 欧姆龙产线“不动一根线”实现数据透明:SK-PLC网关FINS TCP监听模式实战
欧姆龙产线“不动一根线”实现数据透明:SK-PLC网关FINS TCP监听模式实战

摘要:在汽车零配件工厂的欧姆龙PLC产线改造中,深控技术SK-PLC工业边缘数采网关通过FINS TCP点表监听功能,实现了不停机、不改程序、不接物理IO的“零侵入”数据采集,解决了传统方式需二次开发或授权的高成本难题。
一、 痛点:欧姆龙产线的“数据黑盒”
客户是华南某大型汽车制动部件供应商,其精加工车间拥有一条由8台欧姆龙CJ2M系列PLC控制的自动化装配线。该产线承担着核心安全件的最后组装,客户亟需实现以下数据的实时监控:
面临的三大技术壁垒:
二、 解决方案:SK-PLC网关的“隐身”监听术
 SK-PLC工业边缘数采网关
SK-PLC工业边缘数采网关
核心功能:FINS TCP点表监听
深控技术SK-PLC网关支持欧姆龙FINS协议(基于TCP)的被动监听模式。其工作原理如下:
技术优势对比
| 采集方式 | 传统方案(主动读) | SK-PLC网关(监听模式) |
|---|---|---|
| PLC负载 | 增加扫描周期负担 | 几乎为零(仅解析现有流量) |
| 程序修改 | 需添加通信逻辑块 | 无需修改 |
| 接线风险 | 可能需接DI/DO点 | 纯网口对接(无物理风险) |
| 实施时间 | 1-2天/台(含调试) | <2小时/台 |
三、 现场实施:从“不敢动”到“放心用”
入场沟通(客户最关心的三个问题)
驻场操作SOP
四、 应用效果:数据价值的可视化呈现
1. 设备状态实时透明
通过监听CIO 0.00(启动信号)和A500.00(报警位),系统自动计算OEE。
2. 工艺参数追溯
监听DM100-DM120区域的扭矩和压力值,并与MES工单绑定。
3. 能耗精准关联
监听DM200(能耗累计值),结合产量数据。
五、 总结:为什么选择深控SK-PLC?
FINS TCP监听模式不仅是技术功能,更是项目风险的“减震器”。对于汽车零配件行业严苛的现场环境(老旧设备、无源码、高可用性要求),它提供了唯一一种“无痛”的数据采集路径。
深控技术不仅提供网关硬件,更提供基于场景的协议深度解析能力,让客户在不停产、不冒险的前提下,一步到位实现数字化管理。
适用场景扩展:
第三方设备无权限修改程序场景
多品牌PLC混线生产(SK-PLC支持西门子、三菱、欧姆龙等多协议并发)
欧姆龙CP1H/CP1L系列老旧产线改造
效果:精准计算出单件能耗成本,并识别出待机状态下的无效能耗,年节约电费约15万元。
效果:当出现客户投诉时,可通过批次号直接调取当时的工艺参数曲线,实现100%可追溯,质量索赔减少60%。
效果:发现夜班存在大量“空跑”时间(设备运行但无产出),通过数据追溯,优化了交接班物料准备流程,产能利用率提升12%。
点表映射:在SK-PLC网关配置界面,直接勾选需采集的地址(如DM100扭矩值),无需编写复杂脚本。
流量基线分析:使用网关的诊断功能,抓取HMI与PLC的通信报文,确认关键数据(如D100.00运行信号)在流量中可见。
网络拓扑确认:确认PLC、HMI、网关IP在同一网段,避免IP冲突。
“网络安全呢?”
解答:网关部署在车间内网,不直接连接外网,且FINS协议仅在局域网内通信,符合客户IT安全策略。
“数据准吗?”
解答:只要HMI上显示的数据是准的,我们抓到的就是准的。我们与客户现场人员在HMI前逐点对比,验证了数据一致性。
“会不会把设备搞死机?”
解答:我们承诺“三不原则”——不改程序、不接输出点、不占主通信口。监听模式在物理层是只读的,风险极低。
零负荷采集:网关仅“偷听”流量,不主动向PLC发送大量轮询指令,对PLC扫描周期几乎无影响。
镜像捕获:网关监听网络上已有的FINS通信数据包(如HMI与PLC的交互数据),解析其中的寄存器地址(CIO, DM, WR等)变化。
旁路接入:网关通过网线直连PLC以太网端口,不占用PLC的编程口,与上位机(HMI)共存于同一网络。
生产红线:产线24小时运转,严禁任何可能导致停机的接线或调试操作。
授权昂贵:若采用OPC Server等商用方案,单台PLC授权费用高昂。
程序锁死:原始程序由日本团队开发,客户无源代码,无法通过常规方式添加通信逻辑。
工艺参数(扭矩值、装配压力)
实时产量(通过成品计数信号)
设备状态(运行/停机/报警)
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14783浏览量
488388 -
网关
+关注
关注
9文章
6930浏览量
56544 -
欧姆龙
+关注
关注
3文章
440浏览量
67430
发布评论请先 登录
欧姆龙FINS TCP点表监听-SK-PLC 工业边缘数采网关

欧姆龙变频器借疆鸿智能PROFIBUS转RS485,开启饮料产线智控时代

工业智能网关落地西门子S7-1200与欧姆龙FINS伺服通讯案例
协议转换网关:3C电子产线西门子与欧姆龙PLC通讯方案

Modbus RTU 转 EtherCAT:网关实现光伏封装产线传感器与欧姆龙 PLC 通信互联

DeviceNet转ProfiNet协议转换网关实现欧姆龙PLC与西门子PLC通讯的配置案例

EtherNet/IP转EtherNet/IP协议转换网关实现欧姆龙 PLC与罗克韦尔PLC通讯的配置案例

基于EtherNet/IP转EtherNet/IP协议转换网关的欧姆龙与罗克韦尔 PLC 通讯配置案例

DeviceNet 转 MODBUS TCP:欧姆龙 CJ2M PLC 与生产管理系统在食品饮料包装线称重设备数据实时采集的通讯配置案例
开疆智能Modbus转Profient网关连接欧姆龙PLC从站配置案例
破壁“巴别塔”:DeviceNET转CANopen网关重塑汽车产线百万秒价值

PROFINET转CANOPEN网关,实现施耐德与欧姆龙PLC设备的通信
工业物联实战:如何通过EtherNet/IP网关实现Superisys RFID与欧姆龙NXJ系列 PLC的无缝通信?
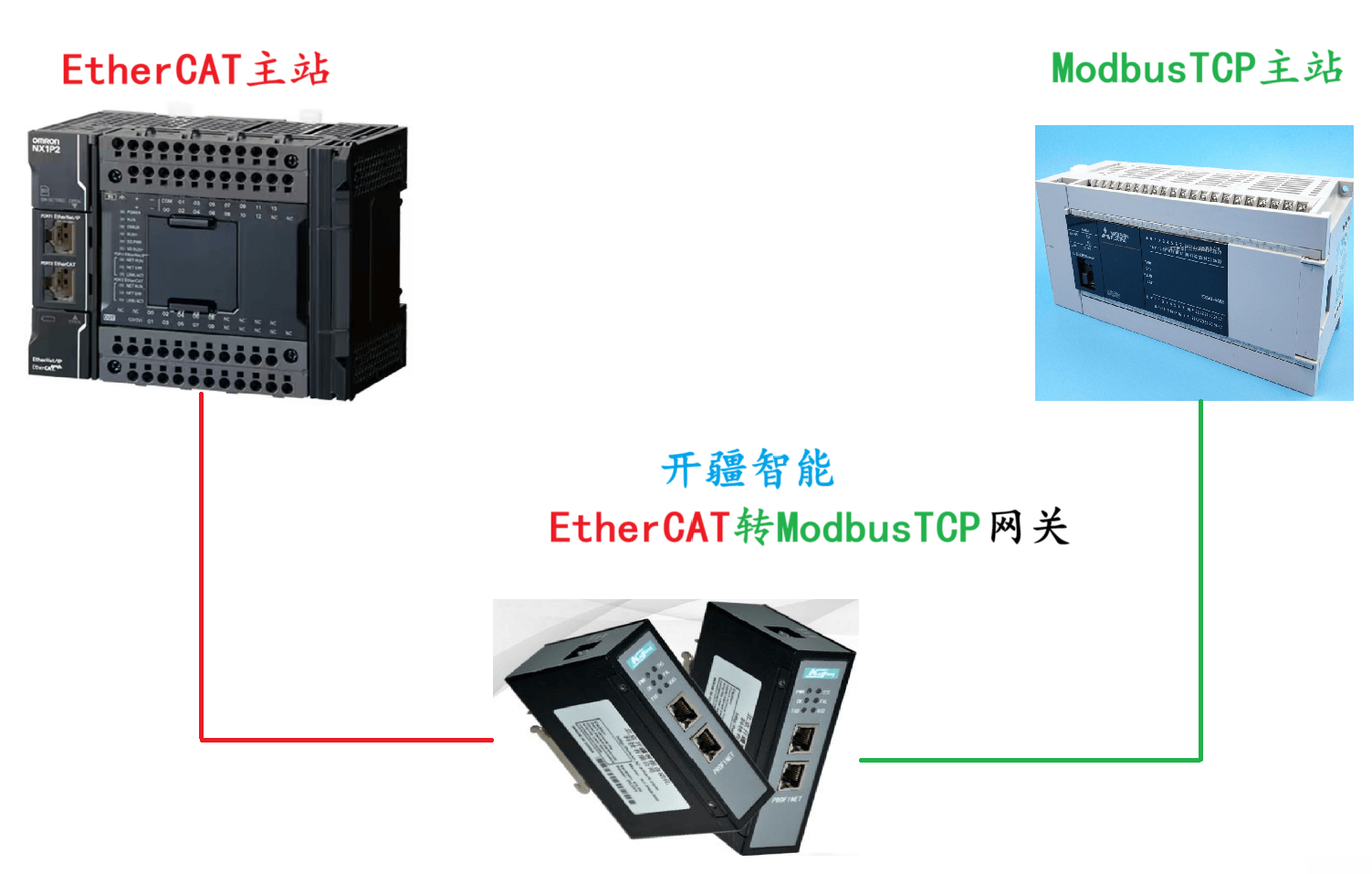
开疆智能EthereCAT转ModbusTCP网关连接欧姆龙及三菱PLC案例
组态可视化平台如何监控欧姆龙PLC的数据变量




评论