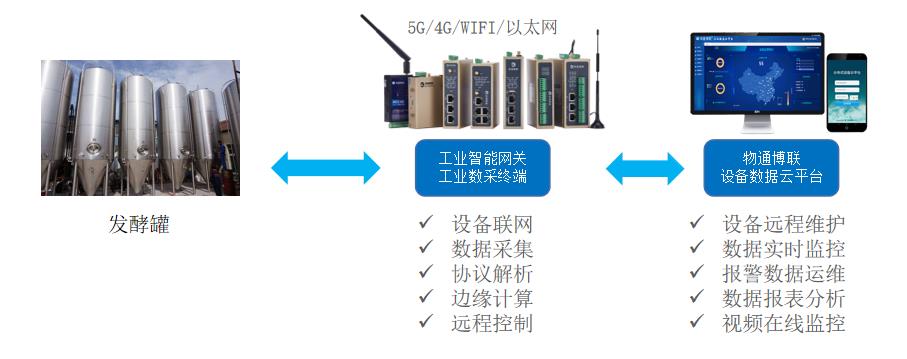
 EtherNet/IP转ProfiNet 智能网关助力啤酒发酵罐群搭建工业物联网
EtherNet/IP转ProfiNet 智能网关助力啤酒发酵罐群搭建工业物联网

一、案例背景
啤酒酿造中,发酵环节的参数精准控制直接决定产品品质与一致性。随着工业自动化与工业物联网技术普及,某中型啤酒企业引入西门子S7-1500 PLC作为发酵罐群控核心,负责搅拌转速、冷却泵流量管控;配备多台施耐德ATV340变频器驱动执行机构,适配不同发酵阶段需求。
由于西门子S7-1500 PLC采用ProfiNet总线协议,施耐德ATV340变频器支持EtherNet/IP总线协议,异构总线协议无法直接通讯,形成通讯孤岛,制约工业自动化闭环控制与工业物联网数据整合。为此,企业选用TX181-RE-RE-PNS/EIM协议转换网关(兼具工业网关、物联网网关与数据采集器功能),实现两种协议双向转换,搭建完整工业自动化系统。
项目现场为啤酒发酵车间,存在温度波动、水汽及电磁干扰,且需24小时连续运行。通过网关的协议转换与数据采集功能,结合传感器实现发酵参数自动调节,确保发酵温度波动<±0.5℃,糖化效率提升15%,推动发酵环节精细化、智能化升级。

二、协议转换网关功能简介
本次选用的TX181-RE-RE-PNS/EIM协议转换网关,是适配工业自动化与工业物联网场景的智能网关,核心功能如下:
1.总线协议双向转换:实现ProfiNet与EtherNet/IP双向透明转换,适配西门子PLC与施耐德变频器通讯需求,完成控制指令与运行数据交互,打破通讯孤岛,为工业自动化闭环控制奠定基础,是协议转换技术的典型应用。
2.高效数据采集传输:具备专业数据采集器能力,10ms采集周期、数据转换延迟≤20μs,实时采集变频器运行参数与发酵罐温度、pH值等参数,传输至PLC,为工业物联网数据采集分析提供支撑。
3.工业级稳定运行:-40℃~70℃宽温域、15KV ESD静电防护、3KV端口隔离,IP20防护等级,可抵御车间环境干扰,支持24小时连续运行,降低停机风险,契合工业网关工业级标准。
4.灵活兼容配置:可视化软件配置,适配西门子、施耐德全系列设备,支持多设备接入,为工业物联网系统升级预留空间,彰显智能网关优势。
5.数据缓存与报警:通讯中断时自动缓存数据,恢复后上传;检测到异常时及时报警,保障系统稳定运行。
6.数据映射与整合:自定义数据映射,实现变频器、传感器数据与PLC寄存器精准对应,整合多设备数据,助力工业物联网平台构建。

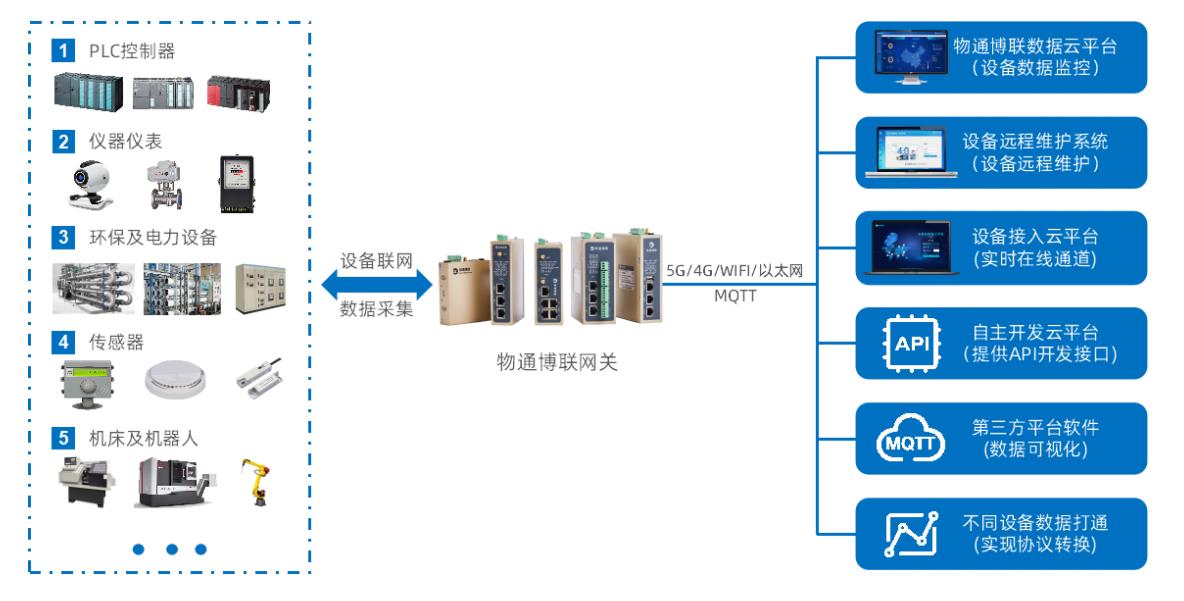
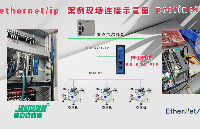
三、系统结构拓扑图

四、解决方案
针对总线协议不兼容、通讯孤岛等核心问题,结合车间环境与生产需求,以TX181网关为核心,融入相关关键词,制定如下工业自动化通讯解决方案:
1.整体架构设计:采用“控制层-通讯层-执行层-检测层”四层架构,构建工业自动化与工业物联网融合系统,四层协同联动,保障系统稳定。
2.协议转换方案:TX181工业网关实现ProfiNet与EtherNet/IP双向转换,网关两侧分别设为从站对接PLC与变频器,实现数据无缝交互,打破通讯孤岛。
3.数据采集与传输方案:依托网关数据采集器功能,10ms周期采集变频器与传感器数据,采用工业级屏蔽线缆传输,启用缓存功能,保障工业物联网数据连续性。
4.闭环控制方案:构建“PLC-网关-变频器-检测设备”闭环,PLC结合采集数据自动调节参数,确保发酵温度波动<±0.5℃、糖化效率提升15%,异常时停机报警。
5.环境适配方案:PLC与TX181物联网网关安装于密封控制柜并配散热装置,变频器采用防水汽外壳,线缆选用防腐蚀屏蔽款桥架敷设,抵御环境干扰。
6.工业物联网适配方案:依托网关物联网功能,将数据上传至工业物联网平台,实现数据集中监控、分析与追溯,助力工艺优化与智能化升级。

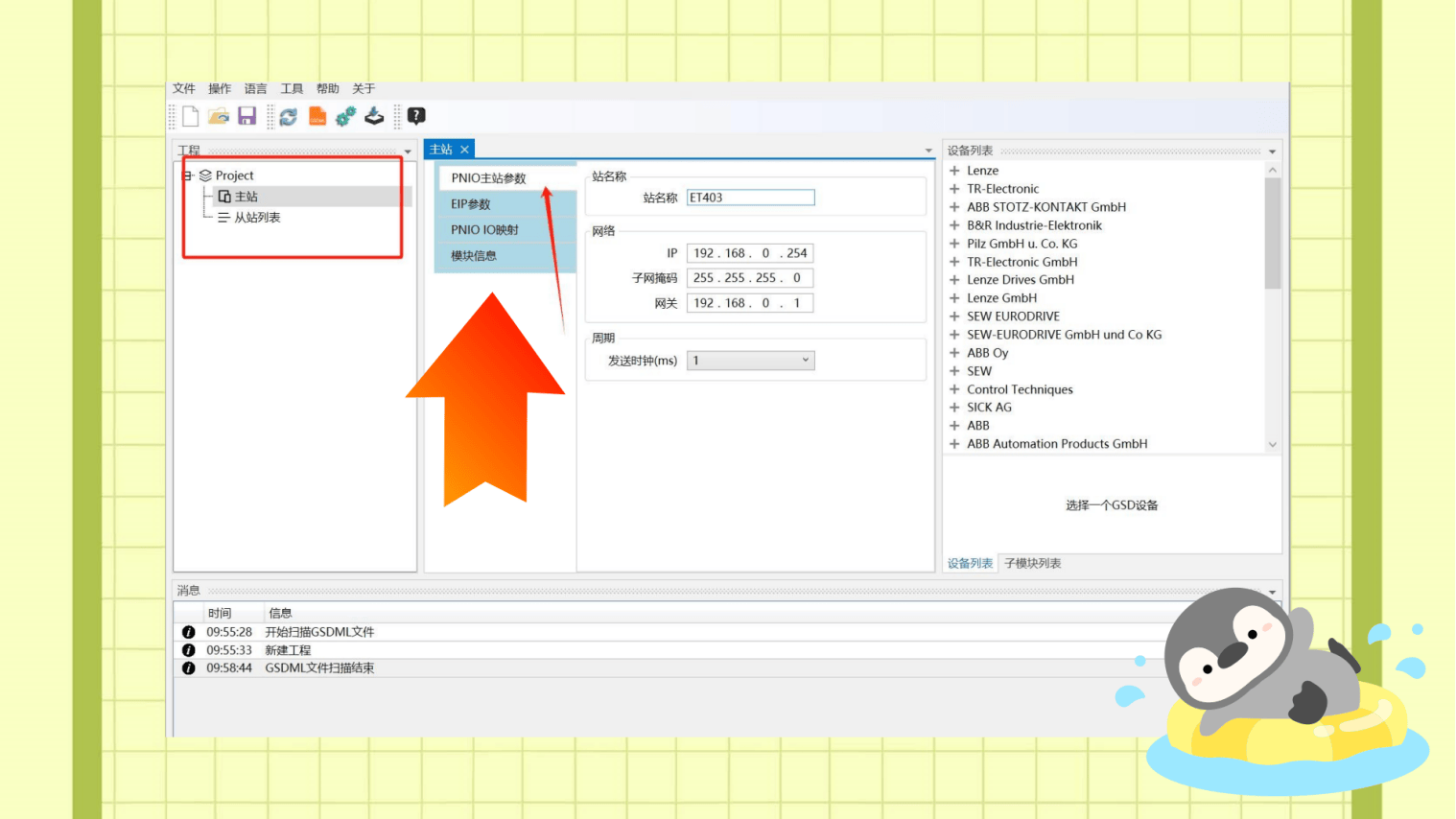
五、实施配置过程
项目按“前期准备-硬件安装与接线-参数配置-软件调试-联调测试-试运行-正式投用”规范实施,步骤如下:
1.前期准备:现场勘察确定设备安装与线缆路径,准备辅助设备并检测;安装调试相关软件,完成初始化。
2.硬件安装与接线:按拓扑图安装各设备,采用工业级屏蔽线缆连接,检查牢固性并做好标识,桥架敷设符合车间要求。
3.网关参数配置:通过配套软件配置IP(与PLC、变频器同网段)、协议转换与数据映射参数,设置10ms采集周期,启用缓存与报警功能,重启生效。
4.变频器参数配置:调试软件配置电机、运行及通讯参数,设为EtherNet/IP从站匹配网关,单独调试确保响应正常。
5. PLC参数配置与程序编写:在TIA Portal软件添加设备、配置参数,编写控制与报警程序,下载调试至正常运行。
6.联调测试:启动所有设备,验证通讯与数据传输正常;模拟生产测试,确认控制精度、节拍及报警功能达标。
7.试运行与正式投用:7天24小时值守试运行,优化参数;达标后正式投用,培训操作人员与维护人员,保障系统长期稳定运行。
六、项目痛点、应用效果及实施前后对比
6.1项目痛点
实施前,产线存在诸多痛点,制约生产与工业物联网转型:
1.总线协议不兼容,形成通讯孤岛,PLC与变频器无法互通,阻碍工业自动化闭环与工业物联网数据整合。
2.发酵温度波动≥±2℃,控制精度不足,产品合格率低、批次差异大,影响品牌形象。
3.糖化效率偏低,发酵周期长,无法适配规模化生产,能耗与成本偏高。
4.需6名操作人员24小时轮岗,人工成本高、劳动强度大,易出现疏漏导致故障。
5.无数据记录,无法追溯,工业物联网系统无法运行,工艺优化困难。
6.设备稳定性差,每天停机≥2.5小时,影响发酵连续性。
6.2应用效果
通过TX181网关应用,成功解决痛点,融入核心关键词,成效显著:
1.打破通讯孤岛,实现PLC与变频器无缝交互,构建工业自动化闭环,推动工业自动化与工业物联网深度融合。
2.发酵温度波动控制在±0.5℃以内,产品合格率提升至99.7%以上,品质稳定。
3.糖化效率提升15%,发酵周期缩短10%,提升生产效率,适配规模化生产。
4.操作人员缩减至1名巡检人员,人工成本降低83.3%,劳动强度大幅减轻。
5.依托网关数据采集器与物联网网关功能,实现全流程数据追溯,助力工艺优化与智能化生产。
6.产线每天停机≤0.5小时,减少80%停机时间,保障生产连续。
7.网关兼容性强,为工业物联网升级与设备扩展预留空间,提升企业核心竞争力。

6.3实施前后效果对比
核心指标对比如下表所示:
| 对比指标 | 实施前 | 实施后 | 提升/改善效果 |
|---|---|---|---|
| 发酵温度波动 | ≥±2℃ | ≤±0.5℃ | 波动幅度降低75%,控制精度大幅提升 |
| 糖化效率 | 基准值 | 提升15% | 糖化反应更充分,降低能耗与原料浪费 |
| 发酵周期 | 基准周期 | 缩短10% | 提升生产效率,适配规模化生产 |
| 操作人员数量 | 6名操作人员24小时轮岗 | 1名维护人员负责巡检 | 人工成本降低83.3% |
| 产线停机时间 | ≥2.5小时/天 | ≤0.5小时/天 | 停机时间减少80%,保障发酵连续性 |
| 产品合格率 | 90%以下 | 99.7%以上 | 合格率提升9.7%,减少发酵失败损失 |
| 数据追溯能力 | 无数据记录,无法追溯 | 完整记录发酵数据,可精准追溯 | 实现全流程数据追溯,助力工艺优化 |
| 设备协同性 | 设备脱节,协同性差 | 控制、通讯、执行协同联动 | 实现工业自动化闭环控制 |
| 总线协议兼容性 | ProfiNet与EtherNet/IP无法通讯 | 协议双向转换,无缝通讯 | 打破通讯孤岛,实现数据互通 |
七、案例总结
本次案例以TX181-RE-RE-PNS/EIM协议转换网关为核心,解决西门子S7-1500 PLC与施耐德ATV340变频器总线协议不兼容问题,充分发挥其工业网关、物联网网关、数据采集器作用,实现ProfiNet与EtherNet/IP双向转换,搭建完整工业自动化闭环系统,融入核心关键词,彻底解决通讯孤岛等痛点。
项目实施后,发酵温度、糖化效率等核心指标大幅优化,人工成本与停机时间显著降低,实现数据追溯与设备协同,推动企业从手动生产转型为数据驱动的智能化生产。TX181网关为工业物联网升级预留空间,彰显协议转换技术与工业网关的核心支撑作用。
本次案例为啤酒酿造及其他流程工业解决异构协议兼容问题提供了可复制经验。在工业4.0浪潮下,协议转换网关将助力工业自动化与工业物联网深度融合,推动制造业高质量发展。未来,企业将依托网关拓展工业物联网场景,持续提升智能化水平。
(相关技术交流咨询售后请与王工留言)
审核编辑 黄宇
-
物联网
+关注
关注
2950文章
48126浏览量
418433 -
Ethernet
+关注
关注
3文章
688浏览量
58230 -
智能网关
+关注
关注
6文章
940浏览量
51920
发布评论请先 登录
轨交隧道设备协同:PROFINET转ETHERNET IP网关赋能变频器智能运行

Profinet转Ethernet IP网关连接库卡机器人问答式精简配置指南

发酵罐PLC数据采集物联网解决方案
Profinet从站转EtherNet IP主站协议网关应用于自动化生产线

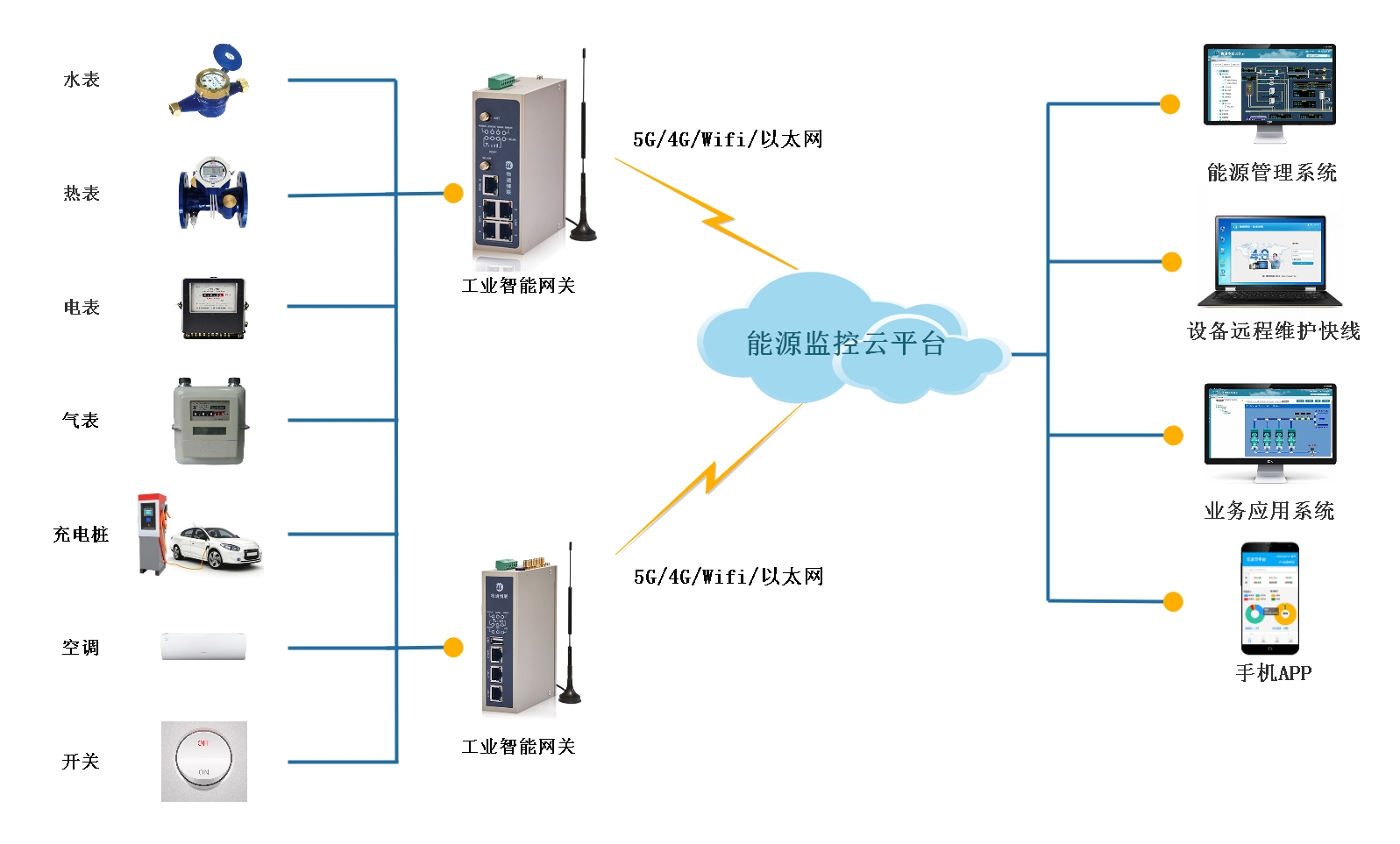
啤酒厂能源监测物联网系统方案
工业“三体”联盟:ethernet ip主转profinet网关重塑设备新规则
发酵罐温度采集监测系统方案,数据采集网关带来智能化升级
颠覆智造:profinet转ethernet ip网关×发那科×西门子的三国杀
实现无缝连接:EtherNet/IP转CANopen网关助力汽车制造智能化未来

跨协议探秘:profinet转ethernet ip网关搞定川崎机器人与PLC通信

火力全开,ModbusTCP/RTU转ethernet ip协议网关的不同应用大揭秘

Modbus转Profinet网关:工控机的“逆袭神器”
告别协议冲突!Modbus转Profinet助力风速风向仪无缝对接
EtherNet IP转Profinet网关连接FANUC机器人配置指南(PROFIENT组态篇)

革命性突破!EtherNet/IP转PROFINET网关,释放数字化生产力



评论