 伺服电机三相不平衡原因及解决方法
伺服电机三相不平衡原因及解决方法

伺服电机作为现代工业自动化系统中的核心执行元件,其稳定运行直接关系到生产效率和设备寿命。然而在实际应用中,三相电流不平衡问题频发,轻则导致电机发热、效率下降,重则引发设备停机甚至绕组烧毁。本文将系统分析造成伺服电机三相不平衡的六大根源,并提供针对性的解决方案,帮助工程师从源头消除隐患。

一、电源质量缺陷引发的相位失衡
电网电压波动是导致三相不平衡的首要因素。当输入电压偏差超过额定值的±5%时,电机绕组阻抗特性会发生变化。某汽车生产线实测数据显示,当A相电压降至205V(额定220V)时,该相电流激增15%,而C相因电压达到230V导致电流下降8%。这种不对称供电会使转子产生椭圆磁场,在轴承上形成额外的径向力。解决方法包括:
1. 安装在线式电压监测仪,实时捕捉各相电压波动。
2. 在配电柜加装自动调压器(AVR),响应时间需≤10ms。
3. 对车间大功率设备采用独立变压器供电,避免负载突变干扰。
二、绕组绝缘劣化导致的阻抗差异
长期过载运行会使绕组绝缘层出现微观裂纹,潮湿环境下绝缘电阻值可能下降至50MΩ以下(新电机标准值为500MΩ)。某注塑机伺服电机拆解案例显示,B相绕组因长期受热产生匝间短路,导致该相电流比其他两相高出22%。诊断与处理要点:
● 采用兆欧表测量相间绝缘电阻,偏差超过20%需预警。
● 红外热成像仪检测绕组温度分布,局部温差>15℃提示隐患。
● 对于轻微损伤可采用真空浸漆工艺修复,严重时需更换整组线圈。
三、连接系统接触电阻异常
接线端子氧化、电缆压接不良等接触电阻增大会产生显著压降。实测表明,一个0.5Ω的接触电阻会使30A电流线路产生15V压降。典型案例包括:
● 某数控机床因电机端子镀银层磨损,接触电阻从0.02Ω升至0.8Ω
● 拖链电缆长期弯折导致芯线断裂,形成半导通状态
预防措施应包含:
● 使用镀金端子降低接触电阻
● 定期进行回路电阻测试(标准值<0.1Ω)
● 采用高柔性电缆并确保弯曲半径>8倍线径
四、驱动器参数配置失当
现代伺服驱动器虽具备自动增益调整功能,但参数设置不当仍会导致三相激励不均。某机器人关节电机在刚性设定过高时,U相电流峰值达到额定值150%。关键调整策略:
1. 惯性比设定应控制在3-5倍负载惯量范围内。
2. 使用示波器捕捉各相电流波形,确保相位差120°±2°。
3. 启用驱动器内置的"在线惯量辨识"功能,每季度重新整定。
五、机械传动系统引发的负载不均
机械侧故障会反映为电气不平衡,常见诱因包括:
● 联轴器对中偏差>0.05mm时产生周期性径向力。
● 导轨预紧力过大导致摩擦扭矩波动。
● 减速机齿轮磨损造成负载转矩脉动。
某CNC加工中心实测数据表明,X轴滚珠丝杠螺母磨损后,电机V相电流出现12%的二次谐波分量。解决方案应包含激光对中仪校准、动态扭矩传感器在线监测等措施。
变频器输出的PWM波形含有丰富谐波,当电缆屏蔽层接地不良时,高频干扰可能耦合进电流检测回路。某案例显示,30MHz的射频干扰导致电流采样值出现±8%的随机波动。有效的EMC防护包括:
● 采用对称双绞屏蔽电缆,屏蔽层360°端接。
● 在驱动器输出端加装du/dt滤波器。
● 将控制线与动力线间距保持>30cm。
七、系统性解决方案实施路径
1. 诊断阶段:使用三相电能质量分析仪连续记录72小时数据,重点捕捉电压暂降、谐波畸变率(THD>8%报警)、相位不平衡度(>3%报警)等参数。
2. 维护规程:建立季度预防性维护制度,包含绝缘测试、接触电阻测量、机械振动分析等12项指标。
3. 智能监测:部署基于边缘计算的预测性维护系统,通过电流特征频谱分析提前14天预警潜在故障。
通过上述多维度的综合治理,可将三相不平衡率控制在1%的理想范围内,使伺服系统效率提升5%-8%,设备寿命延长30%以上。值得注意的是,60%的故障案例源于多种因素的叠加效应,因此必须采用系统化思维进行诊断与处理。
审核编辑 黄宇
-
伺服电机
+关注
关注
88文章
2200浏览量
61573
发布评论请先 登录
绕线式电机转子三相不平衡的主要原因

三相异步电机,无故反向原因及解决
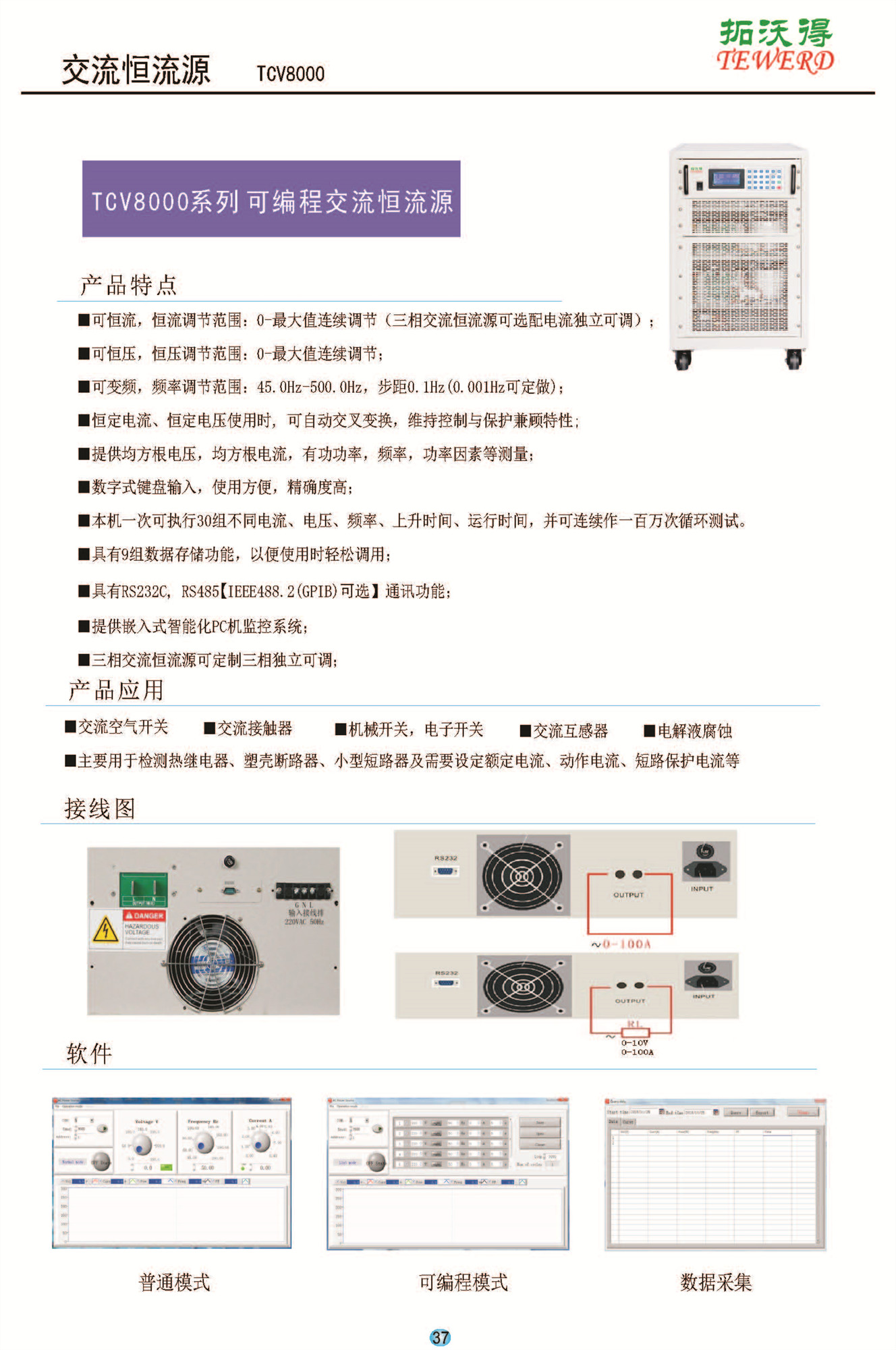
三相交流恒流源每相独立可调
电能质量在线监测装置电流不平衡度能测吗?

电能质量在线监测装置三相不平衡度实时显吗?

安全与寿命的博弈,SG三相隔离变压器如何为关键设备“续命”?

电流不平衡度的测量误差范围是多少?
电流不平衡度测量精度受谐波影响吗?
电能质量在线监测装置三相不平衡度能实时算吗?
三相不平衡度的国标是怎样规定电能质量在线监测装置的监测精度的?

三相电压过低怎么办?安装三相稳压器能解决问题吗
变频器输出不平衡及对策




评论