 激光PAS DE DEUX,提升EV电机焊接下一个水平
激光PAS DE DEUX,提升EV电机焊接下一个水平

焊接发夹的例子
组合密封的Co₂和紫外线固态激光器可实现具有成本效益的发夹剥离和清洁,并提供EV Motor生产所需的高质量。EV制造商的压力越来越高,以优化运营和降低成本,同时提高质量。这些努力对于电动汽车市场份额的必要扩展至关重要,尤其是在总拥有成本(TCO)敏感性的数量市场中,并且冰车仍然很普遍。
对于电动汽车发动机或电动机生产,一个机会在于优化发夹焊接,这对于运动的可靠性和性能至关重要。传统的机械剥离方法通常不足,从而导致过程效率低下,例如表面损坏,工具磨损和生产延迟,以提高成本并影响过程的可靠性。
激光剥离和清洁提供了一种变革性的替代方案,可以克服机械剥离的局限性,同时以较低的整体成本提供卓越的结果。在这里,我们将描述一个创新的两步过程,从连贯的过程中,该过程与紫外线激光结合使用CO₂来生产原始的焊接发夹。此处提供的数据表明,这种方法为EV制造商提供了一种实现优质焊接的经济高效的方式。
发夹栏
EV电动机中的绕组通常是由单个铜线形成的。这些弯曲成“ U”形(因此名称为“发夹”),然后放入组件中。接下来,将每个相邻发夹的末端焊接到其邻居,以电气连接并产生一个连续的绕组。此外,某些替代设计使用连续形成的扁平电线,该扁平线形成了波浪状图案(称为波绕或s翼),然后在焊接之前将其插入定子插槽中。
发夹对用臂纤维激光高胶液2D扫描仪进行激光焊接的示例。
绕组在所有电动机中都隔离。在发夹电动机中,隔热材料需要更厚,更健壮,以适应其紧凑的设计和典型的电动汽车的高压要求。
在焊接之前,必须从每个发夹的两端取出少量这种绝缘材料。这对于确保高质量的电气和机械连接至关重要。
传统上,此任务主要是使用机械方法执行的,还使用了具有IR(1UM)脉冲激光器的单个步长激光过程。机械剥离涉及使用切割工具直接与电线表面接触以刮除绝缘层。尽管这些方法多年来一直是标准配置,但它在快速节奏的电动汽车(EV)生产中提出了重大挑战。
例如,机械剥离所需的物理接触从引脚上移除铜的一层,从而产生了质地表面,从而导致间隙和零件拟合的问题,从而损害了焊缝的完整性和一致性。此外,机械工具会磨损磨损,从而导致过程不一致,频繁维护,计划外的停机时间和潜在的生产中断。这些问题的速度较慢,该过程努力地满足EV制造的大量需求。
2步激光剥离是在上方切割的
激光器用于在广泛的应用中进行材料去除,包括隔热剥离。在这种情况下,激光处理的好处包括:
更好的焊接质量:完全去除绝缘材料而不会对铜线损坏,可确保原始的表面以获得最佳的焊接质量。
减少的维护和设备停机时间:没有工具磨损和消除机器干扰的任何可能性提供了不间断的生产流。
增加的吞吐量:在饲喂电线时连续剥离可提高生产效率。
增强的一致性:没有磨损或接触,激光过程是稳定且可再现的。
很容易看到激光处理可以提供过程改进。但是真正的问题是“哪个是最好的激光?”换句话说,在可以执行此过程的众多可能的激光源和实现中,哪个可以提供最佳的质量平衡,速度,与大量EV电动机生产应用的成本?
优化激光过程
作为几乎每种工业激光器的领先提供商,连贯的位置都可以客观地研究此应用程序,而无需任何固有的偏好。
实际上,我们没有找到发夹剥离的最佳激光。取而代之的是,我们的应用工程师开发了一个两射线的过程,用于实现优化的涂层去除。这种方法今天以最具成本效益的方式向我们的客户提供最佳的焊接前表面质量。研究两射线过程的主要动机是克服单步激光剥离过程的问题。
单步激光处理是涂层和基础铜的吸收之间的妥协。纤维激光器的接近1 µm IR波长不容易被涂层吸收,从而导致在界面加热并将涂层剥落到空中颗粒中。颗粒可以干扰影响销钉清洁度的传入激光束,并可能被困在系统中,从而经常停止清洁设备。此外,纤维激光器的穿透IR束将无法完全从铜表面清除聚合物残基。它可能融化铜线的表面并将其暴露为绝缘体聚合物(例如氢和碳)的成分。这会污染表面,影响随后的焊接质量。
连贯的两步基于激光的发夹制备过程涉及:
散装剥离:大多数绝缘材料使用中能激光迅速去除。这种类型的激光非常适合高通量非金属材料去除。
最终清洁:然后使用脉冲,低功率,纳秒固态激光器去除任何绝缘残留物。这为焊接提供了原始的表面。紫外线固态激光器的短波长在高精度的材料加工下出色,并且在去除包括聚合物,其他有机材料和铜在内的各种材料方面特别有效。

对于批量剥离步骤,相干J-5-10.6 µM激光被证明是理想的来源。虽然有许多用于发夹绝缘的材料(包括聚二酰亚胺,聚酯,聚酯,聚酯酰亚胺,聚酰胺,聚醚醚酮,环氧树脂和各种荧光聚合物),但它们都强烈吸收了该Laser的10.6 µM输出波长。而且,对于所有这些材料,吸收在10.6 µm时高于我们提供的其他可用的Co₂激光波长,例如9.4 µm和10.2 µm。
连贯的J-5-10.6 µM也具有理想的实际特性。这是一种完全密封的脉冲二氧化合物激光器,产生的平均功率超过400 W,这意味着它可以执行高通量剥离。此外,这是一个独立且紧凑的软件包,非常适合集成到自动化设备中。

在最后的清洁步骤中,AVIA LX 355-30-60他只演示了输出参数的正确组合。这是一个频率增加了三倍,二极管,固态激光器,在355 nm处的平均功率为30 W。最重要的是,它以高达300 kHz的重复速率支持运行,脉搏能高达500 µj。这可以以本应用程序所需的速度进行高精度消融。
Avia LX 355-30-60他也是为易于集成而设计的。 Cooherent Pureuv™Active激光清洁发动机的结合提供了出色的寿命和无维护操作。
焊接结果
应用程序实验室在到达刚刚描述的两步组合之前研究了许多不同的过程。各种激光器,包括CO₂,纳秒脉冲IR纤维激光器和纳秒紫外线激光,并结合使用纳秒紫外线激光器。详细分析了加工绝缘发夹的结果,一旦确定了最有前途的来源,则对特定的过程参数进行了优化。
作为测试的一部分,使用X射线光电子光谱(XP)来分析表面化学,以表征和量化污染物。在这里,我们发现两步激光剥离工艺(与紫外线激光结合)是在激光焊接之前从铜表面中去除所有残留元件的最有效方法。
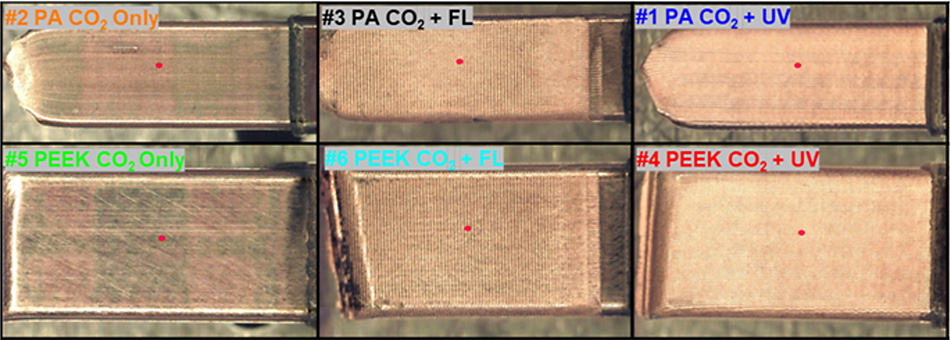
这一系列照片使用CO₂,NS IR纤维(FL)和NS UV固态激光器比较了各种去除技术。在照片的顶行中,绝缘材料是聚酰胺(PA),在底行中,绝缘材料是聚醚醚酮(PEEK)。即使是纯粹的视觉检查也表明,在两种情况下,CO₂ + UV激光组合都最佳。实际焊接试验证实了这一点。
当然,最重要的指标是涂层拆卸过程后获得的焊缝质量。下一个图形显示了一系列焊接发夹的X射线图像。这表明两步(CO₂ + UV激光器)过程最终会产生优质焊接。两步co₂ +紫外线激光剥离,通过在焊接前消除表面上的聚合物残基来最大程度地减少焊缝。已知聚合物残基含有氢,碳和其他有机元素,这些元素可以进入液态的熔融金属池,然后在焊接固化过程中形成孔隙率。孔隙率会影响焊缝的机械性能和电性能。
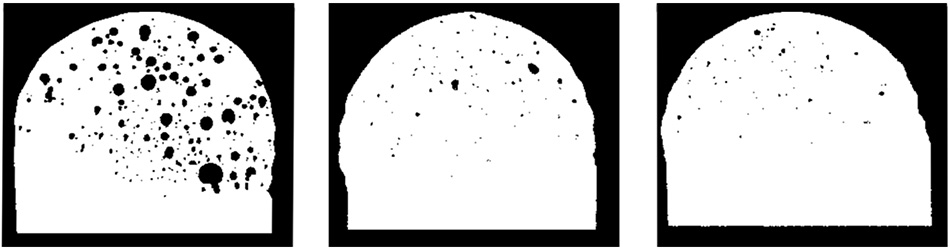
使用三种去除策略的焊珠的X射线图像。 CO₂ + UV固态激光器清楚地显示出最高的焊接质量(孔隙率最低)。
实际实施
连贯的立场随时准备协助OEM在需要的任何级别的集成级别上实施此过程。我们可以通过准备好线集成的完整插件子系统提供任何内容。
同样重要的是,连贯可以支持过程开发。这种帮助在加速将过程全部生产的时间表加速时非常有用。
审核编辑 黄宇
-
激光
+关注
关注
21文章
3706浏览量
69817 -
电机
+关注
关注
145文章
9704浏览量
154799 -
焊接
+关注
关注
38文章
3589浏览量
63443
发布评论请先 登录
激光焊接机在焊接防水电机的工艺流程

实战案例 | 提升激光焊接定位精度与效率的“利器”,明治激光位移传感器MLD35
半导体测试,是“下一个前沿”

激光焊接技术在焊接马蹄脚工艺中的应用

激光焊接技术在焊接微波组件壳体工艺中的应用


激光焊接技术在焊接破壁机底座工艺中的应用

【原创】TDMS设置下一个写入位置函数的摸索
激光焊接技术在焊接防水电机工艺中的应用
AI玩具或成为下一个万亿新赛道
无人配送车卷至不到2万元,激光雷达下一个增量市场来了

激光焊接技术在焊接无刷外转子电机的工艺应用

家电电机漆包线焊接新技术:激光剥漆与焊锡双重助力

激光焊接技术在焊接涡轮风扇工艺中的特点




评论