 工业智能网关集成方案:实现兄弟CNC与三菱PLC的数据互通
工业智能网关集成方案:实现兄弟CNC与三菱PLC的数据互通


一、项目背景
苏州工业园区某液压阀体厂,2024年新增12台「兄弟Brother S700X1」高速钻攻中心,机床自带OPCUA服务器(版本1.04,端口4840)。原有产线主控为2018年投运的「三菱系列FX5U-64MT/ES」PLC,通过CC-LinkIEFB(下文简称CCLKIE)总线驱动28台远程I/O模块和变频器。
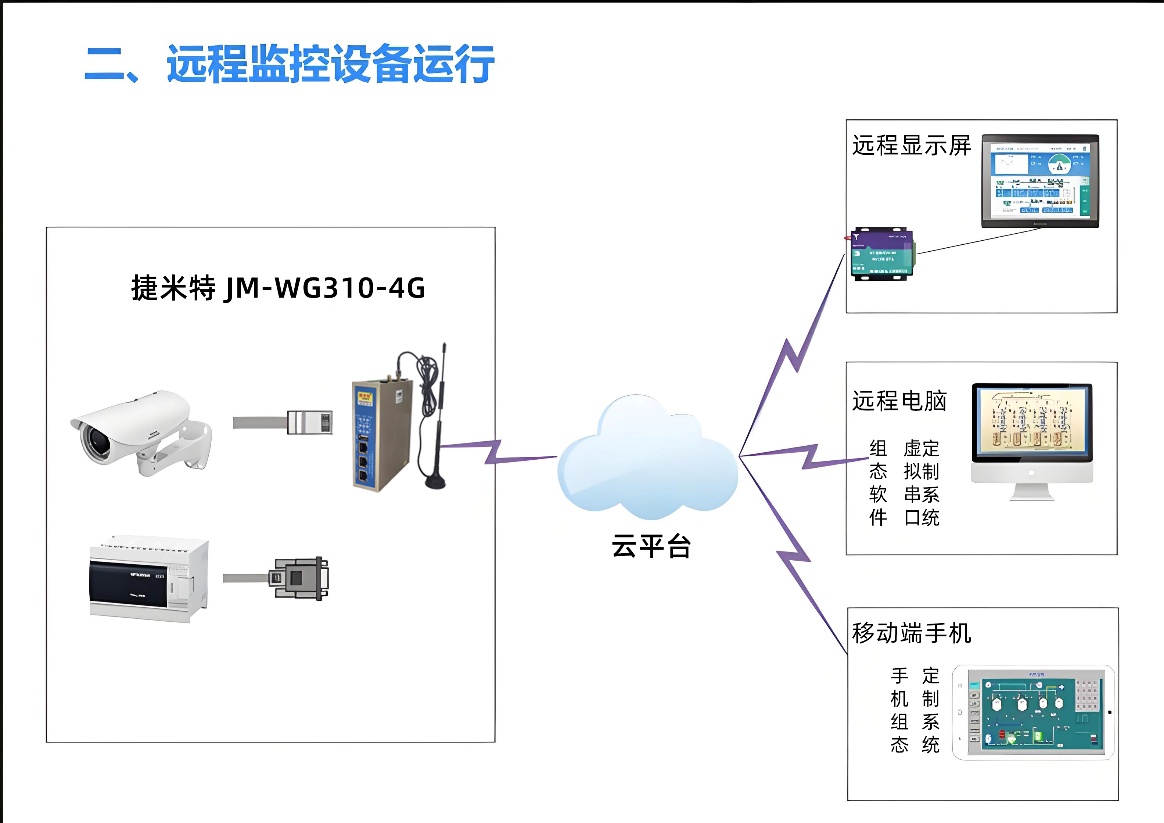
管理层希望把CNC的实时产量、主轴负载、报警代码送到PLC,由PLC完成“加工完成-托盘切换-启停水泵”等逻辑,同时把关键数据通过MQTT推给云端MES。
难点:FX5U只做CCLKIE主站,不具备OPCUAClient;而BrotherCNC只开放OPCUA。协议封闭、时钟域不同,二者无法直接对话。
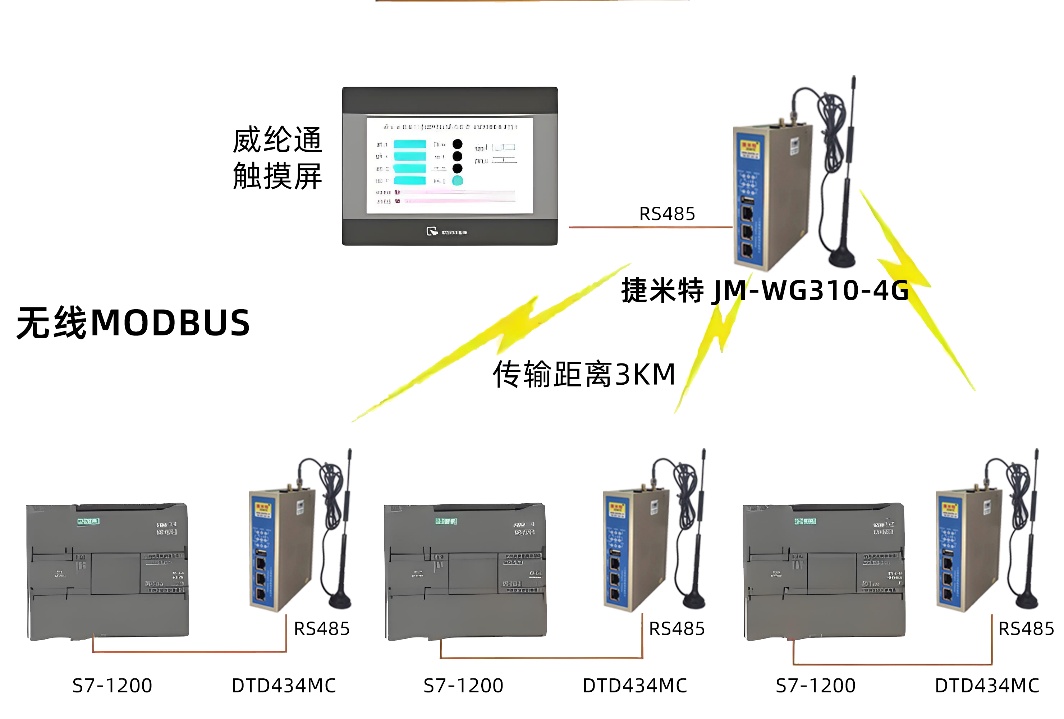
最终选用捷米特JM-OPCUA-TCP工业智能网关,一端做OPCUAClient采集CNC,一端做CCLKIE从站接入FX5U,实现毫秒级数据映射。
二、网络拓扑与设备清单
1.控制层
·三菱FX5U-64MT/ES(固件1.220)×1
·三菱CCLKIE远程I/O模块NZ2GF2B1-16D/16T共28台
2.执行层
·BrotherSpeedioS700X1数控钻攻中心×12(NC版本B00-05,OPCUA启用)
3.转换层
·捷米特JM-OPCUA-TCP物联网智能网关(下文简称“网关”)
4.监控层
·兄弟CNC远程桌面软件BrotherLink2.4(用于OPCUA节点浏览)
三、硬件接线
·CNC→网关:S700X1标配千兆网口,12台通过TP-LINKTL-SG1016DT千兆交换机级联,划分VLAN10,仅开放4840端口。
·网关→PLC:网关第二网口直连FX5U内置以太网口(支持CCLKIE协议,100M全双工)。
·电源:网关24VDC/3W取自同一条DIN导轨开关电源,与PLC共地,避免浮地干扰。
四、CNC侧OPCUA服务器配置
1.在BrotherLink软件“网络”页签勾选“启用OPCUAServer”,匿名登录设为“开启”,安全策略保留“None”方便调试(后期可改为Basic256Sha256)。
2.浏览节点,确认关键变量:
·ns=2;s=Channel1.MachineStatus(运行状态0/1)
·ns=2;s=Channel1.SpindleLoad(主轴负载%,Real32)
·ns=2;s=Channel1.PartCount(工件计数UInt32)
·ns=2;s=Channel1.AlarmNumber(报警号UInt16)
3.把12台CNC的“设备名称”依次设为CNC01~CNC12,方便网关批量导入。

五、捷米特JM-OPCUA-TCP边缘计算网关参数设定
1.通过USB-C口接入PC,打开捷米特专用配置软件GatewayConfigV3.7。
2.“协议1”选择OPCUAClient:
·扫描网段192.168.10.10~22,扫描到12台CNC;
·批量添加节点,设置采样间隔200ms,订阅发布间隔200ms;
·数据缓存区长度1440字节(每台120字节×12)。
3.“协议2”选择CCLKIESlave:
·站号1,占用4逻辑站(128字节输入/128字节输出,刚好覆盖1440字节);
·波特率1Gbps;
·输入输出映射表自动生成:
o输入区(PLC→网关)地址W0~W127,用于写命令,如“请求复位计数”。
o输出区(网关→PLC)地址W1000~W1127,存放12台CNC实时数据。
4.点击“下载”,网关自动重启,整体配置耗时<5min。

六、PLC侧GXWorks3编程
1.在“以太网配置”里把网关当作CCLKIE从站添加,站号1,占用4站。
2.软元件分配:
·输出刷新到D1000~D1127(对应网关输入W0~W127)
·输入刷新到D2000~D2127(对应网关输出W1000~W1127)
3.梯形图示例(节选):
·LDD2000(CNC01运行状态)
ANDD2002(主轴负载>85%)
OUTM0(置位“高负载”报警)
·当D2004变化沿触发INCD3000(产量计数)
4.开启“简单CPU间通信”功能块,将D3000每30s通过MQTT发布到阿里云。
七、调试过程与关键点
·时间同步:12台CNC与网关均关闭SNTP,统一以PLC为基准,避免OPCUA时间戳差异导致误判。
·数据完整性:先单台CNC调试,确认PartCount变化一次,PLC侧D2004立即+1,误差0。
·网络隔离:OPCUAVLAN与办公网物理隔离,防止广播风暴影响CCLKIE实时帧。
·冗余机制:网关掉线后PLC检测不到刷新,超过2s自动停机并亮黄灯,保证安全。
八、运行效果
1.节拍提升:原来人工抄录产量→MES需5min/次,现在200ms自动刷新,整体稼动率统计滞后由15min缩短至1s。
2.质量追溯:主轴负载突升>100%时,PLC立即暂停下料,半年内铝件报废率从1.8%降至0.9%。
3.运维成本:网关IP20金属外壳,-25~55℃稳定运行,已7×24h连续工作6个月无重启。
4.扩展便利:第13台CNC到位时,仅需要在网关配置软件里勾选新增节点,PLC侧无需更改硬件,真正实现“即插即生产”。
九、结论
通过捷米特JM-OPCUA-TCP工业智能网关,现场在“零停机、零外挂PC”的前提下,把OPCUA数控世界与CCLKIE控制世界无缝缝合。三菱FX5U继续发挥高速逻辑特长,兄弟S700X1也保持原生数控精度;捷米特网关以200ms周期稳定摆渡1440字节数据,让CNC车间真正迈入“设备会说话、数据能流动”的智造新阶段。
·(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
plc
+关注
关注
5055文章
14970浏览量
489665 -
CNC
+关注
关注
8文章
475浏览量
41199 -
智能网关
+关注
关注
6文章
960浏览量
51987
发布评论请先 登录
CC LINK IE转CANOPEN,三菱PLC和温度变送器‘原地结婚’—网关这波‘绝绝子

神奇!耐达讯自动化CClinkie转Ethernet Ip网关打破协议枷锁,让三菱PLC与IO模块高效协同运转

工业现场CClink转EtherNET网关配置KUKA机器人到三菱PLC

一网打通!PROFINET转CCLINK网关实现西门子/三菱PLC毫秒级协同
CCLKIE转智能网关实现锅炉房西门子PLC与三菱PLC通讯案例

工业智能网关实现兄弟CNC和三菱PLC通讯的配置案例

西门子200SMART如何无线联三菱FX3U? 御控工业网关实现多站点PLC无线通讯集中控制!
三菱PLC数据采集实现变频器远程监控与远程控制

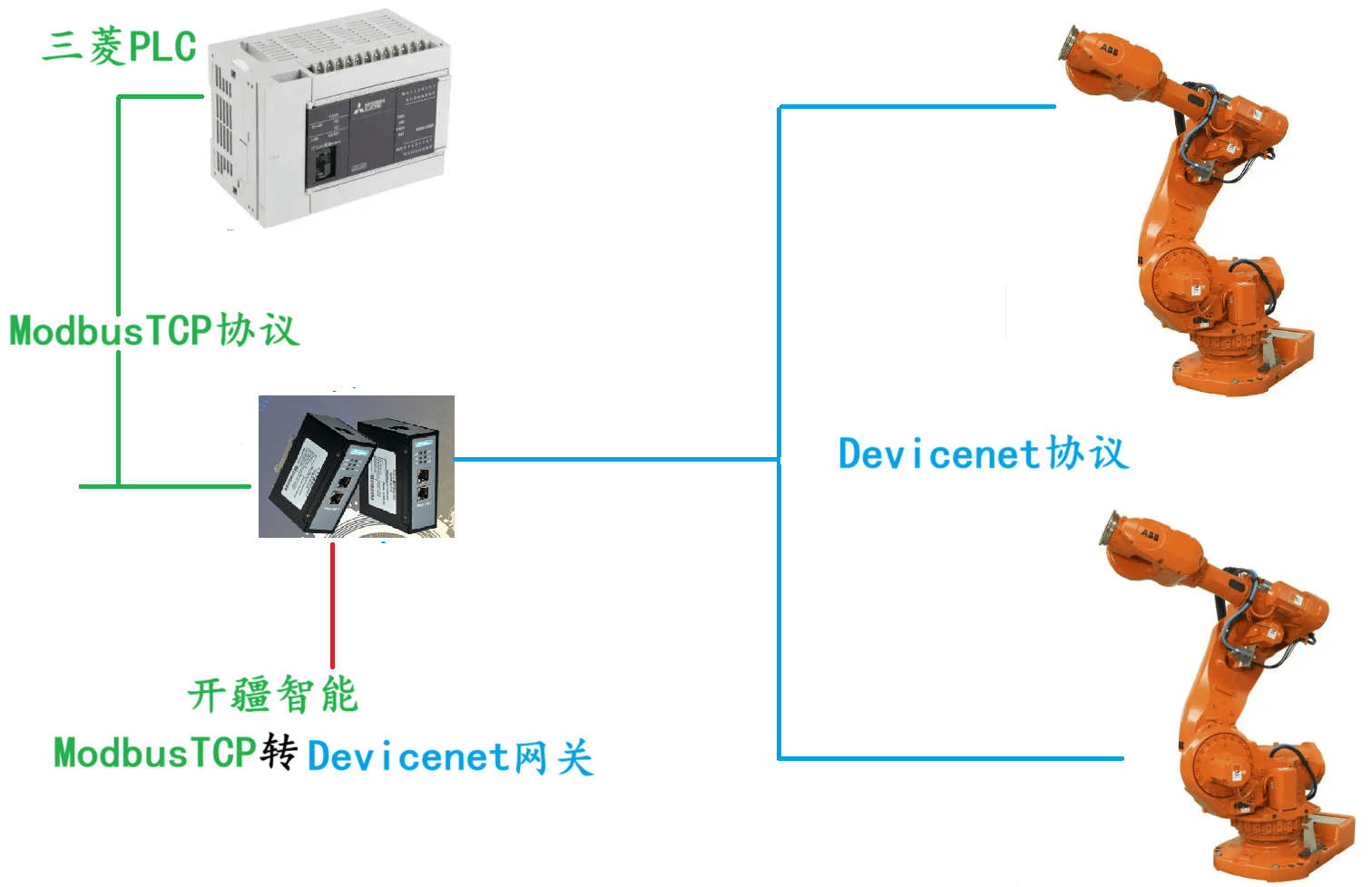
开疆智能ModbusTCP转Devicenet网关连接三菱PLC与ABB机器人配置案例
如何破解三菱PLC与西门子PLC的通讯难题

三菱PLC如何实现与西门子PLC的profinet通讯?

三菱PLC与西门子PLC如何实现485通讯?

三菱PLC与西门子PLC如何实现互通?看这篇就够了!

如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!




评论