 医药冻干产线中三菱PLC借助EtherCAT转CCLKIE网关实现EtherCAT伺服高效通信
医药冻干产线中三菱PLC借助EtherCAT转CCLKIE网关实现EtherCAT伺服高效通信


一、项目背景
某生物制药企业冻干机生产线,核心控制设备为三菱 FX5U PLC(CCLKIE 主站),需驱动 3 台松下 A6 EtherCAT协议伺服电机(冻干仓门启闭电机、搁板升降电机、真空泵调速电机),实现冻干过程的精准控制 —— 仓门启闭定位误差≤0.5mm、搁板升降速度波动≤±0.1mm/s、真空泵转速控制精度 ±10rpm,且需满足 GMP 对数据追溯的要求。传统采用 “CCLKIE 转 RS485+RS485 转 EtherCAT” 级联方案,存在通讯延迟超 120ms、伺服同步误差超 4ms、数据丢包致追溯断层等问题,导致冻干周期延长 15%,不合格品率达 3.5%。最终选用远创智控 YC-ECTM-CCLKIE协议网关(EtherCAT主站 + CCLKIE 从站),构建合规且稳定的通讯链路。

二、项目痛点
1.协议异构致控制精度不足:三菱 PLC 的 CCLKIE 协议与 EtherCAT伺服不兼容,传统方案通讯成功率仅 88%,仓门启闭指令延迟超 120ms,定位误差达 1.2mm,搁板升降速度波动 ±0.3mm/s,影响冻干工艺稳定性。
2.多轴同步偏差大:仓门启闭与真空泵启动需同步(仓门关闭到位后 1s 内启动真空泵),传统方案同步误差超 4ms,易出现真空泄漏,冻干药品受潮报废。
3.抗扰与合规性差:车间洁净区高频灭菌设备产生电磁干扰,传统设备数据丢包率超 2.5%,日均通讯中断 1 次,恢复需 2 小时;无本地缓存,数据丢失致无法满足 GMP 追溯要求,面临合规风险。
4.运维低效成本高:无远程诊断功能,故障需拆检冻干机外壳排查(洁净区拆检后需重新灭菌),处理时间超 4 小时,单次灭菌成本超 5000 元。
5.PLC 负载过高:PLC 需同时处理冻干逻辑控制与数据转发,CPU 负载≥75%,急停响应延迟≥25ms,增加设备碰撞损坏风险。
三、远创智控 YC-ECTM-CCLKIE网关功能简介
网关深度整合工业网关、物联网网关、边缘计算网关、智能网关、数据采集器五大核心能力,适配医药行业需求:
1.工业网关双协议转换:作为 EtherCAT主站可管理 8 轴伺服,支持 100Mbps 以太网传输;作为 CCLKIE 从站无缝对接三菱 PLC,双向转换延迟≤25ms,保障工艺指令实时性,符合冻干过程精准控制要求。
2.工业级稳定与合规:IP30 防护、-40~85℃宽温(适配冻干机房温湿度波动)、抗 15kV 静电,符合 EN 61000-6-4 电磁标准;支持 GMP 合规的数据加密传输,避免信息泄露。
3.边缘计算网关优化:本地执行同步校准(仓门与真空泵同步误差≤1ms)、工艺参数滤波(搁板速度波动降至 ±0.1mm/s),减少无效数据传输,将 PLC CPU 负载降至≤35%。
4.智能网关远程运维:支持以太网接入运维平台,实时监控伺服状态(转速、扭矩)、通讯参数(丢包率),远程修改配置(无需拆检冻干机),故障处理≤25 分钟,降低灭菌成本。
5.数据采集器+ 物联网网关:64MB 本地缓存(断电保持 96 小时,满足 GMP 数据留存要求),通讯恢复自动补传;通过物联网网关将冻干工艺数据(温度、转速、时间)上传至云端 MES,实现全流程追溯。
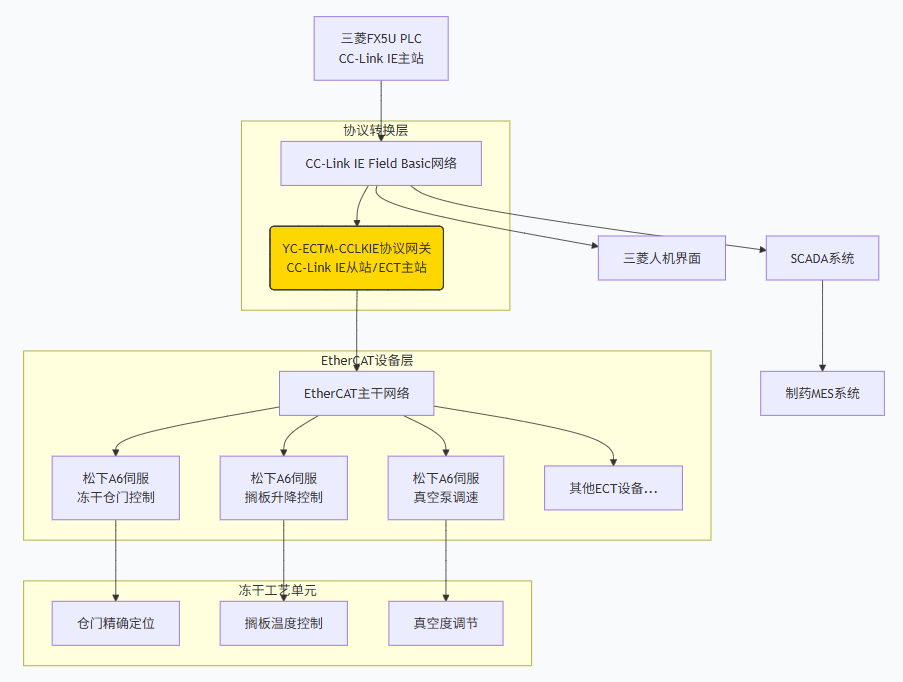
四、系统结构拓扑图
五、解决方案
1.协议衔接与合规:网关 CCLKIE 从站通过 GX Works3 组态,映射 32 字节输入(伺服状态、传感器数据)与输出(工艺指令);EtherCAT主站设 100Mbps 以太网,扫描 3 台伺服(ID1-3),启用分布式时钟同步,数据传输加密符合 GMP 要求,形成 “指令 - 执行 - 追溯” 闭环。
2.同步与抗扰设计:边缘计算网关运行同步算法,控制仓门与真空泵误差≤1ms;EtherCAT总线用双绞屏蔽线(阻抗 100Ω),远离灭菌设备≥1.8 米;双 24VDC 冗余供电,避免断电致数据丢失。
3.运维与追溯优化:智能网关远程监控,减少洁净区拆检;数据采集器缓存保障数据完整,物联网网关上传 MES,满足 GMP 追溯要求,降低合规风险。
六、实施过程
1.前期准备:确认伺服 EtherCAT寄存器、PLC 映射表,安装 GX Works3 与 YC-Config 软件;制定洁净区布线方案(避免破坏无菌环境)。
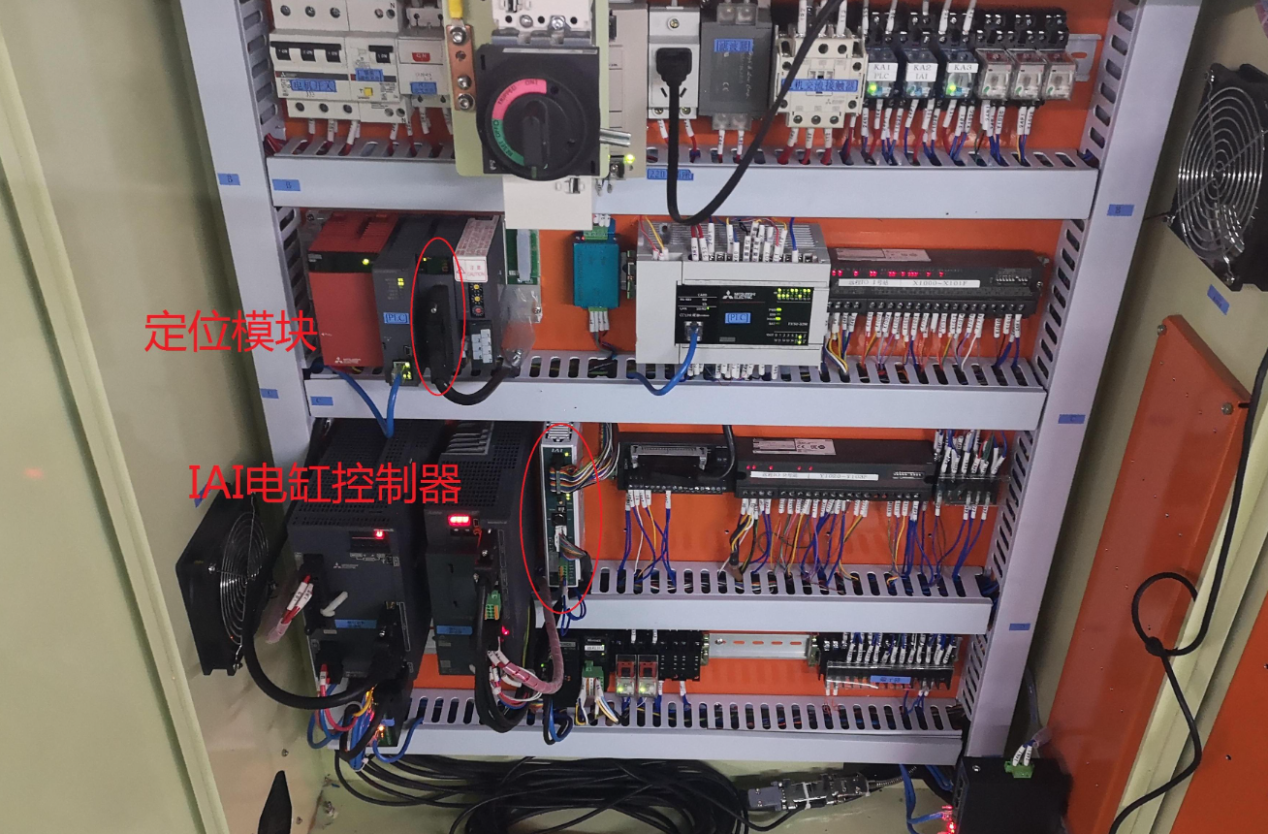
2.硬件部署:网关固定于冻干机旁独立控制柜(非洁净区),通过穿墙板连接 CCLKIE/EtherCAT线缆,接冗余电源与报警器。
3.参数配置:设网关 IP 、EtherCAT同步周期 1ms;PLC 编写程序,关联 HMI 工艺参数显示控件。
4.联调测试:验证指令延迟≤25ms、同步误差≤1ms、数据加密传输;连续 72 小时运行,丢包率 0%,数据完整度 100%。
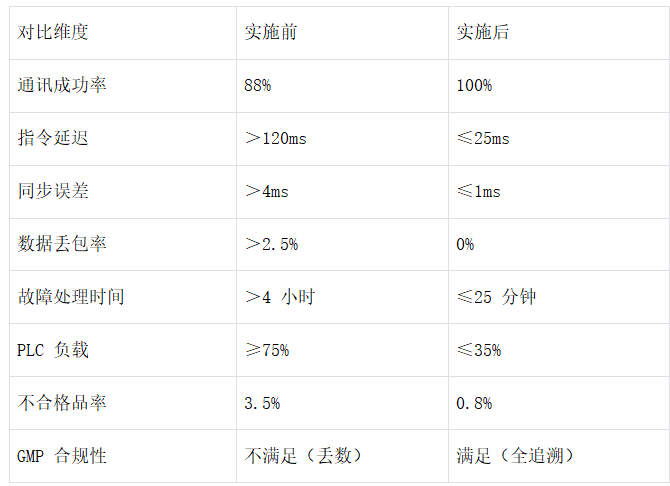
七、应用效果与前后对比
八、前景行业推荐
1.智能装备(医疗机器人):手术机器人关节 EtherCAT伺服与三菱 PLC 通讯,网关低延迟(≤25ms)满足手术精度,智能运维减少停机。
2.半导体(芯片封装):封装设备贴装伺服需微米级控制,网关同步误差≤1ms 适配要求,物联网网关传数据至云端做预测性维护。
3.自动化(精密检测设备):零部件尺寸检测设备的伺服定位,网关抗扰设计适配车间环境,数据采集器保障检测数据完整。
九、总结
本方案以远创智控YC-ECTM-CCLKIE智能网关解决医药冻干机生产线协议异构、同步精度、合规追溯等痛点,实现 PLC 与 EtherCAT伺服的精准控制与 GMP 合规。方案不仅适配医药行业,更可复制至智能装备、半导体等前景领域,为工业设备互联提供 “精准 + 合规 + 高效” 的支撑,助力企业降本增效、推进数字化转型。
《具体内容配置过程及其他相关咨询请与武工留言交流》
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14803浏览量
488521 -
网关
+关注
关注
9文章
6942浏览量
56557 -
ethercat
+关注
关注
20文章
1580浏览量
46111
发布评论请先 登录
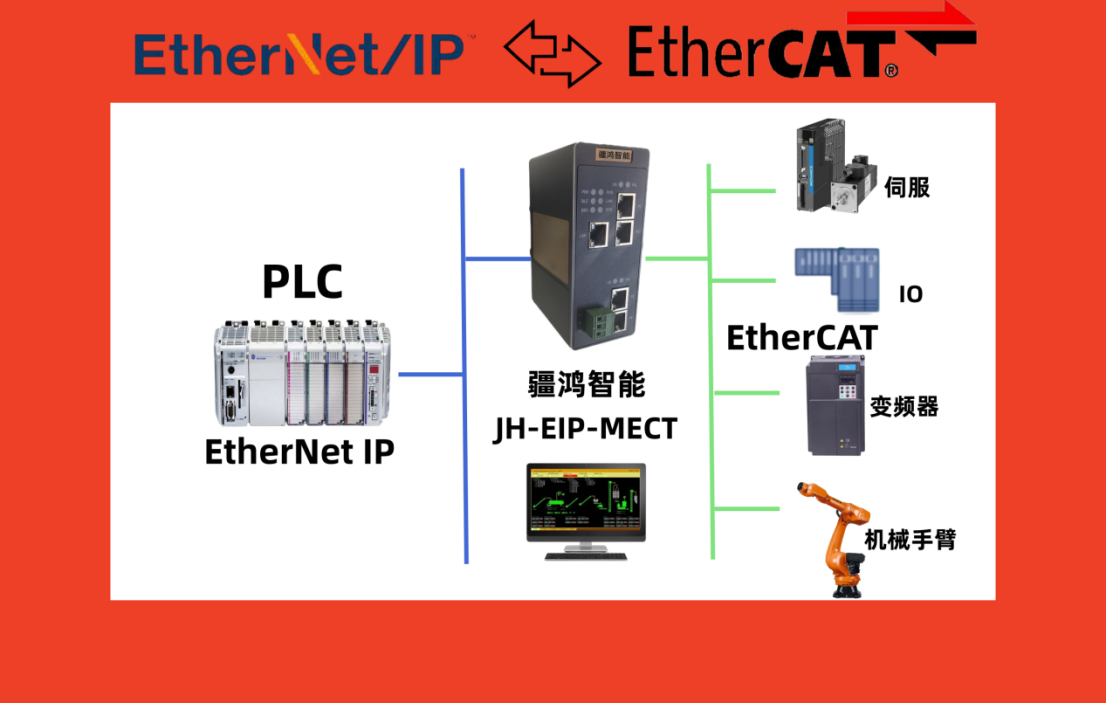
疆鸿智能ETHERNET IP转EtherCAT网关:驱动汽车焊接产线高效协同的核心引擎
CC-Link IE FB转EtherCAT协议转换网关实现汇川PLC与三菱PLC通讯在机械设备制造厂的应用案例

转EtherCAT网关在欧姆龙PLC与三菱伺服精密装配通讯中的改造实践

大型选矿厂汇川PLC借CCLKIE转EtherCAT网关驱控多伺服实战案例

医药冻干机生产线三菱 PLC通过EtherCAT转CCLKIE工业智能网关与EtherCAT伺服进行数据交互应用案例

EtherCAT转CCLKIE PLC智能网关实现光伏电站设备互联方案

EtherCAT转CCLKIE工业智能网关实现光伏设备高效互联实践

EtherCAT转CCLKIE智能网关实现三菱FX5U-64MT/ES与汇川SV660N伺服驱动器通讯的配置案例

CCLKIE转EtherCAT网关配置:三菱PLC与汇川伺服通信最佳实践
耐达讯RS232转Ethercat网关:建筑驱动连接的“秘密武器”
CAN转EtherCAT:化工行业高效通信的“破局者”
耐达讯CAN转EtherCAT网关,变频器通信升级的“真香”指南
让电磁阀“听懂”EtherCAT:耐达讯CAN转EtherCAT网关
如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!




评论