 西门子PLCS7-300通过以太网模块实现840DSL数控机床数据采集与监控
西门子PLCS7-300通过以太网模块实现840DSL数控机床数据采集与监控

在高端装备制造领域,西门子840DSL数控系统凭借其高精度、高可靠性和强大的加工能力,广泛应用于航空零部件、精密模具等高端制造场景。然而,某航空零部件制造企业的实际生产中,其配套的西门子S7-300PLC(型号CPU315-2DP)因缺乏原生以太网接口,导致与上位机监控系统、触摸屏等设备的通信严重受阻。具体表现为:
1.数据孤岛现象突出:S7-300PLC仅配备MPI/DP接口,无法直接接入车间级工业以太网,导致加工参数、设备状态等关键数据无法实时上传至MES系统,生产决策依赖人工巡检,效率低下。
2.多设备协同困难:操作人员需通过触摸屏(型号KTP1200)查看设备运行状态,但传统MPI通信速率仅187.5Kbps,数据刷新延迟达2秒以上,无法满足高速加工(如钛合金叶片铣削)的实时监控需求。
3.系统扩展成本高昂:若采用西门子原装CP343-1以太网模块,单台成本超5000元,且需重新配置PLC硬件组态,改造周期长达2周,严重影响生产进度。

二.解决方案:捷米特ETH-S7300-JM01模块实现"即插即用"通信升级
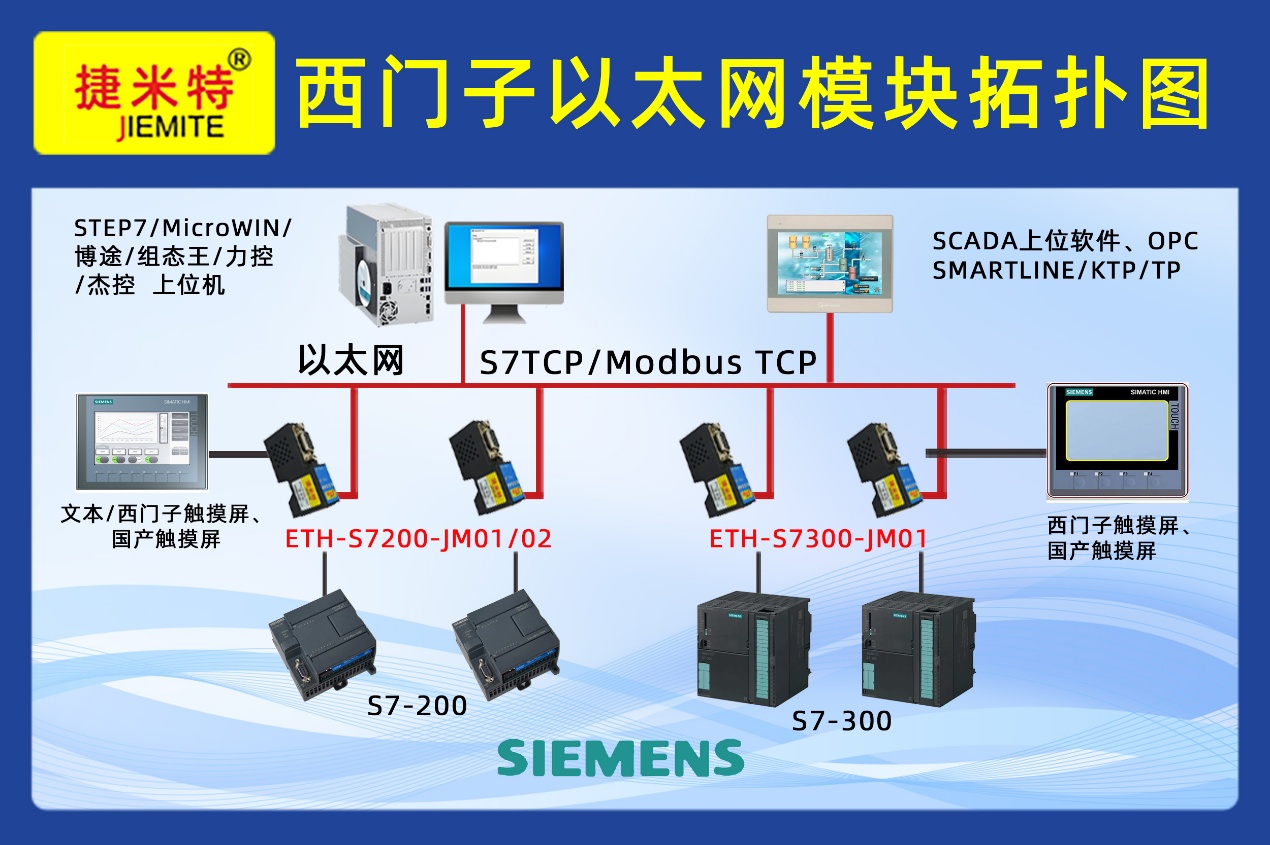
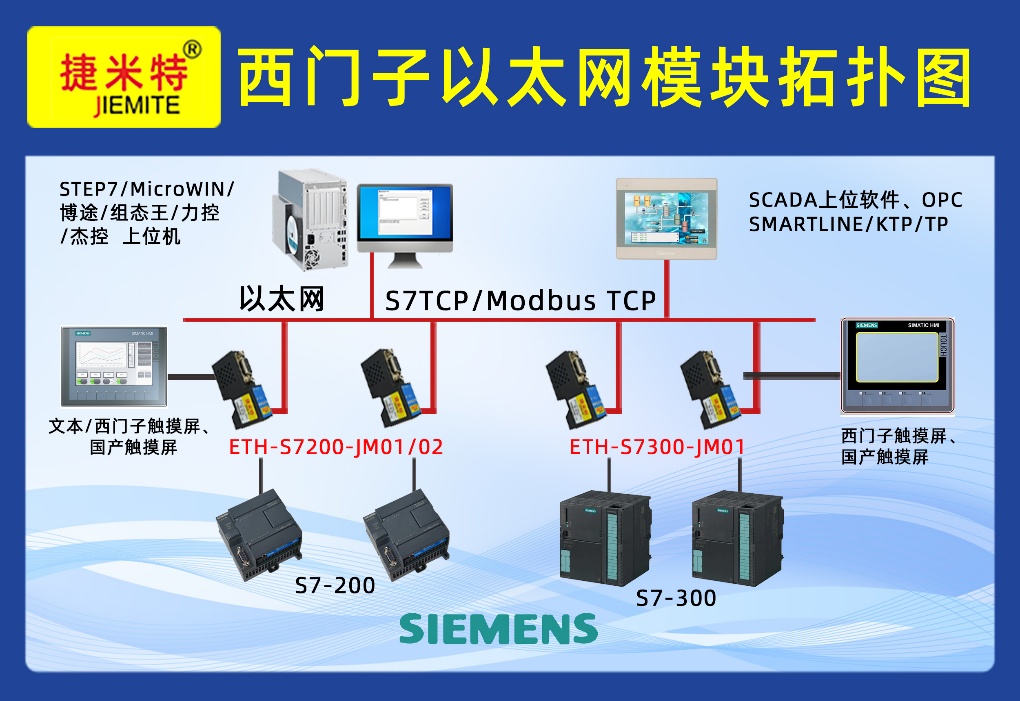
针对上述痛点,企业引入捷米特ETH-S7300-JM01直通型以太网模块,构建"PLC-以太网模块-工业交换机-多终端"的通信架构,具体实施步骤如下:
1.硬件部署:模块化设计简化安装流程
l PLC端连接:将ETH-S7300-JM01模块直接插入S7-300PLC的MPI/DP端口,模块尺寸仅120mm×80mm×30mm,适配标准导轨安装,无需额外机柜空间。
l 网络拓扑构建:通过超五类网线将模块接入车间级工业交换机(型号西门子SCALANCEX208),与840DSL数控系统(型号SINUMERIK840DSL)、KTP1200触摸屏、上位机(配置研华IPC-610L工控机)组成100Mbps局域网,子网掩码设置为255.255.255.0。
l IP地址分配:为ETH-S7300-JM01模块分配固定IP地址192.168.1.100,与840DSL数控系统(192.168.1.10)、触摸屏(192.168.1.20)、上位机(192.168.1.30)处于同一网段,确保通信可达性。
2.通信协议配置:透明桥接实现协议无缝转换
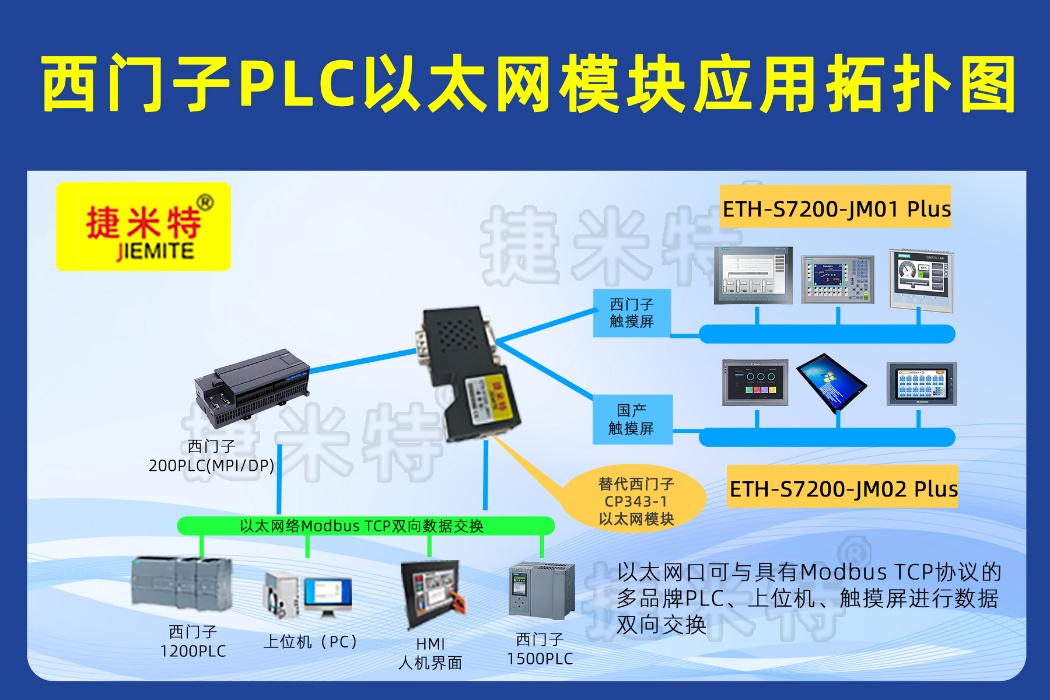
l MPI到以太网转换:JM-ETH-S7300-JM01网关模块内置协议转换引擎,将S7-300PLC的MPI物理层信号透明转换为标准TCP/IP以太网帧,支持S7Communication协议,可直接与西门子S7系列设备通信。
l 多协议兼容性:模块同时支持ModbusTCP协议,通过扩展RS485接口可连接第三方传感器(如基恩士IL-1000激光位移传感器),实现加工尺寸的实时采集。
l 参数透明继承:模块以桥接模式工作,原有MPI通信参数(地址2、波特率187.5Kbps)保持不变,无需修改S7-300PLC的硬件组态或用户程序,改造过程零停机。
3.上位机与触摸屏集成:双终端实时监控架构
l 上位机监控系统:在上位机安装WinCCV7.5组态软件,通过"S7Communication"协议建立与ETH-S7300-JM01模块的连接,直接绑定S7-300PLC的DB1.DBW0(主轴转速)、DB2.DBD4(进给速度)等地址,实现加工参数的实时曲线显示与历史数据存储。
l 触摸屏本地监控:在KTP1200触摸屏中配置"ModbusTCP"驱动,指定模块IP地址192.168.1.100与端口号502,读取S7-300PLC的Q0.0(设备运行状态)、I0.5(急停信号)等位地址,构建本地化操作界面,支持一键启停与故障复位功能。
l 数据同步机制:通过交换机启用IGMPSnooping组播优化,确保上位机与触摸屏的数据刷新周期均控制在200ms以内,满足高速加工场景的实时性要求。
三.应用成效:通信效率与系统可靠性双提升
改造后,该企业实现以下显著效益:
1. 通信速率飞跃:MPI(187.5Kbps)升级至百兆以太网,关键数据传输延迟从2秒降至0.2秒,主轴转速监控响应时间缩短90%,有效避免因通信滞后导致的加工超差。
2. 系统集成成本降低:采用ETH-S7300-JM01模块(单价1800元)替代CP343-1模块,单台设备节省硬件成本64%,改造周期从2周缩短至2天,综合投资回报期仅3个月。
3. 生产透明化:上位机实时采集840DSL数控系统的加工数据,结合MES系统生成OEE(设备综合效率)报表,设备利用率从78%提升至92%,年产能增加1200万元。
4. 扩展性增强:以太网架构支持未来AGV调度系统、视觉检测设备等智能单元的快速接入,为数字化车间建设奠定基础。
四.技术启示:模块化通信方案引领工业网络升级
本案例证明,捷米特ETH-S7300-JM01以太网模块凭借其"即插即用"特性、多协议兼容性与高性价比,成为破解传统PLC通信瓶颈的理想选择。在工业4.0与"双碳"目标驱动下,此类模块化通信方案将加速老旧设备智能化改造进程,为高端装备制造、新能源、半导体等行业的数字化转型提供关键技术支撑。
更多详细内容或具体配置过程可咨询羽工。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6188浏览量
181560 -
西门子
+关注
关注
98文章
3374浏览量
120718 -
数据采集
+关注
关注
42文章
8325浏览量
121249 -
数控机床
+关注
关注
19文章
877浏览量
49870
发布评论请先 登录
西门子 S7-300 PLC 通过 MPI 以太网模块与上位机通讯实现饮料生产线状态监控的应用配置案例

西门子S7-300系列PLC借助于MPI转以太网模块同时与S7-1200PLC和触摸屏、变频器通讯案例

西门子S7-300系列PLC借助于以太网转换模块同时与S7-1200PLC和触摸屏、通讯案例

S7-300通过以太网转换模块实现与S7-1200及触摸屏的多设备通信方案

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子PLC跨代通讯:SMARTS7-200与S7-1500以太网模块组网控制数控机床
西门子S7-300PLC+以太网模块:840D数控机床与上位机高速通信解决方案
西门子S7-300PLC MPI转以太网通讯模块在西门子840D数控系统中的应用案例

西门子S7-300PLC MPI转以太网通讯模块在840DSL数控系统中的应用案例
MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例





评论