 50ms 级实时数字孪生|汽车先进制造车间工艺流程
50ms 级实时数字孪生|汽车先进制造车间工艺流程

根据 2026 年工信部等四部门联合印发的《汽车行业数字化转型实施方案》,到 2027 年,数智技术在企业研、产、供、销、服环节深度集成应用,实现关键工序数控化率超 70%,产品研发周期及交付周期缩短 20%,全面提升行业智能制造成熟度与生产效率;到 2030 年,推动汽车产业整体迈入高阶数智化发展阶段。
近些年,图扑已成功落地多个汽车制造数字孪生项目,深度覆盖焊装、总装、涂装等车间场景。面对汽车产线设备密集、协议异构、海量点位、实时性要求严苛等行业典型挑战,我们凭借自研 HT 平台,融合三维建模、多源数据采集、边缘计算、高性能实时渲染技术,实现低时延数据采集,高性能数字孪生应用。在多机器人协同、高精度焊接、多源数据并发接入等复杂工程环境下,始终保持画面流畅、数据同步、动作精准,充分展现前端可视化技术与工业实时数据融合的硬能力。

围绕黑灯工厂“无人值守、全流程智能闭环、全天连续稳定运行”建设目标,本次数字孪生的汽车制造产线数字孪生管控体系,直击车间数据孤岛、运维响应滞后、生产流程不透明等行业痛点,完成车间空间、生产工序、设备状态、质量数据、告警事件一体化可视管控,真正实现虚实同频、所见即现场。大幅提升设备综合效率(OEE)与焊接良品率,削减非计划停机损耗,加速产线柔性换型升级,为车企筑牢数据驱动的智能制造底层基座。

车间布局
系统采用轻量化 HT Web 3D 建模技术,对汽车焊装车间物理空间进行高保真实景孪生还原,完整复现车间内部框架结构、总拼产线核心设备设施、工艺动线,涵盖辊床排布、工业机器人安装点位、物料存放区域、输送线走向、安全防护区域等全场景细节,实现车间布局的数字化、可视化呈现。

系统具备可交互、可缩放、可漫游特性,管理人员无需亲临生产现场,即可通过系统直观掌握车间整体布局与设备空间分布关系,精准定位设备位置、物料流转路径。为生产规划、流程优化、产能扩容提供直观、精准的空间参考,彻底打破传统车间布局“看不见、改不了、调不准”的信息壁垒,助力车间布局实现最优化配置。
生产流程
为实现生产过程的精准管控,图扑 HT 平台对总拼产线关键工序进行层级化、标准化拆解,涵盖侧围外板安装、外板点焊、顶盖定位安装、钎焊加固、表面打磨、焊接质量在线检测等全生产流程。通过工业以太网与 OPC UA 协议,系统实时对接现场 PLC、机器人控制器、视觉检测设备等终端,实现设备运行数据、工序执行数据的采集与传输,机器人轴臂、抓手、焊枪等可活动部件实现低延迟联动,生产动作与现场实际同步呈现。
侧围外板安装工艺
负责完成车身侧围外板的精准定位装配,奠定整车外形基准。数字孪生通过三维实时对位与姿态监控,有效减少装配偏差,提升安装一致性。

外板点焊工艺
通过电阻焊实现车身外板结构连接,保障整车强度与刚性。数字孪生可实现焊接参数全程可视化与质量追溯,让焊点状态更稳定可控。

顶盖安装工艺
完成顶盖吊装合装,形成完整车身主体框架。通过数字孪生前端可视化呈现,实现安装路径仿真展示与间隙面差数据实时监测呈现,降低装配磕碰与误差风险。

钎焊工艺
以连续焊接工艺提升焊缝密封性与外观平整度。依托数字孪生可视化平台,同步呈现焊接轨迹与温度变化数据,实时展示焊接状态,有效减少漏焊、虚焊等问题。

侧围外板点焊工艺
对侧围关键部位进行补强焊接,进一步强化车身结构刚度。数字孪生实时映射焊接状态,对异常点位及时预警,提升连接可靠性。

打磨工艺
该工序对焊缝及车身表面进行精细化修整,保障车身外观平顺美观。依托数字孪生可视化平台,实现打磨轨迹直观展示与精度数据实时比对,提升表面质量一致性。

焊接质量检测工艺
通过智能检测识别焊缝缺陷,严控整车焊接品质。数字孪生对缺陷信息进行三维可视化展示,直观呈现质量数据,实现焊接质量全过程可追溯。

管理人员可通过系统实时监控每一道工序的执行状态、作业参数、完成进度,精准把控生产节奏,及时发现工序衔接不畅、设备动作异常等流程瓶颈,提前干预调整,保障生产连续性,同时为工序优化、产能提升提供精准的数据支撑。
在自动化生产场景中,工业机械臂凭借高精度、高稳定性、高柔性的核心优势,成为总拼产线焊接、装配、搬运、检测等关键工序的核心执行设备——尤其在汽车焊装总拼车间,多关节机械臂可完成车身侧围、顶盖、地板等关键部件的精准点焊、钎焊作业,定位精度可达 ±0.01mm 毫米级,直接决定车身焊接质量与生产效率。
图扑软件利用自研 HT 产品数字孪生搭建的工业产线机械臂数字孪生环境,使机械臂的每个动作、每次维护和每次故障都能在虚拟空间中得到映射和分析。不仅提高了机械臂的运行效率,还通过预测性维护降低了意外停机的风险。
设备告警
设备告警与故障闭环管控是保障焊装产线连续运行、规避批量质量风险、降低非计划停机时长的关键环节。图扑 HT 系统针对焊装车间场景告警事件进行分类管控,覆盖以下告警场景:
设备本体故障告警:焊接机器人关节扭矩异常 / 卡滞、伺服电机过热、焊枪喷嘴堵塞、传送带驱动单元故障、定位夹具精度偏移等核心设备故障;
工艺节拍异常告警:单工位作业时长超出预设节拍阈值、工序间转序等待超时、产线停线时长超限等生产节奏异常;
工艺参数越限告警:焊接电流 / 电压偏离工艺窗口、焊接气压 / 液压波动超出 ±2% 阈值、传送带线速度波动超标等关键工艺参数异常。

系统针对触发告警的设备孪生体,采用红色高亮动态闪烁的方式在三维场景中进行全域定位,同时自动弹出 2D 告警面板,呈现设备编码、工位编号、告警代码、故障等级、实时状态、停机时长、告警触发时间等全维度信息。支持基于故障影响范围、停机风险等级进行告警分级管控。无论是部件故障、视觉检测系统异常,还是工艺参数小幅越限,均能及时触发分级预警,助力运维人员快速完成故障定位,提升处置响应速度。

生产数据
结合数据采集,系统可对车间总拼产线关键生产数据进行采集与可视化呈现,打破数据分散碎片化的痛点,让数据“说话”,为生产决策提供清晰、精准的数据支撑。
产线运营指标看板
实时展示设备综合效率(OEE)、生产节拍、良品率、设备利用率、产能完成率等核心数据,通过仪表盘、趋势图直观反映产线整体运行水平。

设备综合效率(OEE):综合设备、性能效率、合格品率三大维度,效率越高表明设备故障停机少、运行速度达标、产出合格产品占比高;
良品率:符合质量标准产品占总产出的比例,是衡量质量管控水平的关键指标,该指标偏低直接反映质量管控存在短板,需针对性优化工序参数或设备状态;
生产节拍:单件产品从投入到产出的平均时间,节拍越短,单位时间产能越高,直接反映产线生产效率。
质量汇总分析看板
通过 HT Drawing 丰富的图表组件,实时展示当前生产批次的车身焊接缺陷分布、缺陷检出率,自动排序输出 Top3 高风险缺陷工序与缺陷类型,锁定质量管控靶点,为焊接工艺优化、参数迭代、人员技能提升提供明确的数据支撑,助力车身焊接质量的持续改进。

SPC 统计过程控制看板
实时动态展示关键质量参数的变化趋势,如焊点拉剪力值、焊点直径、熔深、虚焊/漏焊率、焊点间距偏差、焊接飞溅缺陷率等。通过设定上下限阈值,实现质量异常提前预警,助力管理人员实现质量过程管控,规避批量质量问题发生。

告警信息看板
图扑 HT 平台对全时段产线告警事件进行全生命周期记录,按告警严重等级、触发时间、处置状态进行多维度排序展示,完整留存告警触发、处置、闭环的全流程数据,方便管理人员开展告警根因追溯、故障模式分析、设备预防性维护策略优化,从源头降低同类故障的复发率,提升设备全生命周期管理水平。

HT 平台具备开放的全链路集成能力,可通过标准接口与企业现有 IT/OT 系统实现无缝对接与数据深度融合,覆盖 OT 层的 PLC 控制系统、机器人控制器、智能传感器、视觉检测系统,以及 IT 层的 MES 制造执行系统、ERP 企业资源计划系统、WMS 仓储管理系统、QMS 质量管理系统、PLM 产品生命周期管理系统。
设备状态
设备的稳定运行是产线高效运转的基础,传统设备运维模式依赖人工巡检,存在巡检不全面、故障发现不及时、运维成本高、设备寿命短等痛点。HT 平台实现对设备状态的多维度可视化监控,管理人员点击系统中的任意设备,即可快速查看其运行数据,实现设备状态“一目了然”,无需逐一现场巡检。


运行状态:实时展示设备当前“运行/待机/停机/故障”的工作模式,快速掌握设备利用情况;
定位精度偏差:机器人实际作业位置与标准位置的偏差值,直接反映机器人作业精度,偏差超出阈值时及时预警,避免影响产品质量;
电机核心温度:驱动电机内部实时温度,直观体现电机健康状态与负荷情况,温度异常时预警,避免电机烧毁,延长电机使用寿命;
EOAT 作业状态:机器人末端执行器(抓手、焊枪等)“闭合/张开/卡滞”状态,及时发现执行器故障,避免影响工序执行;
实时稼动率:设备实际运行时间占计划运行时间的比例,反映设备利用效率,为设备运维、生产计划优化提供支撑;
安全回路状态:安全防护系统“闭合/断开”状态,保障设备运行安全与操作人员人身安全,避免安全事故发生。
2D 产线视图
结合不同管理场景的需求,图扑 HT 除提供 3D 视图外,还可提供低代码 SCADA/HMI/MMI 产线组态模式,以简洁清晰的矢量图形式,还原总拼产线机器人、辊床、输送线、物料区等设备的位置布局与连接关系,去除冗余细节,聚焦管控要点。

2D 组态图通过实时对接车架实时点位数据与机器人运行状态数据,动态标注设备运行状态、生产进度、告警信息,管理人员可快速掌握产线全局运行情况,无需切换三维场景即可完成基础管控操作,有效提升管理效率,适配快速巡检、全局调度等轻量化管理需求。
超低时延采集关键技术点
采集
采集环节是实现低时延可视化的基础,核心围绕协议支持、物理接口、工作模式及采集周期关键点优化,确保数据采集高效、快速。
■协议批量采集支持:为实现设备测点数据的低时延采集,需优先选用支持批量读取功能的通信协议,通过批量获取测点数据,替代逐点读取的方式,有效缩短采集总耗时,保障采集效率符合项目需求。
■物理接口:数据采集器或采集网关与被采集设备的物理接口,以串口和网口最为常见。由于串口速率有限,在数据传输速度和并发处理能力上远不及网口。因此,对于具备网口的被采集设备,优先选用网口作为采集物理接口,进一步降低采集时延。
■轮询和订阅:采集协议最常用的工作模式为轮询,即按设定周期持续读取所有测点,即便大部分测点无数据变化。这种模式存在明显弊端:
重复读取无变化测点,浪费时间;
全量数据传输,数据量大且时延增加。而 OPC UA 等部分协议支持订阅模式,被采集设备仅在数据变化时主动推送变化测点,无需持续轮询,对于测点多、数据量大的场景,可显著优化时延。
■采集周期:在轮询模式下,需定期读取数据,采集周期需大于等于单次轮询所需时间,确保数据采集的完整性和及时性,避免因周期设置不合理导致的时延异常。
传输
采集到的数据需高效传输至显示端,传输环节的协议选型、性能指标及优化方式,直接影响可视化系统的实时性。

■传输协议:为保障数据实时性、降低带宽与资源消耗,同时提升网络适应性,优先选用 MQTT 传输协议。对于基于 Web 的孪生解决方案,需通过推送保证数据实时性,因此 WebSocket、SSE、MQTT in WebSocket 也是首要考虑的协议。
■传输性能指标:协议落地的软件或设备性能,直接决定传输时延与质量。以 MQTT 协议为例,不同厂家提供的 MQTT broker 软件,在 MQTT v5.0 支持性、单节点最大连接数、消息吞吐量(条/秒)、集群能力、资源占用等指标上差异显著。实际选型时,需结合项目测点数量、采集周期、硬件性能等因素综合评估,确定最优落地方案。
■传输优化:与采集阶段类似,实际项目中大部分测点数据变化频率较低,全量数据传输会大量占用带宽、消耗资源。采用推送变化数据的方式,可大幅减少数据传输量,实现更快的传输速度和更低的资源消耗,进一步降低传输时延。
图扑 45ms 时延的汽车制造三维场景

技术方案
汽车产线控制器(被采集设备):西门子 PLC 1500 系列
采集协议:西门子厂家协议 S7,批量模式
测点数量:约 500个/PLC
数据采集器:图扑软件低代码平台数据采集器
传输方案:MQTT + WebSocket
性能指标
采集周期:25ms
传输时延:20ms
最大时延:采集周期+传输时延=45ms
已支持采集协议
本案例通过采集器获取设备实时数据并执行控制命令。系统可接入工业产线的各类设备,支持多种接入协议:

国产化信创
图扑 HT for Web 引擎目前已构建覆盖“芯片-操作系统-数据库”的全栈国产化适配体系,成功斩获鲲鹏、飞腾、兆芯、海光等主流国产芯片厂商,以及麒麟操作系统、达梦数据库等基础软件厂商的多项适配认证。

汽车先进制造车间可视化系统作为自动化智能工厂的核心管控工具,深度融合前沿技术与生产实际需求,实现车间布局、生产过程、告警信息、生产数据、设备状态的全维度可视化,有效破解传统生产管理的痛点难点。
该系统为总拼产线高效、精准稳定运行提供全流程支撑,助力企业加速自动化智能工厂建设,夯实黑灯工厂落地基础,持续推动制造业向高端化、智能化、绿色化高质量转型升级。


多年来,图扑软件深耕工业互联网全域建设,依托自研数字孪生与轻量化三维可视化技术,贯通汽车智造、产线管控、工艺流程仿真等多元工业场景,构建全链路智慧可视化体系。
审核编辑 黄宇
-
三维可视化
+关注
关注
0文章
307浏览量
10028 -
汽车制造
+关注
关注
0文章
317浏览量
17268 -
数字孪生
+关注
关注
4文章
1693浏览量
14051
发布评论请先 登录
光伏四可数字孪生:全景可视与实时数据展示方案

激光焊接机在焊接冷凝管的工艺流程

激光焊接机在焊接罐体的工艺流程

激光焊接机在焊接锯片的工艺流程

激光焊接机在焊接高低压断路器的工艺流程

激光焊接机在焊接电感线圈的工艺流程

激光焊接机在焊接压力腔组件的工艺流程

激光焊接机在焊接电加热管的工艺流程

三防漆涂覆工艺流程全解析

博世如何简化智能制造工艺流程
设备仿真合集 | 工业制造数字孪生协同管控
晶圆蚀刻扩散工艺流程

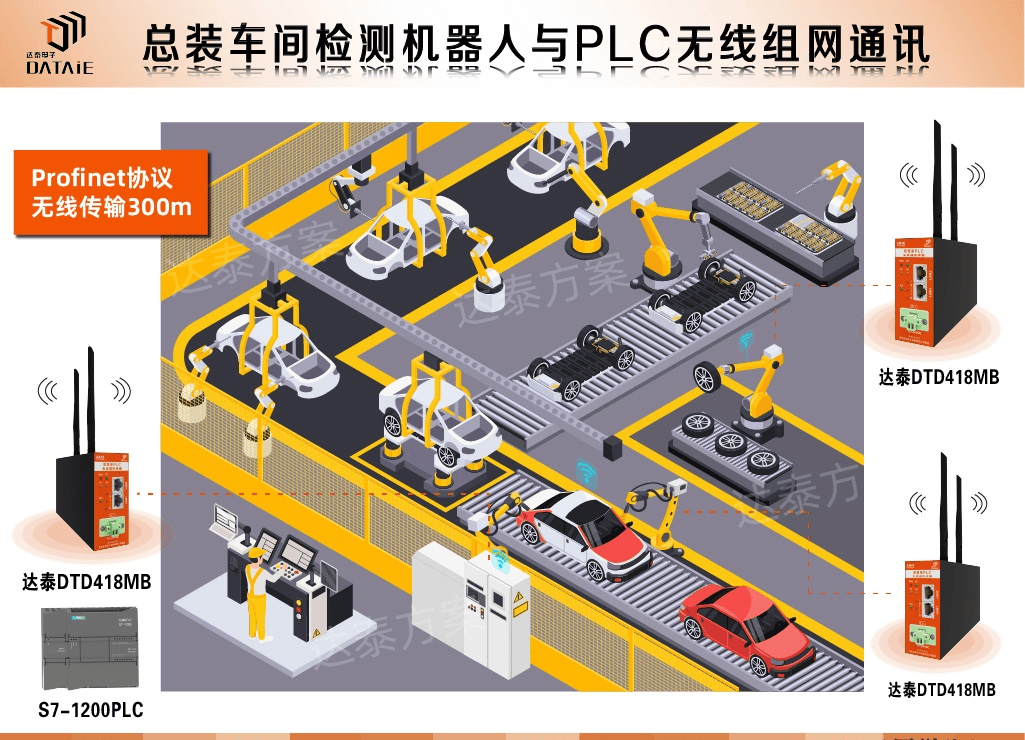
汽车制造车间检测机器人与PLC无线以太网实时控制方案
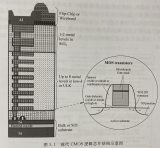
CMOS超大规模集成电路制造工艺流程的基础知识



评论