 还在为工业应用中非标 CAN 通信场景无法解决而苦恼吗,三格电子一招为您解决
还在为工业应用中非标 CAN 通信场景无法解决而苦恼吗,三格电子一招为您解决

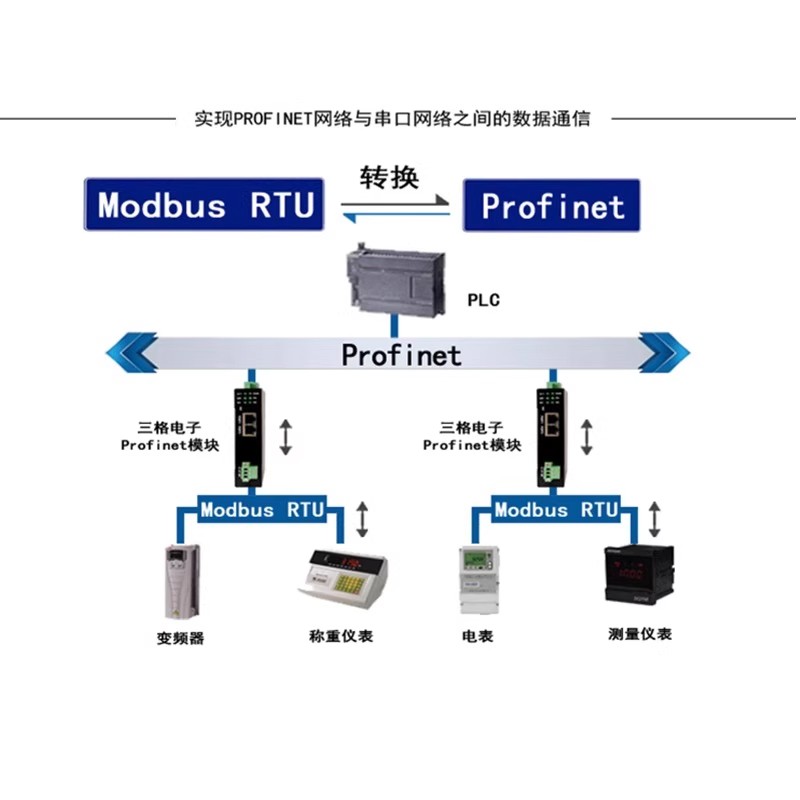
ProfiNet 转 CAN/CANopen 网关
型号:SG-PN(h750)-COE/CAN

三格电子 SG-PN (h750)-COE/CAN 网关:解决工业实际应用的 6 大核心需求
基于天津滨海新区三格电子科技有限公司 SG-PN (h750)-COE/CAN 网关的硬件特性、软件功能及协议兼容性,结合工业场景中 “新老设备互联、多系统协同、数据打通” 等核心痛点,其可精准解决以下 6 类实际应用需求,覆盖汽车制造、新能源、装备制造等多行业场景。
一、解决 “西门子 PLC 控制 CANopen 设备” 需求:打破品牌协议壁垒
核心痛点
工业场景中大量存在 “西门子 PLC(如 S7-1200/200 SMART)+ CANopen 从站设备(如伺服驱动器、变频器、远程 IO)” 的搭配,但西门子 PLC 原生支持 Profinet 协议,无法直接与 CANopen 设备通信,传统方案需额外开发定制驱动(单次开发成本 2-5 万元),或更换为 Profinet 版设备(成本增加 2-3 倍),导致预算超支或项目延期。
网关解决方案
SG-PN (h750)-COE/CAN 网关通过 “协议双向转换” 实现无缝互联:
角色定位:PN 侧作为 Profinet IO 从站,直接接入西门子 PLC(支持 S7-1200/200 SMART 等);COE 侧作为 CANopen 主站,管理 CANopen 从站设备(如伺服、变频器),无需修改 PLC 程序或设备底层参数。
协议兼容性:COE 侧支持 CANopen DS301 标准协议,兼容主流品牌 CANopen 设备(如倍福伺服、台达变频器);PN 侧支持 Profinet RT Real Time Class 1/Class A/B,满足实时控制需求(通信延时<2ms)。
配置便捷性:通过专用配置软件添加 CANopen 从站(1-127 地址,最多 20 个),自定义 PDO(过程数据对象)、SDO(服务数据对象)映射,配合 GSD 文件导入博途 / STEP 7-MicroWIN SMART,1-2 小时即可完成组态。
典型场景
某汽车零部件工厂用西门子 S7-1200 PLC,通过 1 台 SG-PN (h750) 网关控制 3 台 CANopen 伺服驱动器和 2 台变频器,实现 “电机转速调节 - 物料传输 - 焊接控制” 联动,省去 4 万元定制驱动费用,设备响应延迟稳定在 1.2ms 内,生产合格率提升 1.5%。
二、解决 “CAN 设备自由收发报文” 需求:适配非标 CAN 通信场景
核心痛点
部分工业设备(如定制传感器、老旧机床)采用 CAN 2.0A/B 自由口通信,无标准化 CANopen 协议,无法接入 Profinet 系统,导致 “数据孤岛”—— 无法将设备运行数据(如温度、振动)上传至 SCADA/MES 系统,也无法通过 PLC 下发控制指令,只能依赖人工巡检(效率低、误差率高)。
网关解决方案
网关支持 “CAN 自由口模式”,提供两种灵活的报文收发方式,适配非标 CAN 设备:
按 ID 收发 CAN 帧:固定帧 ID、类型(标准帧 / 扩展帧)和数据长度,支持 1-200 条规则。例如:每 1000ms 发送 1 条标准数据帧(ID=0x123,数据长度 1 字节),接收扩展数据帧(ID=0x12345678,数据长度 8 字节)并映射至 PLC 的 I 区。
通用收发 CAN 帧:用户可在 PLC 侧自定义帧标志(标准 / 扩展、数据 / 远程帧)、帧 ID(标准帧 0-7FF、扩展帧 0-1FFFFFFF)和数据,支持 1-200 条通用规则,适配动态 ID 或可变数据长度的场景。
硬件保障:CAN 口内置 120Ω 终端电阻(可通过跳线帽关闭),带过压 / 过流保护,支持 5K-1000Kbps 波特率,接收 FIFO(46 字节)和发送 FIFO(24 字节)确保数据不丢包。
典型场景
某矿山企业用西门子 200 SMART PLC,通过网关接入 8 台 CAN 自由口振动传感器(无 CANopen 协议),采用 “通用收发” 模式:传感器每 500ms 发送 1 条扩展数据帧(ID=0x001-0x008,数据含振动值、温度),网关将数据映射至 PLC I 区后上传至 SCADA 系统,实现 “异常振动实时报警”,人工巡检频次减少 60%,设备故障停机时间缩短至 1 小时 / 月。
三、解决 “新老设备兼容升级” 需求:降低资产替换成本
核心痛点
工厂升级智能制造系统时,常面临 “两难选择”:一方面,新采购的 Profinet 主站(如西门子 PLC)需接入系统;另一方面,大量运行中的 CAN/CANopen 老设备(如 2015 年前的伺服、仪表)性能完好,直接替换单台成本超 5000 元(10 台即超 5 万元),且重新布线会导致停产损失。
网关解决方案
网关无需替换老设备,通过 “协议兼容 + 低成本接入” 实现升级:
硬件适配:支持 9-36V 宽压供电(典型值 12V/120mA),双电源冗余设计(避免单电源故障),工作温度 - 30~75℃,适应车间高温、粉尘环境,可直接安装在老设备旁的导轨上(尺寸 132×100×26mm,导轨安装)。
数据映射:将老设备的 CAN/CANopen 数据(如电机转速、故障代码)转换为 Profinet 数据,映射至 PLC 的 I/O 区,无需改造老设备硬件或程序。例如:老 CANopen 变频器的 “运行状态”(TPDO,COB-ID=0x181)映射至 PLC I 区,PLC 通过 RPDO(COB-ID=0x201)下发频率指令。
成本对比:单台网关成本约 3000 元,仅为替换 1 台 Profinet 设备成本的 60%,10 台老设备升级可节省 4.7 万元,且无需停产布线(利用原有 CAN 总线)。
典型场景
某五金加工厂升级时,保留 5 台 2018 年的 CANopen 气缸和 3 台 CAN 温度传感器,通过 1 台 SG-PN (h750) 网关接入新西门子 S7-1200 PLC,实现 “自动上料 - 温度监控 - 气缸动作” 自动化,总投入不足 1 万元,生产效率提升 25%,避免近 5 万元设备替换成本。
四、解决 “Profinet 系统扩展 CAN 网络” 需求:覆盖长距离 / 分散工位
核心痛点
Profinet 以太网传输距离有限(单段最大 100 米,需频繁加交换机中继),在大型车间(如 1000 米长的汽车总装线)、仓储中心(多分区分散设备)或矿山(井下与地面通信)场景中,布线成本高(每公里以太网布线超 1 万元),且电磁干扰(如焊接车间)易导致数据丢包。
网关解决方案
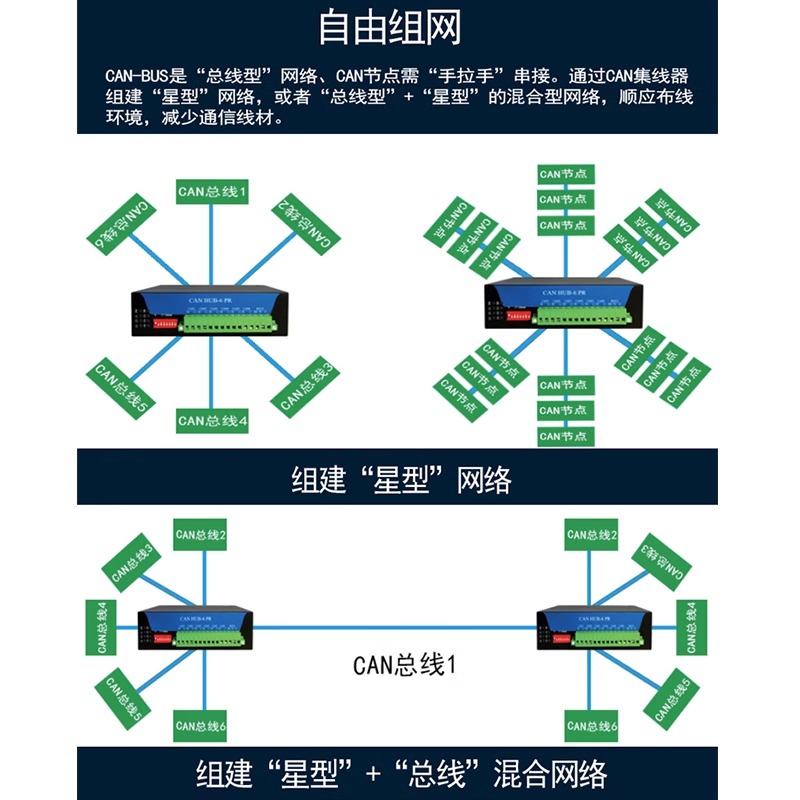
网关利用 CAN 总线 “长距离、抗干扰” 特性,构建 “Profinet 主干网 + CAN 分支网” 混合架构:
长距离覆盖:CAN 总线无中继传输距离可达 10 公里,配合网关的 PN 口(双 RJ45,100BASE-TX,集成以太网交换机),可将分散工位的 CAN 设备接入 Profinet 系统。例如:仓储中心 5 个分区(最远间隔 800 米)的 40 台 CAN 总线 AGV,通过 3 台网关接入中央 Profinet 调度系统,无需额外铺设以太网。
抗干扰设计:网关 CAN 口带隔离保护(隔离电压 2500V DC),PN 口支持 MDI/MDIX 自侦测,适应焊接车间(强电磁)、矿山(粉尘)等恶劣环境,数据传输丢包率≤0.001%。
灵活组网:PN 口支持菊花链拓扑,可串联多台网关或 Profinet 设备,减少交换机数量(每台网关节省 1 台交换机成本,约 800 元)。
典型场景
某大型光伏电站用 2 台网关,将分布在 3 个逆变器车间(间隔 500-800 米)的 12 台 CAN 总线汇流箱,接入中央西门子 S7-1500 PLC 系统,利用原有 CAN 布线,组网成本降低 40%,汇流箱数据(电流、电压)上传延迟≤1.8ms,满足电站实时监控需求。
五、解决 “设备状态监控与故障预警” 需求:支撑智能制造数据闭环
核心痛点
智能制造需 “数据驱动决策”,但 CAN/CANopen 设备(如液压站、老旧机床)无法直接向 SCADA/MES 系统上传数据 —— 这些系统多基于 Profinet 架构,导致 “底层数据断层”,无法统计设备稼动率、提前预警故障,只能被动维修(停机损失大)。
网关解决方案
网关作为 “数据桥梁”,将 CAN/CANopen 设备数据转换为 Profinet 数据,支撑 SCADA/MES 应用:
数据采集:通过 PDO/SDO 或 CAN 自由口,采集设备关键数据(如运行状态、故障代码、能耗),支持 “周期性采集”(最小 100ms / 次)和 “事件触发”(如故障时立即上传),过滤冗余数据(仅保留关键参数),减轻上位机压力。
状态监控:在 COE 模式下,网关可监控 CANopen 从站状态(0 = 掉线、4 = 停止、5 = 操作、127 = 预操作),并映射至 PLC I 区,PLC 可通过 NMT 协议(如发送 0x01 命令启动从站、0x82 命令复位通讯)远程管理设备。
故障预警:将设备故障代码(如伺服驱动器的 “过流错误”)映射至 PLC,触发报警并上传至 MES 系统,实现 “提前预警”。例如:化工企业的 CAN 总线液压站,通过网关将 “油压异常” 数据上传至 SCADA,提前 2 小时预警故障,停机时间从每月 8 小时缩短至 1.5 小时。
典型场景
某电子代工厂用网关采集 10 台 CANopen 贴片机的 “贴片次数、吸嘴状态、故障代码”,通过 Profinet 上传至 MES 系统,实现 “设备稼动率自动统计(从人工统计的 85% 提升至 98% 准确)” 和 “吸嘴磨损预警”,贴片不良率降低 2%。
六、解决 “中小工厂低成本自动化” 需求:降低技术门槛与预算
核心痛点
中小工厂(如五金加工、小型装配厂)预算有限(自动化投入通常<10 万元),难以承担 “全 Profinet 设备” 的高昂成本(Profinet 传感器单价约 500 元,CAN 传感器约 200 元),且缺乏专业协议开发人员,无法完成复杂组态,导致自动化升级受阻。
网关解决方案
网关提供 “高性价比 + 易上手” 的自动化方案,降低中小工厂升级门槛:
低成本硬件:单台网关成本约 3000 元,搭配入门级西门子 S7-1200 PLC(约 3000 元)和 CAN 设备(传感器 / 执行器单价 200-800 元),1 条生产线自动化投入可控制在 1 万元内。
简化组态:配置软件支持可视化操作(如右键添加从站、拖拽式数据映射),提供博途 / 200 SMART 的详细组态案例(含 GSD 安装、PN 映射、程序下载),无专业背景的电工也可按手册完成配置。
功能适配:支持最大 1024 字节输入 / 输出映射,满足中小工厂 “多设备联动” 需求(如 1 台 PLC+1 台网关控制 8 台 CAN 设备),无需额外扩展模块。
典型场景
某小型食品包装厂用 1 台 SG-PN (h750) 网关,将 4 台 CAN 自由口灌装阀和 2 台 CAN 温度传感器接入西门子 200 SMART PLC,实现 “自动灌装 - 温度监控 - 不合格品剔除”,总投入 8000 元,人工成本减少 2 人 / 班,年节省工资支出 12 万元。
总结:网关的核心价值 ——“兼容、灵活、低成本”
三格电子 SG-PN (h750)-COE/CAN 网关的本质,是通过 “Profinet 与 CAN/CANopen 的双向兼容”,解决工业场景中的 “协议孤岛、成本过高、场景适配难” 三大核心问题。其优势不仅在于硬件的高可靠性(宽温、抗干扰、冗余供电)和软件的灵活性(两种 CAN 模式、可视化配置),更在于能以 “最小投入” 盘活现有设备资产,帮助企业快速实现自动化升级与数据打通,是工业 4.0 转型中的 “高性价比桥梁设备”。
审核编辑 黄宇
-
CAN
+关注
关注
59文章
3093浏览量
473401 -
Profinet
+关注
关注
9文章
2327浏览量
28330
发布评论请先 登录

还在为光纤联网而苦恼吗,三格电子CAN转光纤模块为您解决问题
CAN集线器有什么作用
三格电子 IEC104 转 Modbus 网关技术详解

三格电子EtherCAT转4路Modbus RTU网关技术详解

三格电子Profinet转Modbus RTU网关技术详解
三格电子 HART 网关:打通工业智能通信的关键节点
三格电子 EtherCAT 分支器:工业通信网络的智能中枢

三格电子Hart转Modbus网关赋能工业智能升级
耐达讯CAN转EtherCAT网关,变频器通信升级的“真香”指南
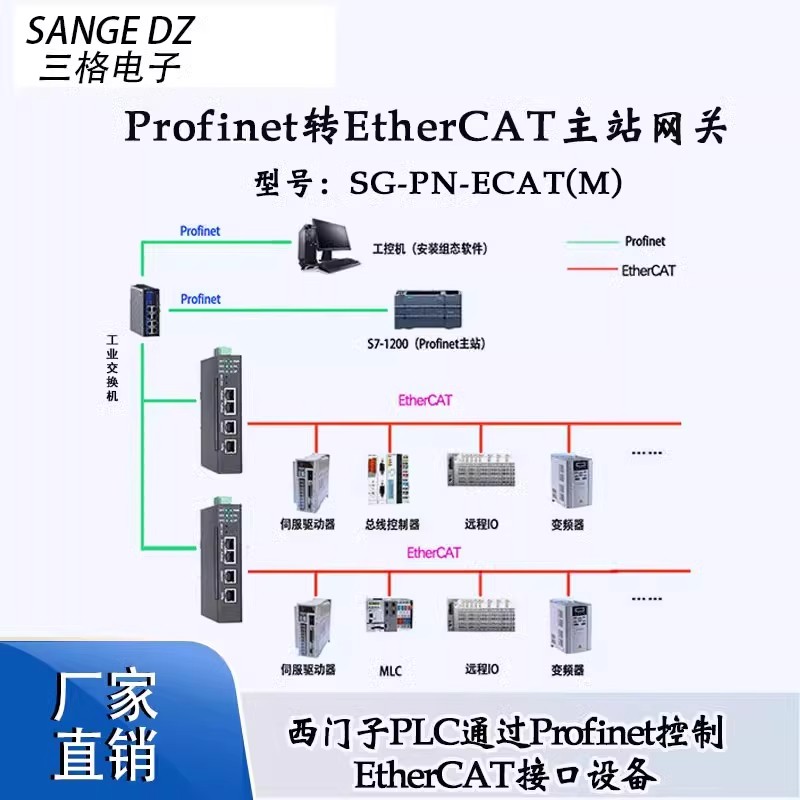
打破协议壁垒!三格电子Profinet转EtherCAT主站网关,让工业设备自由对话



评论