 新能源商用车BDU的技术演进与变革:BMZ0D60MR12L3G5碳化硅功率模块全面取代直流接触器的深度价值研究
新能源商用车BDU的技术演进与变革:BMZ0D60MR12L3G5碳化硅功率模块全面取代直流接触器的深度价值研究

新能源商用车BDU的技术演进与变革:BMZ0D60MR12L3G5碳化硅功率模块全面取代直流接触器的价值研究
倾佳电子(Changer Tech)是一家专注于功率半导体和新能源汽车连接器的分销商。主要服务于中国工业电源、电力电子设备和新能源汽车产业链。倾佳电子聚焦于新能源、交通电动化和数字化转型三大方向,代理并力推BASiC基本半导体SiC碳化硅MOSFET单管,SiC碳化硅MOSFET功率模块,SiC模块驱动板等功率半导体器件以及新能源汽车连接器。
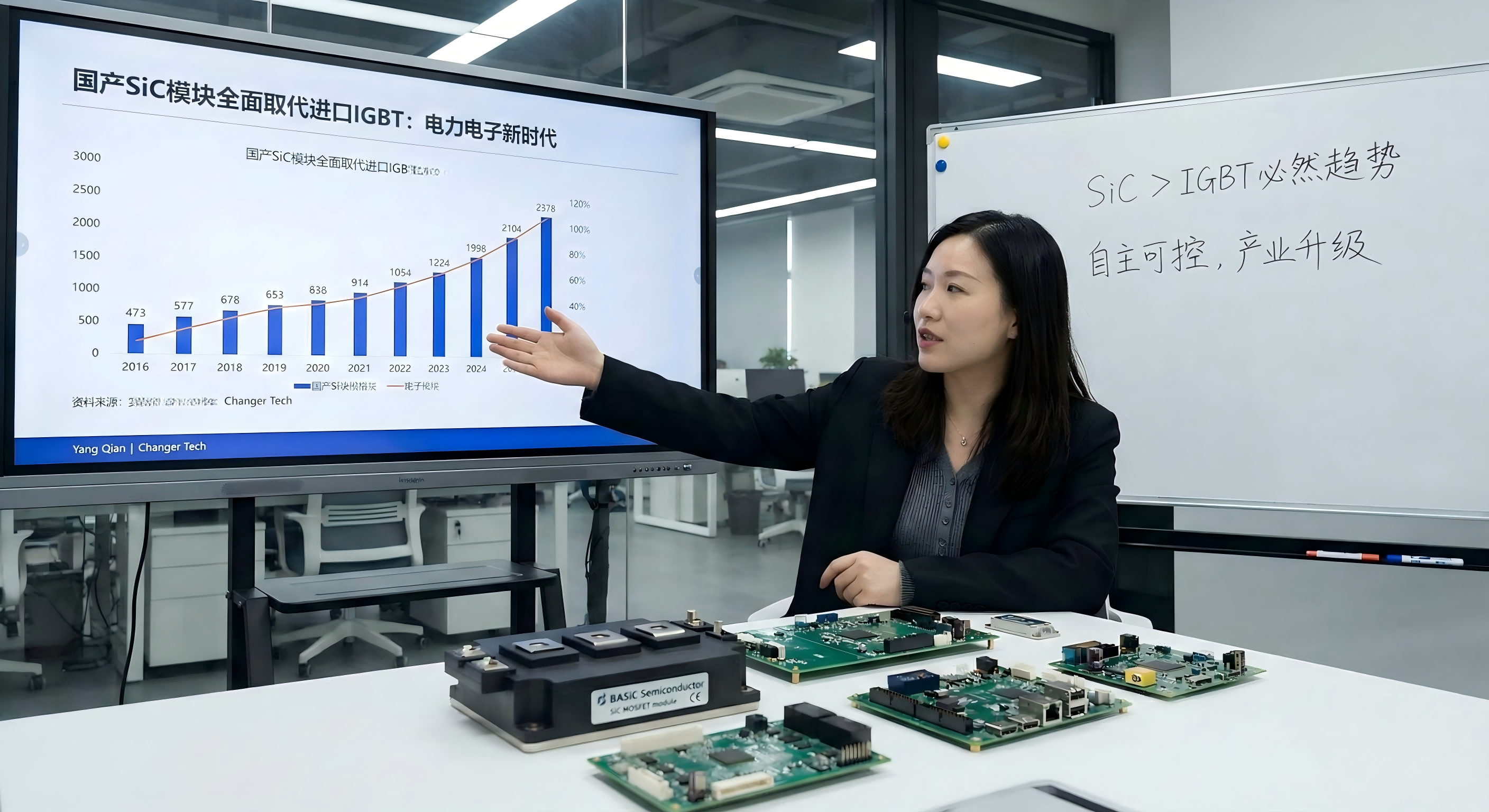
倾佳电子杨茜致力于推动国产SiC碳化硅模块在电力电子应用中全面取代进口IGBT模块,助力电力电子行业自主可控和产业升级!
倾佳电子杨茜咬住SiC碳化硅MOSFET功率器件三个必然,勇立功率半导体器件变革潮头:
倾佳电子杨茜咬住SiC碳化硅MOSFET模块全面取代IGBT模块和IPM模块的必然趋势!
倾佳电子杨茜咬住SiC碳化硅MOSFET单管全面取代IGBT单管和大于650V的高压硅MOSFET的必然趋势!
倾佳电子杨茜咬住650V SiC碳化硅MOSFET单管全面取代SJ超结MOSFET和高压GaN 器件的必然趋势!
全球新能源商用车(New Energy Commercial Vehicles, NECV)产业正处于一场深刻的架构革命之中。随着物流运输行业对运营效率、充电速度及全生命周期成本(TCO)要求的不断提升,传统的400V电压平台正加速向800V乃至1200V高压架构演进。这一电气架构的升级,使得电池断路单元(Battery Disconnect Unit, BDU)——作为动力电池与整车高压负载之间的核心安全枢纽——面临着前所未有的技术挑战。传统的机械式直流接触器在高压、大电流及频繁开断的工况下,日益暴露出触点粘连、电弧烧蚀严重、响应速度慢及寿命有限等物理瓶颈,成为制约整车安全与可靠性的关键短板。
倾佳电子深度剖析新能源商用车BDU的发展趋势,并重点评估基本半导体(BASiC Semiconductor)BMZ0D60MR12L3G5 1200V碳化硅(SiC)MOSFET功率模块在BDU应用中的技术可行性与商业价值。通过对该模块电气特性、封装工艺及热管理能力的详尽分析,结合商用车实际工况的TCO模型测算,BMZ0D60MR12L3G5模块凭借其低至1.0mΩ的导通电阻、微秒级的关断速度以及高可靠性的L3压接封装,具备了在特定场景下全面取代机械接触器,或在重卡领域构建混合式固态断路器(Hybrid Circuit Breaker)的核心能力。这不仅标志着BDU从“机电开关”向“智能功率电子节点”的跨越,更为商用车队实现“百万公里免维护”与“零计划外停机”提供了关键技术支撑。
2. 新能源商用车电气架构的演进与BDU面临的挑战
2.1 高压化趋势的物理与经济逻辑
在乘用车领域,800V架构主要被视为缩短充电时间的“高端配置”,而在商用车领域,高压化则是实现基本运营效能的“生存法则”。
2.1.1 兆瓦级充电(MCS)的迫切需求
商用重卡通常配备200kWh至600kWh以上的大容量电池包。为了满足物流行业“人歇车不歇”的高周转需求,车辆需要在驾驶员法定休息时间(约45分钟)内补充足够行驶4-5小时的电量。这意味着充电功率需达到500kW甚至更高,向兆瓦级充电系统(Megawatt Charging System, MCS)演进 。
电流与热管理的博弈:在400V架构下,传输500kW功率需要高达1250A的电流。根据焦耳定律 (Ploss=I2R),线束和连接器的发热量将呈指数级增长,迫使设计者使用极粗的铜缆(如300mm2以上)和复杂的液冷系统,这不仅增加了整车自重(降低有效载荷),还大幅提升了成本。
高压解决方案:将系统电压提升至800V或1200V,可在传输相同功率时将电流减半。这不仅降低了线束重量和欧姆损耗,还使得电机在更宽的转速范围内保持高效率 。
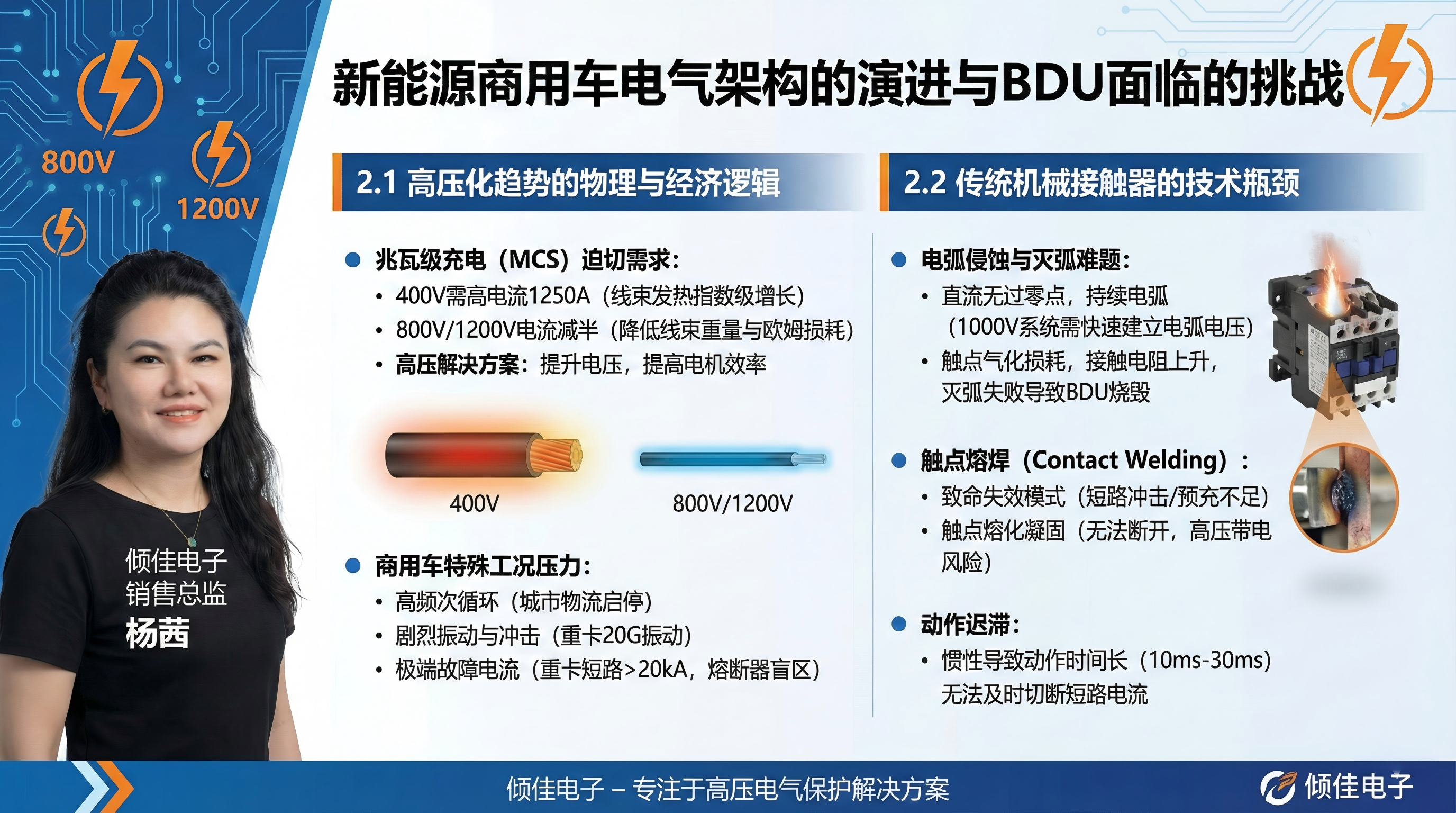
2.1.2 商用车特殊的工况压力
与乘用车相比,商用车的工况环境极为恶劣,这对BDU提出了严苛要求:
高频次循环:城市物流车每天可能进行数十次启停操作(送货、装卸),导致接触器机械动作频繁。
剧烈振动与冲击:重型卡车在非铺装路面或高负荷运行时的振动加速度可达20G,这对机械接触器的弹簧机构、灭弧室结构和触点压力构成了严峻考验,极易导致触点抖动、瞬时断路或机械疲劳 。
极端的故障电流:Class 8级别重卡的短路故障电流可能瞬间超过20kA。传统的熔断器+接触器配合策略在面对如此巨大的能量冲击时,往往存在动作时序上的“盲区”,可能导致接触器在熔断器熔断前试图切断电流,进而引发触点熔焊爆炸 。
2.2 传统机械接触器的技术瓶颈
机械式高压直流接触器虽然技术成熟且成本低廉,但在800V+高压时代,其物理局限性已成为系统安全的阿喀琉斯之踵。
2.2.1 电弧侵蚀与灭弧难题
直流电没有自然过零点(Zero Crossing),切断电流时,触点间会产生持续的高温电弧(等离子体)。
物理机制:在1000V系统中,电弧电压必须迅速建立并超过电源电压才能熄灭电弧。机械接触器依赖磁吹灭弧(利用磁场拉长电弧)和灭弧栅,甚至充入氢气/氮气混合气体来冷却电弧。
失效模式:每一次带载切断(无论是故障切断还是正常的预充电切断)都会导致触点材料的气化和损耗。随着动作次数增加,接触电阻上升,发热增加,最终导致接触器失效。更严重的是,如果在极限工况下灭弧失败,电弧将烧毁整个BDU甚至引燃电池包 。
2.2.2 触点熔焊(Contact Welding)
这是机械接触器最致命的失效模式。
成因:当车辆遭受短路电流冲击,或者在容性负载预充不足时闭合接触器,巨大的电流会在微观粗糙的触点表面产生极高的电流密度,瞬间熔化金属表面。当电流减小或触点冷却时,熔融金属凝固,将动静触点“焊”在一起 。
后果:发生熔焊后,接触器无法断开。即使车辆熄火(Key-Off),高压母线依然带电。这不仅使得车辆失去高压安全保护,更给维修人员和事故救援人员带来致命的触电风险。据行业统计,触点相关故障是电动商用车高压系统失效的主要原因之一 。
2.2.3 动作迟滞
机械机构的惯性决定了接触器的动作时间通常在10ms到30ms之间。对于以微秒级速度损坏功率电子器件(如SiC逆变器)的短路故障而言,这个时间太长了。在接触器动作之前,巨大的故障电流可能已经对电池电芯造成了不可逆的损伤 。
3. BDU的技术变革方向:固态化与智能化
面对上述挑战,BDU技术正经历从“被动保护”向“主动管理”的范式转移,其核心路径是引入功率半导体技术,即固态断路器(Solid State Circuit Breaker, SSCB)。
3.1 固态断路器(SSCB)的定义与优势
SSCB利用功率半导体器件(如SiC MOSFET、IGBT)代替机械触点来实现电路的通断。
无电弧(Arc-less) :半导体开关通过栅极控制沟道关断,过程中不产生物理电弧,从根本上消除了电弧烧蚀和火灾风险 。
微秒级响应:SiC器件的关断速度可达1-2μs。在短路故障发生的瞬间,SSCB可以在电流上升到峰值之前将其截断,极大降低了系统承受的能量冲击 。
无限寿命与抗振性:没有移动部件,SSCB不受机械磨损和振动影响,其理论寿命可覆盖车辆全生命周期,无需维护 。
3.2 碳化硅(SiC)的关键赋能作用
虽然硅基IGBT也可用于SSCB,但在商用车BDU应用中,SiC具有不可替代的优势:
导通损耗:IGBT存在固定的VCE(sat)压降(通常>1.5V),在大电流下产生巨大损耗(例如500A时损耗>750W)。而SiC MOSFET呈阻性特性(RDS(on)),通过并联可以显著降低压降。
耐压与阻值权衡:SiC材料的临界击穿场强是硅的10倍。这意味着设计同样耐压(如1200V)的器件,SiC的漂移层更薄,掺杂浓度更高,从而实现了极低的导通电阻 。
4. BMZ0D60MR12L3G5技术特性深度评测
基本半导体(BASiC Semiconductor)推出的BMZ0D60MR12L3G5是一款专为高可靠性、高功率应用设计的1200V SiC MOSFET模块。基于其初步数据手册 ,倾佳电子将从芯片级、封装级和系统级三个维度评估其替代直流接触器的潜力。
4.1 芯片级性能:超低阻抗与高浪涌耐受
4.1.1 极低的导通电阻(RDS(on))
该模块的典型RDS(on)仅为1.0 mΩ(Tvj=25∘C),芯片级电阻甚至低至0.6 mΩ 。
对比分析:传统的1200V SiC分立器件电阻通常在10-40 mΩ范围。BMZ0D60MR12L3G5通过内部多芯片并联实现了毫欧级阻抗。这意味着在通过200A电流时,其导通压降仅为0.2V,产生的静态功耗为P=I2R=2002×0.001=40W。对于配备液冷系统的商用车BDU而言,这一热量完全可控。
温升特性:在175∘C结温下,电阻升至1.8 mΩ。虽然正温度系数导致电阻增加,但这也有利于多芯片内部并联时的自动均流,防止个别芯片热失控 。
4.1.2 强大的脉冲电流能力
数据手册显示,该模块的脉冲漏极电流(IDRM)高达2280A,连续漏极电流(芯片级)可达1140A(TC=100∘C)。
应用意义:在短路故障检测和切断的微秒级时间内,电流会急剧上升。2280A的脉冲耐受能力保证了模块在执行“软关断”或硬关断操作时,处于安全工作区(SOA)内,不会因过流而损坏。这是其作为断路器核心器件的根本保障。
4.2 封装级设计:L3封装的工业适应性
4.2.1 Press-Fit(压接)引脚技术
数据手册明确指出该模块采用Press-Fit Pins 。
抗振动原理:商用车的高振动环境是焊接点的“杀手”。传统的焊接引脚在长期热循环和机械振动下,焊点容易产生疲劳裂纹导致开路。Press-Fit技术利用金属的冷焊机理,通过过盈配合将引脚压入PCB孔内,形成气密性连接。这种连接方式具有极高的机械强度和抗疲劳性能,完全符合商用车百万公里寿命的可靠性要求 。
4.2.2 氮化硅(Si3N4)陶瓷基板
模块采用了高性能的**Si3N4陶瓷基板** 。
热与机械性能:相比普通的氧化铝(Al2O3)基板,氮化硅的抗弯强度高出数倍,热导率也更高(通常60-90 W/mK vs 24 W/mK)。这使得模块能够承受更剧烈的功率循环(Power Cycling)和热冲击。在BDU切断大电流故障时,芯片温度会瞬间飙升,氮化硅基板能更有效地将热量传导至散热底板,防止芯片烧毁。
4.3 终端电流限制与“混合”策略的必然性
这是对该模块进行技术评估时最关键的发现:虽然内部芯片能承受1140A,但数据手册明确标注端子连续电流限制为280A 。
物理瓶颈:这是所有大功率模块面临的共同物理限制。Press-Fit引脚和内部键合线的载流能力受限于截面积和允许温升。虽然芯片本身极其强大,但“瓶口”限制了持续通流能力。
对BDU设计的启示:
直接替代的局限:对于需要持续通流500A-600A的重型卡车(Class 8),单个BMZ0D60MR12L3G5无法作为纯固态主开关长期工作,否则端子会过热熔毁。
混合断路器的最佳拍档:这一特性使得该模块成为混合直流断路器(Hybrid DC Circuit Breaker)的理想选择。在混合架构中,常态电流由并联的机械开关承载(零损耗,不走模块端子);仅在故障切断的瞬间(几毫秒内),电流转移到SiC模块上。此时,模块利用其2280A的脉冲能力和1140A的短时能力来熄灭电弧,而无需担心280A的长期端子热限制。
5. 基于BMZ0D60MR12L3G5的商用车BDU应用场景分析
根据车型载荷和工况的不同,BMZ0D60MR12L3G5在BDU中的应用可分为三种主要架构。

5.1 场景一:城市物流车与中型卡车(纯固态方案)
对于Class 3-6的城市物流车,其持续工作电流通常在150A-250A之间。
架构设计:单个BMZ0D60MR12L3G5模块直接串联在电池回路中,作为主正/主负开关。
技术可行性:工作电流低于模块端子的280A限制。在200A工况下,模块产热约40W。通过BDU集成的液冷板(利用电池冷却回路),可以轻松维持模块温度在安全范围内。
价值体现:
静音:彻底消除接触器吸合的“咔哒”声,提升整车品质感。
高频启停:完美适应快递配送车辆每日数百次的启停需求,无机械磨损。
5.2 场景二:重型干线卡车(混合式方案)
对于Class 8重卡,持续电流可能高达600A,峰值爬坡电流超过1000A。
架构设计:机械开关 + SiC模块并联。
正常运行:机械开关闭合,电流主要流经机械触点(电阻微欧级),SiC模块关断或仅流过极小电流。
故障切断:
机械开关开始断开,产生微弧电压。
SiC模块瞬间导通,由于其阻抗极低(1mΩ),电流迅速从机械支路转移到SiC支路。
机械触点在无电流(或微电流)状态下完全拉开距离,实现物理隔离。
SiC模块关断,彻底切断电路。
价值体现:这种方案结合了机械开关的低导通损耗和SiC模块的无弧分断能力。BMZ0D60MR12L3G5的高脉冲电流能力在此发挥得淋漓尽致,确保在转移故障电流时不仅不损坏,还能实现零飞弧,极大延长了机械部件的寿命。
5.3 场景三:快充保护与预充电路
快充保护:在400kW+快充回路中,BMZ0D60MR12L3G5可作为可复位的“电子熔丝”。一旦检测到充电桩电流异常,微秒级切断,保护电池。相比传统熔断器烧断后需要道路救援更换,电子熔丝可远程复位,大幅降低运营干扰 。
预充电路:利用SiC模块的线性区或PWM控制特性,可以省去笨重的预充电阻和预充继电器,直接通过控制主回路SiC模块的导通程度来实现平滑预充,减少BDU内部元件数量和体积。
6. 商业价值与全生命周期成本(TCO)分析
在商用车领域,技术的先进性必须转化为财务上的收益(ROI)才能被市场接受。虽然SiC模块的BOM成本目前高于机械接触器,但从TCO角度看,其价值巨大。

6.1 消除计划外停机(Unscheduled Downtime)的隐性成本
商用车的核心逻辑是作为生产工具盈利。车辆停运意味着直接的收入损失。
数据支撑:据统计,商用车辆的计划外停机成本极高,每天的损失可达448美元至760美元,这还不包括维修费和拖车费 26。在汽车制造业供应链中,停机成本甚至按分钟计算 。
对比分析:机械接触器是易损件。一次接触器触点熔焊故障,可能导致车辆抛锚、拖车、开包维修(涉及高压安全,通常需返厂或专人维修),周期可能长达3-5天。单次故障的综合损失可能超过3000-5000美元。
SiC价值:BMZ0D60MR12L3G5作为固态器件,理论上具有无限的开关寿命。如果在车辆8-10年的生命周期内,能避免仅仅一次因接触器故障导致的停运,其节省的隐性成本就足以覆盖SiC模块相比机械接触器高出的采购差价(通常几百美元)。
6.2 降低维护成本与提升残值
免维护:机械接触器通常有电气寿命限制(如满载切断几千次),在商用车高强度使用下,可能需要在生命周期内更换。固态BDU可实现“终身免维护”,直接降低了车队的运营支出(OpEx)。
质保优势:OEM厂商采用固态BDU后,敢于提供更长年限(如8年或10年)的动力系统质保,这对于物流公司采购决策具有决定性吸引力。
6.3 基本半导体的供应链优势
作为中国本土企业,基本半导体(BASiC Semiconductor)在供应链安全和成本控制上具有独特优势。
国产化替代:在中国这一全球最大的新能源商用车市场,采用国产核心功率器件符合国家供应链自主可控的战略需求,且能规避地缘政治带来的断供风险 。
成本竞争力:相比Infineon等国际巨头,国产模块在保持性能(如1.0mΩ低阻)的同时,通常能提供更具竞争力的价格,这有助于加速SiC BDU在对价格敏感的商用车市场的渗透。
生态合作:进一步验证了其技术实力和质量管控能力,增强了主机厂的选用信心。
7. 结论与展望
BMZ0D60MR12L3G5 SiC功率模块不仅仅是一个电子元器件,它是新能源商用车BDU从机械时代迈向电子时代的关键使能器。
技术层面:它解决了机械接触器在高压(800V+)、大电流(20kA+短路)工况下无法根除的拉弧、熔焊和寿命短板。其独特的“高芯片能力+受限端子能力”特性,使其既能在中型车辆中独立担当大任,也能在重型车辆中作为混合开关的核心保护元件,提供了极高的设计灵活性。
商业层面:尽管初期采购成本高于机械方案,但其带来的零停机风险、零维护成本以及高安全性,为商用车队提供了极具吸引力的全生命周期投资回报(ROI)。对于OEM而言,这是提升车辆可靠性口碑、实现差异化竞争的战略高地。
未来展望:
随着碳化硅产能的释放和成本的进一步下探,预计在2025-2027年,基于SiC MOSFET的混合式或纯固态BDU将成为高端重卡和高频次物流车的标配。基本半导体凭借BMZ0D60MR12L3G5这一卡位精准的产品,有望在这一波电气化架构升级的浪潮中占据重要市场份额,推动商用车全行业向更安全、更高效的未来加速行驶。
表1:BMZ0D60MR12L3G5 SiC模块与传统机械接触器对比总结
| 特性维度 | 传统机械高压直流接触器 | BMZ0D60MR12L3G5 SiC模块 | 商用车应用价值 |
|---|---|---|---|
| 开关原理 | 机械触点物理分离 | MOSFET沟道电子耗尽 | 彻底消除机械磨损,实现无限开关寿命。 |
| 响应速度 | 慢(10ms - 30ms) | 极快(< 2μs) | 在故障电流达到峰值前切断,保护电池与逆变器。 |
| 灭弧特性 | 产生电弧,需灭弧室,有烧蚀 | 无电弧(Arc-less) | 消除火灾隐患,杜绝触点熔焊风险。 |
| 导通损耗 | 极低(微欧级),无需散热 | 低(1.0 mΩ),需散热 | 需增加冷却设计,但换来了智能化控制能力。 |
| 电流能力 | 持续电流好,抗浪涌差 | 芯片抗浪涌极强(2280A),端子持续受限 | 极适合构建混合断路器,处理瞬态故障能量。 |
| 智能检测 | 无(被动器件) | 集成PTC热敏电阻 | 实现BDU健康状态实时监控与主动热管理。 |
| TCO影响 | 低CAPEX,高OPEX(停机风险大) | 高CAPEX,低OPEX(免维护) | 长期运营成本更低,提升车队出勤率。 |
审核编辑 黄宇
-
新能源
+关注
关注
27文章
6923浏览量
114832 -
功率模块
+关注
关注
11文章
732浏览量
47111
发布评论请先 登录

LLC谐振变换器:物理本质、演进历程与SiC碳化硅技术的深度融合

海上直流风电汇集系统深度分析与碳化硅(SiC)功率模块的技术价值研究报告
功率因数校正(PFC)技术的演进与变革:从起源到碳化硅(SiC)赋能

AI算力机架电源架构、拓扑演进与碳化硅MOSFET的应用价值深度研究报告

商用车电驱动系统中国产SiC模块的演进:以ED3封装BMF540R12MZA3替代DCM与HPD的技术与商业逻辑分析

商用车电驱动SiC模块选型返璞归真:从DCM/HPD封装回归ED3封装碳化硅功率模块的市场报告
深度解析:移相全桥拓扑的演进、技术瓶颈与SiC碳化硅的应用价值
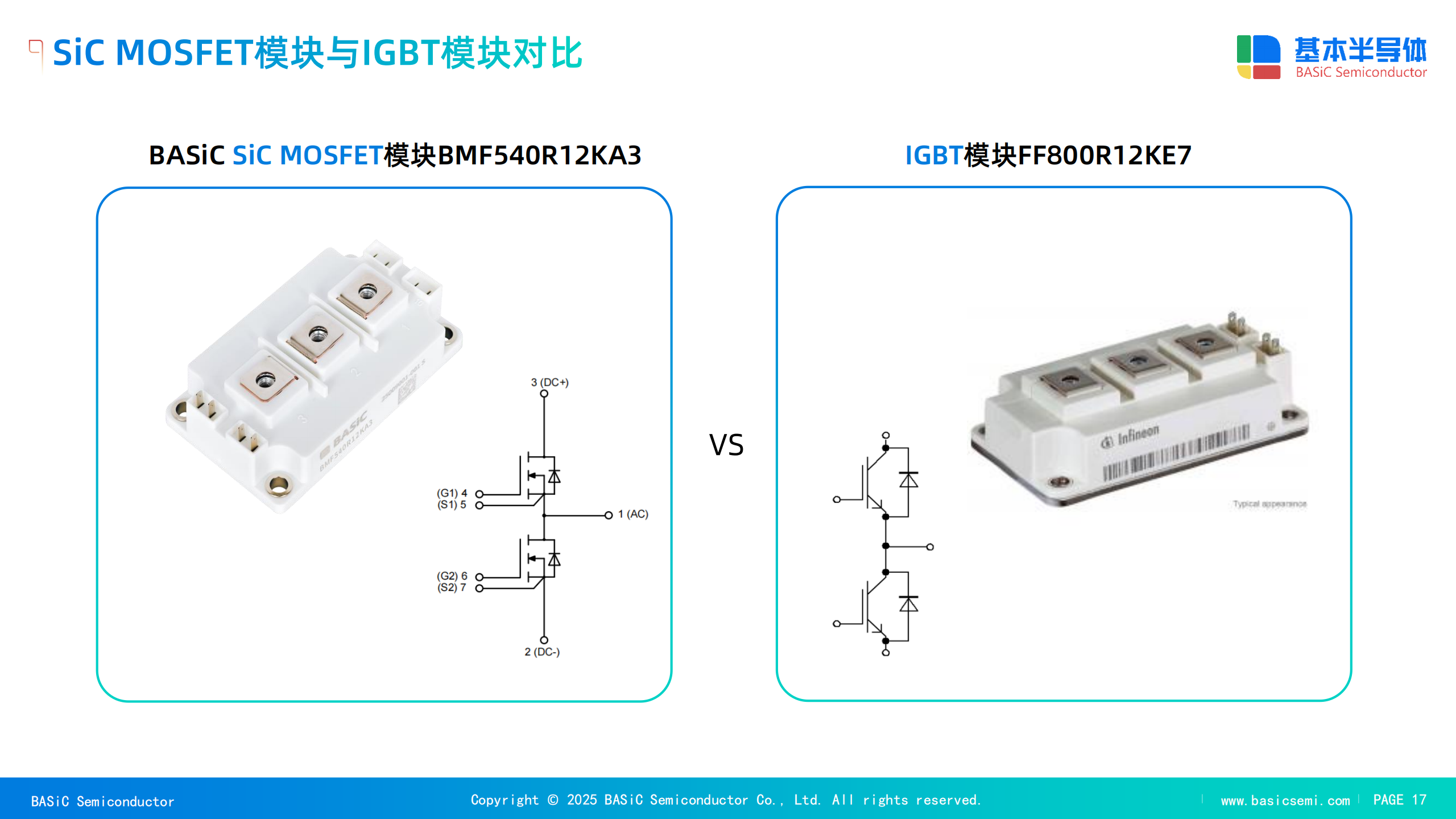
倾佳电子:BMF540R12KA3碳化硅SiC模块全面取代英飞凌FF800R12KE7 IGBT模块的深度分析报告
倾佳电子大功率工业风机变频器的技术发展趋势及碳化硅(SiC)模块的演进价值分析

T型三电平逆变器与碳化硅MOSFET:深度技术分析与应用价值研究
维也纳整流器技术深度解析:起源、演进与SiC碳化硅应用



评论