 明治案例 | 高精度玻璃管内径检测:工业视觉技术如何破解医疗制造难题?
明治案例 | 高精度玻璃管内径检测:工业视觉技术如何破解医疗制造难题?

在医疗器材精密制造领域,一根玻璃管的内径尺寸偏差可能直接影响注射器给药精度、试管检测结果准确性。
某医疗器械企业曾面临这样的困境:生产线上的玻璃管内径检测依赖人工抽检,不仅效率低下,更因0.5mm的误差容忍阈值导致大量产品需返工。
场景需求
对医用玻璃管内径进行全检
检测精度:±0.5mm(玻璃管内径范围φ5mm-φ20mm)
漏杀率:0%
视野要求:单视野覆盖玻璃管端面及标记点
节拍要求:≤0.3秒/件(生产线速度120m/min)
解决方案
配置清单

硬件系统:打造"透视眼"检测平台
500万像素相机:黑白全局快门设计,在2448×2048分辨率下,单像素尺寸可精确至0.02mm
50mm定焦镜头:通过精密光学计算,实现50mm×40mm视野覆盖,完美容纳玻璃管端面及追溯标记点
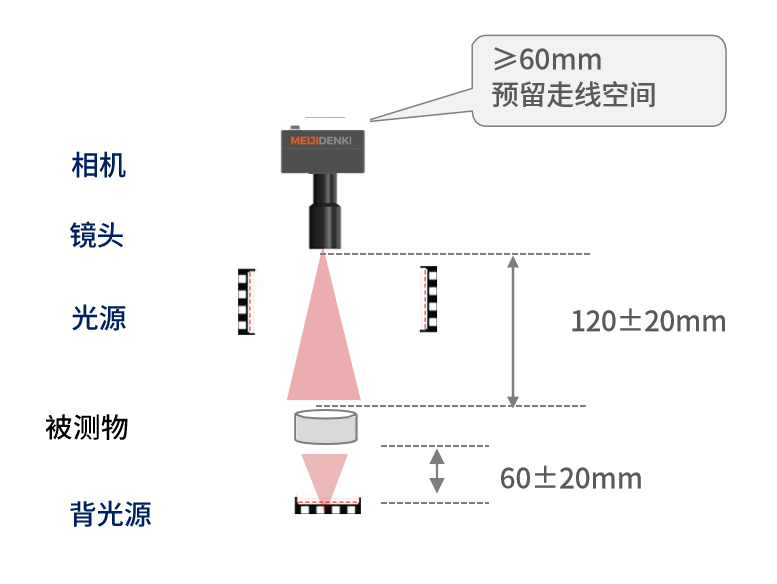
零角度环形光源:白色LED环形阵列与镜头同轴设计,有效消除玻璃表面反光干扰,使内壁边缘清晰可见
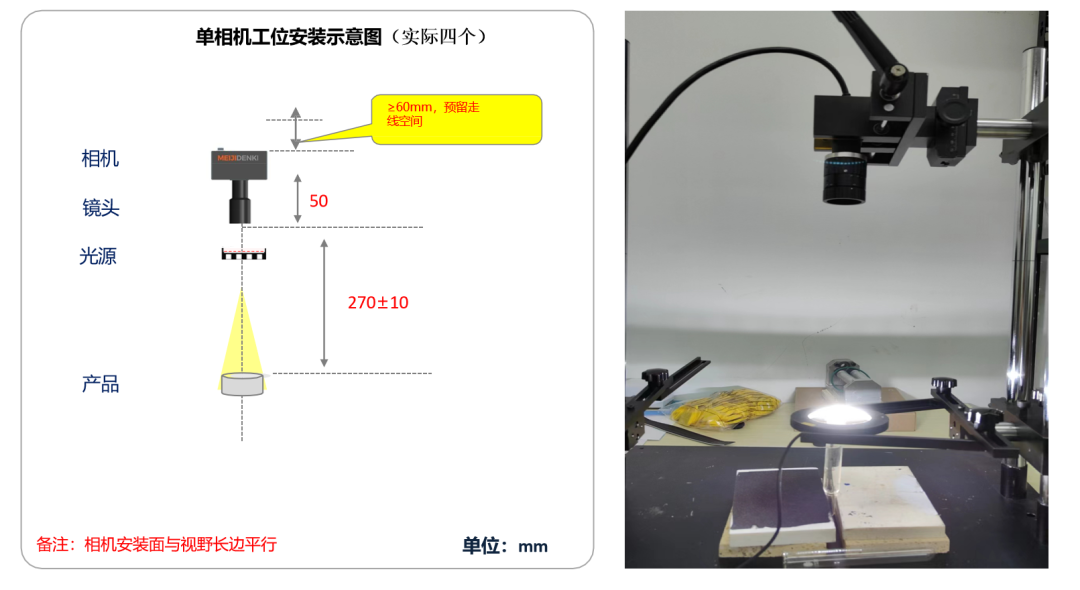
光学设计:让透明材质"现出原形"
针对玻璃材质的透光特性,进行角度控制:零度入射光避免镜面反射
算法突破:构建智能检测"双保险"
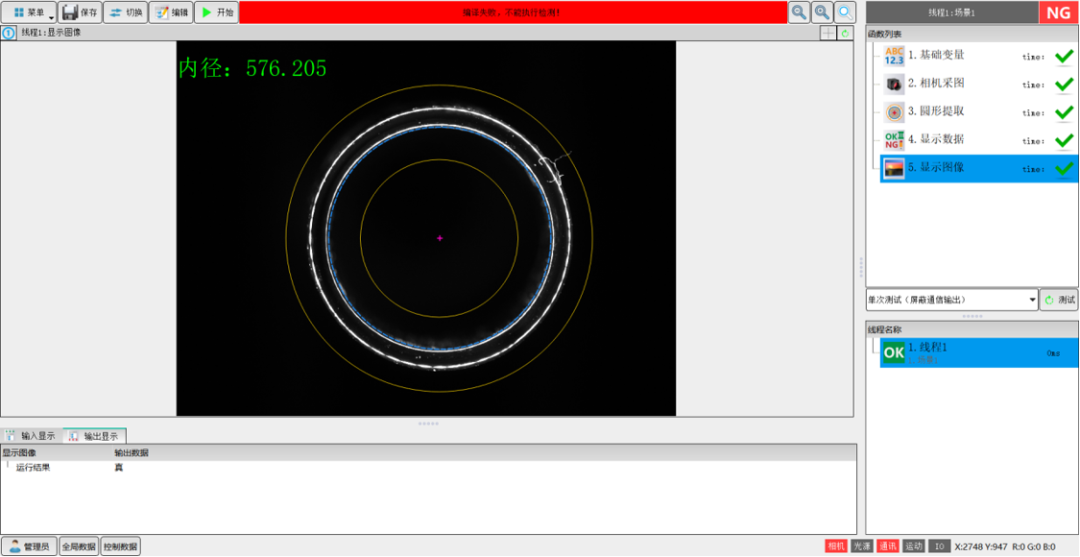
亚像素边缘检测:通过Canny算子实现1像素级边缘定位,将理论检测精度提升至0.2mm
椭圆拟合补偿:采用改进Hough变换算法,自动校正玻璃管椭圆度变形,确保测量准确性
成像效果

实战数据:超越客户预期的检测性能
在某医疗企业的产线实测中,明治该视觉检测系统展现出卓越性能:
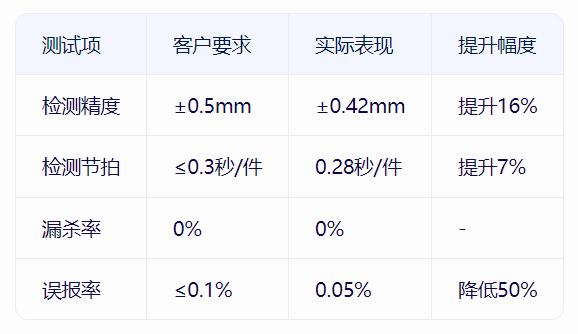
这套玻璃管内径检测方案的成功实践,为高精度透明件检测提供了可复制的解决方案;目前该技术已延伸至其他透明物的尺寸测量应用中。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
检测
+关注
关注
5文章
4930浏览量
94286 -
工业视觉
+关注
关注
0文章
114浏览量
7509
发布评论请先 登录
相关推荐
热点推荐
索尼FCB-EV9520L与CM2001S:精密仪器视觉检测的黄金组合
能力,已成为半导体封装、汽车制造、医疗影像等高精度场景的核心视觉组件。这一组合通过硬件协同与算法优化,重新定义了精密仪器视觉
手机玻璃、拆码垛、高精度测量……背后的3D视觉功臣是谁?
在工业自动化与智能制造的浪潮中,3D视觉成像技术成为工业机器人实现精准感知、灵活作业的核心支撑,如同为机器人装上了“智慧之眼”。该


医疗领域UV胶的高精度粘合技术及应用前景
在现代医疗设备制造中,精密组装对胶粘技术提出了极高要求,尤其是在微小部件的连接中,传统焊接或机械固定方式难以满足尺寸精度、生物相容性与生产效率的综合需求。UV胶凭借其纳米级浸润性、快速

同轴光源:机器视觉的"精准之眼",破解高反光表面检测难题
在智能制造的时代洪流中,机器视觉技术正以前所未有的速度重塑着工业检测的格局。而在众多视觉光源中,
思奥特智能机器视觉光源:以光为笔,绘就工业检测新图景
专业的研发团队与丰富的行业经验,打造出多款高性能机器视觉光源产品,为工业检测领域注入了新的活力。 一、技术突破:以光为媒,破解

在电子制造的高精度领域中,芯片引脚的处理工艺
致性。
整形设备的技术核心在于高精度视觉定位与微米级力控执行。例如,业界先进设备(如上海桐尔科技的芯片引脚整形机)通常配备高分辨率视觉系统,可自动识别引脚位置与形变量,并驱动精密调整机
发表于 10-30 10:03
明治案例 | 汽车天窗全自动视觉检测系统,螺丝、胶点全覆盖
汽车天窗作为车辆的重要部件,其装配质量直接影响密封性、安全性及用户体验。传统人工检测存在效率低、漏检率高、主观性强等问题,而工业视觉传感技术通过高精
三坐标测量仪:高精度测量内径检测手段及其实际运用
在工业制造领域中,内径尺寸的精准度直接关系到产品的装配性能、运行稳定性乃至使用寿命。传统检测方法如卡尺、内径千分尺等难以满足

汇川技术S2.0系列相机颠覆工业视觉
当工业制造向 “μm级精度、ms级响应” 全力冲刺,传统工业相机已成为明显拖后腿的 “短板”。对此,汇川全球首个全系列 GMSL 工业
立仪光谱共焦技术破解 3C 制造中的 mini LED 与屏幕检测难题
传感器凭借 A 系列、D 系列、E 系列产品的 50 纳米重复精度及多材质适应性,成为 3C 行业质检环节的 “终极武器”。本期将深入解析其三大经典应用案例,揭秘如何破解精密制造中的检测
索尼FCB-EV9520L在汽车总装线视觉检测中的高精度应用方案
的关键技术。索尼FCB-EV9520L作为一款集成高精度成像、智能算法与工业级稳定性的全高清摄像机模组,凭借其四大核心技术优势,为汽车总装线视觉
海伯森3D闪测传感器,工业检测领域的高精度利器
优势,解决了接触式测量在效率、精度、适应性上的瓶颈,尤其适合大批量生产、复杂结构检测、高附加值产品场景。在工业检测领域,3D视觉已成为主流趋

云翎智能单北斗高精度工作记录仪如何破解隧道、矿井下信号盲区难题?
云翎单北斗高精度执法仪通过多技术融合与创新设计,构建了“定位-通信-感知-存证”一体化解决方案,有效破解隧道、矿井等信号盲区的执法难题。以下是其技术




评论