 蓝宝石观察窗从晶体到密封的全链条质量管控,95%的失效本可避免
蓝宝石观察窗从晶体到密封的全链条质量管控,95%的失效本可避免

在电子制造和半导体行业,蓝宝石观察窗是MOCVD腔体、真空镀膜设备、高功率激光器中的关键光学元件。它要承受超过450℃的高温、超高真空环境,同时还要保持稳定的光学透过率。
然而,工程实践中一个反复验证的事实是:蓝宝石观察窗的致命失效,95%以上并非材料本身的问题,而是加工过程中的亚表面损伤和密封环节的隐患。更棘手的是,这些隐患常在常规出厂检测中“隐身”,直到设备运行数十小时后才突然爆发。
本文从电子行业工程师的视角,解析蓝宝石观察窗从晶体生长到密封集成的全链条质量管控要点。
一、亚表面损伤:光学检测合格的窗口为何突然崩边?
先看一个真实案例。某型万瓦级光纤激光器的蓝宝石窗口镜,出厂检测一切正常:面形精度PV≤λ/10@1064nm,透过率达标,表面光洁度优于10/5。但装机运行不到50小时,微裂纹开始扩散,最终崩边。
FIB-SEM(聚焦离子束-扫描电子显微镜)断层分析揭示了真相:在抛光表面以下几微米深处,残留着一层塑性变形层,内部密布位错网络和微裂纹。这就是亚表面损伤(Subsurface Damage,SSD)。
SSD的形成机制:
- 机械残留:金刚石砂轮研磨时,蓝宝石表面会形成约3-5μm的塑性变形层,内含小于100nm的微裂纹。
- 热化学效应:抛光液在局部高温下与Al₂O₃反应生成非晶层,显著降低抗激光损伤阈值。
常规白光干涉仪检测的是表面形貌,对亚表面“盲视”。激光干涉仪看面形,看的是宏观轮廓。SSD恰好藏在两者都够不到的区域——这就是为什么出厂检测合格,装机后却出问题。
电子行业工程师应关注的管控要点:
采购蓝宝石窗口时,单纯看出厂光学检测报告是不够的。应确认供应商:
- 是否采用递进粒度研磨策略——粗磨到精磨逐级减小磨料粒度,且每级去除量必须大于上一级引入的损伤深度;
- 是否定期对加工批次进行FIB-SEM破坏性抽检,验证亚表面是否真的“干净”。
二、密封方案:三种选择,漏率差三个数量级
电子行业工程师在选型时容易陷入一个误区:只关注窗口本身的光学指标,忽略了密封方案对系统可靠性的影响。
蓝宝石窗口需要与金属法兰连接。两者的热膨胀系数差一个数量级——蓝宝石约5-7×10⁻⁶/K,不锈钢法兰约17×10⁻⁶/K。温度变化时,密封界面承受的应力会导致微漏。
三种主流密封方案的技术数据对比:
| 密封方式 | 氦漏率 | 耐温上限 | 有机物释气 | 适用场景 |
|---|---|---|---|---|
| O型橡胶圈 | ≈10⁻⁸ Pa·m³/s | ≤250℃ | 有 | 常规真空腔体 |
| 胶水粘接 | 10⁻⁷至10⁻⁵ Pa·m³/s | ≤150℃ | 严重 | 低要求静态密封 |
| 活性钎焊 | <1×10⁻¹¹ Pa·m³/s | ≥800℃ | 零 | MOCVD/超高真空 |
为什么半导体设备必须选钎焊?
O型橡胶圈在高温下会释放有机气体。以MOCVD为例,腔体内正在进行晶圆外延生长,橡胶释气中的碳氢化合物会直接掺入薄膜,导致产品报废。同时橡胶在长期热循环下会发生蠕变,漏率随时间恶化。
胶水粘接更差——漏率本身就比O型圈高一到两个数量级,有机物释气更严重。
活性钎焊采用银-铜-钛系焊料,在真空或惰性气氛下将蓝宝石与金属法兰一次性冶金结合。焊料与蓝宝石形成化学键合,热循环下零蠕变,零有机物释气,耐温800℃以上。每支窗口焊后用氦质谱检漏仪逐只检测,漏率控制在<1×10⁻¹¹ Pa·m³/s。
选型建议:如果是半导体设备、超高真空系统或高温腔体,密封方案没有灰色地带——活性钎焊是唯一解。
 蓝宝石观察窗
蓝宝石观察窗三、国标是怎么规定的?GB/T 40381-2021核心指标
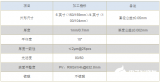
国家标准GB/T 40381-2021对光学级蓝宝石窗口给出了明确的技术要求。以下是与电子行业应用关系最密切的几个硬指标:
- 位错密度≤10³ cm⁻²:管晶体“先天体质”,过高意味着内应力集中,加工和热循环中易开裂。
- 双晶半峰宽≤18 arcsec:表征结晶完整性,数值越小光学均匀性越好。
- 晶向偏差≤1°:窗口需沿C轴(0001面)切割,这是承压和镀膜的基准方向。
- 光谱透过率(300-4000nm)平均≥83%:覆盖紫外到中红外,匹配半导体设备光学监测需求。
- 透射波前畸变PV≤λ/4(λ=632.8nm):综合反映窗口的光学均匀性和面形精度。
需要强调的是:国标给出的是出厂“及格线”。如上文所述,出厂合格不等于装机后不出问题。电子行业用户在选型时,还应关注供应商是否有能力对加工过程做全链条管控。
四、方形窗口特别提醒:边角容易“被遗忘”
如果应用中使用的是方形蓝宝石窗口,有一个工艺细节值得注意。
在双面抛光机上,圆形窗口可以随游星轮自适应旋转,前后表面受力均匀。但方形窗口不能自由旋转,四个角和边缘成为“物理死角”——抛光垫在这些区域接触不均匀,容易出现厚度偏差和抛光不足。
这个问题的解决不需要昂贵的新设备,而在于工艺纪律:在不同研磨阶段之间增加翻转操作(上下交换、内外交换),增加旋转次数,通过工序上的“勤快”把边缘厚度偏差压到最小。
如果方形窗口装机后在边角位置出现崩边,首要怀疑对象是边角加工缺陷,其次才是亚表面损伤。
五、过程管控:为什么不能只靠出厂检测?
回顾全文,一个底层逻辑是清晰的:蓝宝石窗口的致命缺陷——SSD和密封泄漏——都有同一个特征,它们不在常规出厂检测中暴露,而在服役后的热循环或压力循环中逐步恶化。
因此,窗口制造商需要建立的是从晶锭到成品的全过程追溯体系,而不是某一道工序的检验环节:
- 晶锭出炉即赋予唯一编号,贯穿切割、研磨、抛光、镀膜、检测、密封全过程。
- 每道工序的操作参数、设备编号、检测数据和异常记录均与该编号绑定。
- 关键工序优先实现在线监控:抛光过程在线干涉测量(防过抛塌边)、研磨去除量在线计量、退火炉温场均匀性实时监控。
对于电子行业用户,建议在供应商审核时关注以下几点:
- 问SSD管控:是否用递进粒度研磨?是否做FIB-SEM抽检?
- 问密封方案:是否用活性钎焊?是否每支都做氦质谱检漏?
- 问追溯能力:如果窗口出问题,能否回溯到具体晶锭批次和加工设备?
结语
蓝宝石观察窗在电子制造和半导体设备中扮演着“不可更换的透明屏障”角色。它的质量,不是在最后一个检测台决定的,而是在晶体生长的温度场里、在研磨机每一级磨料的粒度选择中、在钎焊炉的升降温曲线上一道道工序累积出来的。
当一块窗口最终嵌入MOCVD腔体或高功率激光光路,它承载的不只是光,还有制造链条上每一环的严谨与诚实。对电子行业工程师来说,理解这条链条,是选型的第一步,也是避免系统风险的关键一步。
 蓝宝石观察窗
蓝宝石观察窗 -
晶体
+关注
关注
2文章
1449浏览量
37716 -
光学检测
+关注
关注
2文章
84浏览量
20416 -
蓝宝石
+关注
关注
1文章
20浏览量
9091
发布评论请先 登录
图形蓝宝石衬底GaN基发光二极管的研制
LED 衬底蓝宝石用高纯氧化铝工艺情报交流—3
LED蓝宝石
从室温到1800℃全程测温的蓝宝石单晶光纤温度传感器
LED蓝宝石基板与芯片背部减薄制程
天通股份发布业界领先的90公斤级C轴蓝宝石晶体
市场强劲需求打开蓝宝石成长空间
蓝宝石陶瓷电路板在MEMS器件发挥的作用
蓝宝石陶瓷电路板在MEMS器件发挥的作用

蓝宝石陶瓷基板在MEMS器件中发挥的作用
蓝宝石长晶炉PLC数据采集系统解决方案
金刚石线锯切割技术对蓝宝石晶体切面表面形貌优化研究

半导体设备里的“透明硬汉”:钎焊蓝宝石观察窗技术方案全解析




评论