伺服驱动器,实现数据无缝交互,打破通讯孤岛,破解总线协议不兼容难题。
3.数据采集与传输方案:依托网关数据采集器功能,10ms周期采集伺服驱动器与传感器数据,采用工业级屏蔽线缆传输,启用缓存功能,保障工业物联网数据连续性。
4.闭环控制方案:构建“PLC-网关-伺服系统-检测设备”闭环,PLC结合采集数据自动调节参数,确保切刀定位精度<±0.2mm、包装速度达120包/分钟,异常时停机报警。
5.环境适配方案:PLC与TX181物联网网关安装于密封控制柜并配散热装置,伺服驱动器采用防尘外壳,线缆选用防干扰屏蔽款桥架敷设,抵御环境干扰。
6.工业物联网适配方案:依托网关物联网功能,将数据上传至工业物联网平台,实现数据集中监控、分析与追溯,助力工艺优化与智能化生产。

五、实施配置过程
项目按“前期准备-硬件安装与接线-参数配置-软件调试-联调测试-试运行-正式投用”规范实施,步骤如下:
1.前期准备:现场勘察确定设备安装与线缆路径,准备辅助设备并检测;安装调试相关软件,完成初始化。
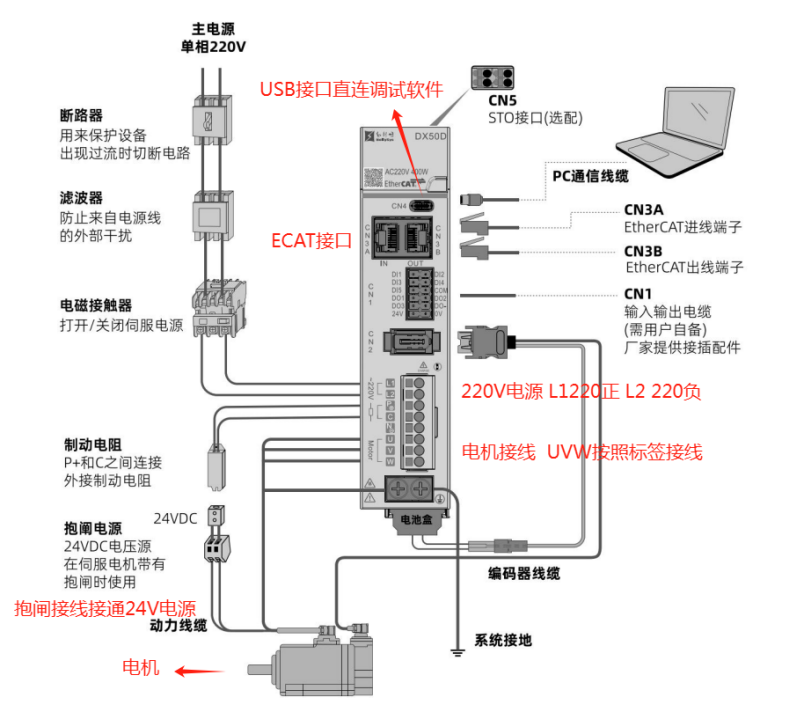
2.硬件安装与接线:按拓扑图安装各设备,采用工业级屏蔽线缆连接,检查牢固性并做好标识,桥架敷设符合车间要求。
3.网关参数配置:通过配套软件配置IP(与PLC、伺服驱动器同网段)、协议转换与数据映射参数,设置10ms采集周期,启用缓存与报警功能,重启生效。
4.伺服驱动器参数配置:调试软件配置电机、运行及通讯参数,设为EtherNet/IP从站匹配网关,单独调试确保响应正常。
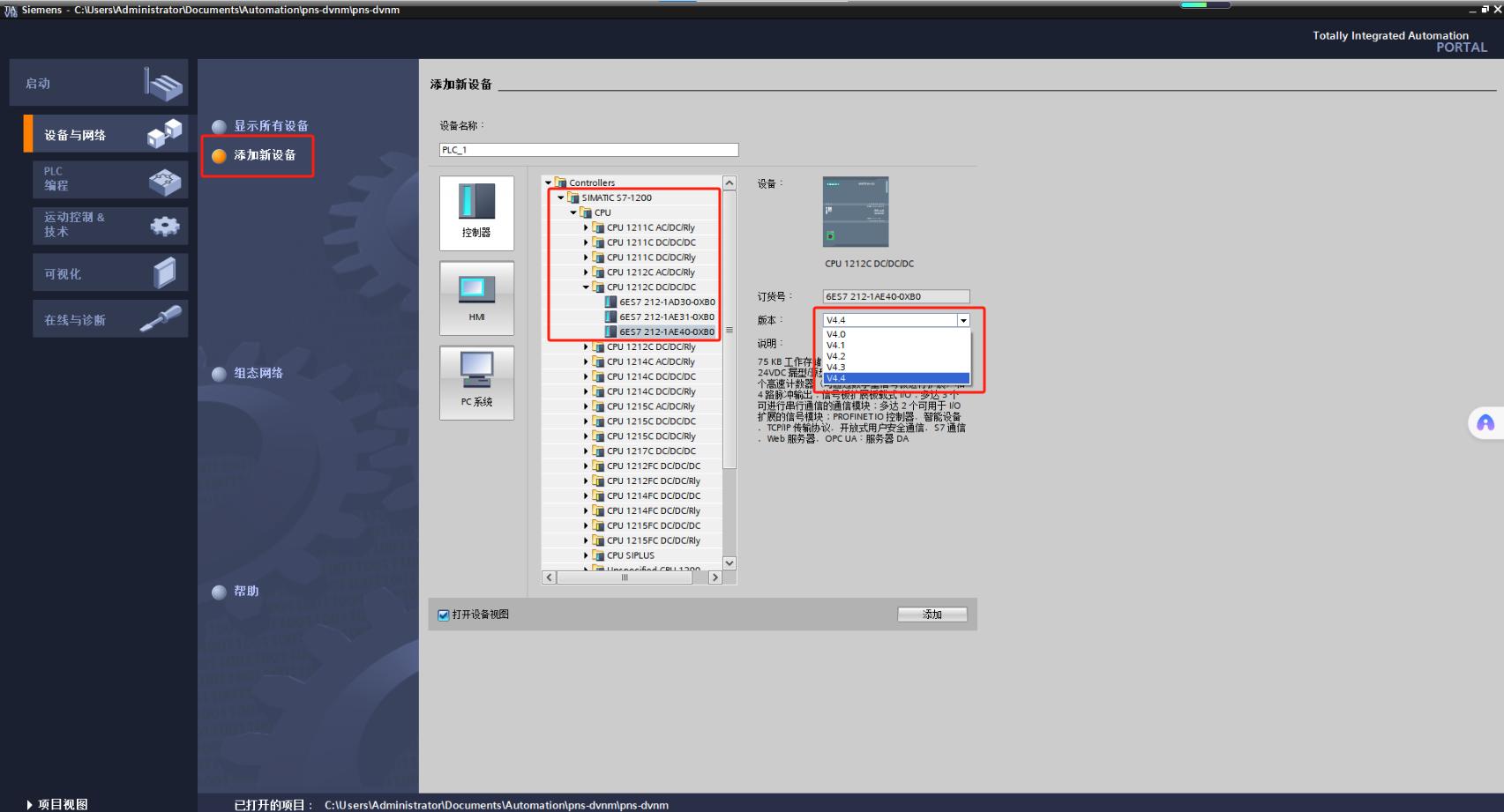
5. PLC参数配置与程序编写:在TIA Portal软件添加设备、配置参数,编写控制与报警程序,下载调试至正常运行,确保工业自动化闭环控制达标。
6.联调测试:启动所有设备,验证通讯与数据传输正常;模拟生产测试,确认控制精度、速度及报警功能达标。
7.试运行与正式投用:7天24小时值守试运行,优化参数;达标后正式投用,培训操作人员与维护人员,保障系统长期稳定运行。

六、项目痛点、应用效果及实施前后对比
6.1项目痛点
实施前,生产线存在诸多痛点,制约生产与工业物联网转型:
1.总线协议不兼容,形成通讯孤岛,无法实现工业自动化闭环控制,阻碍工业物联网数据整合。
2.切刀定位精度偏差≥±1mm,包装裁切不整齐,不合格品率偏高,批次差异大。
3.包装速度仅60-80包/分钟,生产效率不足,无法适配规模化生产。
4.需6名操作人员24小时轮岗,人工成本高、劳动强度大,易出现疏漏。
5.无数据记录,无法追溯,工业物联网系统无法运行,工艺优化困难。
6.设备故障频发,每天停机≥2小时,影响生产连续性。
6.2应用效果
通过塔讯TX181网关应用,成功解决痛点,融入核心关键词,成效显著:
1.打破通讯孤岛,实现PLC与伺服系统无缝交互,构建工业自动化闭环,推动工业自动化与工业物联网深度融合。
2.切刀定位精度控制在±0.2mm以内,产品合格率提升至99.8%以上,品质稳定。
3.包装速度提升至120包/分钟,生产效率提升50%以上,适配规模化生产。
4.操作人员缩减至1名巡检人员,人工成本降低83.3%,劳动强度大幅减轻。
5.依托网关数据采集器与物联网网关功能,实现全流程数据追溯,助力工艺优化与智能化生产。
6.产线每天停机≤0.4小时,减少80%停机时间,保障生产连续。
7.网关兼容性强,为工业物联网升级与设备扩展预留空间,提升企业核心竞争力。

6.3实施前后效果对比
核心指标对比如下表所示:
| 对比指标 | 实施前 | 实施后 | 提升/改善效果 |
| 切刀定位精度 | ≥±1mm | ≤±0.2mm | 精度提升80%,包装裁切更整齐 |
| 包装速度 | 60-80包/分钟 | 120包/分钟 | 速度提升50%以上,适配规模化生产 |
| 生产效率 | 约8.6-11.5万包/天 | 约17.3万包/天 | 效率提升50%以上,产能大幅增加 |
| 操作人员数量 | 6名操作人员24小时轮岗 | 1名维护人员负责巡检 | 人工成本降低83.3% |
| 产线停机时间 | ≥2小时/天 | ≤0.4小时/天 | 停机时间减少80%,保障生产连续性 |
| 产品合格率 | 90%以下 | 99.8%以上 | 合格率提升9.8%,减少不合格品浪费 |
| 数据追溯能力 | 无数据记录,无法追溯 | 完整记录包装生产数据,可精准追溯 | 实现全流程数据追溯,助力工艺优化 |
| 设备协同性 | 设备脱节,协同性差 | 控制、通讯、执行协同联动 | 实现工业自动化闭环控制,多轴伺服同步运行 |
| 总线协议兼容性 | ProfiNet与EtherNet/IP无法通讯 | 协议双向转换,无缝通讯 | 打破通讯孤岛,实现数据互通 |
七、案例总结
本次案例以TX181-RE-RE-PNS/EIM协议转换网关为核心,解决西门子PLC与罗克韦尔AB Kinetix 5700伺服系统总线协议不兼容问题,充分发挥其工业网关、物联网网关、数据采集器作用,实现ProfiNet与EtherNet/IP双向转换,搭建完整工业自动化闭环系统,融入核心关键词,彻底解决通讯孤岛等痛点。
项目实施后,切刀定位精度、包装速度等核心指标大幅优化,人工成本与停机时间显著降低,实现数据追溯与设备协同,推动企业从手动生产转型为数据驱动的智能化生产。塔讯网关为工业物联网升级预留空间,彰显协议转换技术与工业网关的核心支撑作用。
本次案例为包装行业及其他离散制造领域解决异构协议兼容问题提供了可复制经验。在工业4.0浪潮下,协议转换网关将助力工业自动化与工业物联网深度融合,推动制造业高质量发展。未来,企业将依托网关拓展工业物联网场景,持续提升智能化水平。
(相关技术交流咨询售后请与王工留言)
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14772浏览量
488370 -
Profinet
+关注
关注
9文章
2327浏览量
28330 -
Ethernet
+关注
关注
3文章
684浏览量
58226
发布评论请先 登录
60%改造成本直降!PROFINET转EtherNet/IP方案,让罗克韦尔与西门子同柜对话

轨交隧道设备协同:PROFINET转ETHERNET IP网关赋能变频器智能运行

跨协议联姻让PROFINET转EtherNet IP网关听懂罗克韦尔变频器

疆鸿智能 EtherNet/IP转ETHERCAT网关:打通罗克韦尔与汇川伺服的石材产线

Profinet从站转EtherNet IP主站协议网关应用于自动化生产线

自动化装配线西门子1200PLC通过EtherNet/IP主站转Profinet智能网关与多个伺服驱动器进行通讯

伺服伴侣,Profinet转DeviceNet网关通讯保障后连接伺服驱动器与西门子S7-1200PLC
EtherNet/IP转Modbus TCP:电机控制器产线罗克韦尔PLC与西门子S7-1200的转换
ProfiNet 转 Ethernet/IP西门子 S7-400 和罗克韦尔 PLC 在加氢精制环节的协同应用

如何实现罗克韦尔PLC与和利时伺服电机通讯-EtherCAT转EtherNet/IP
颠覆智造:profinet转ethernet ip网关×发那科×西门子的三国杀
EtherCAT主站转Profinet网关接IS620N伺服驱动器与西门子plc通讯案例

跨协议探秘:profinet转ethernet ip网关搞定川崎机器人与PLC通信




评论