 锂电制造中AGV在极片立库取放物料的交互研究
锂电制造中AGV在极片立库取放物料的交互研究

作者:李焱林,肖 息 湘潭大学机械工程与力学学院
导读
自动化立体仓库的出入口是实现其物料存储、提取和搬运过程高效和准确性的关键环节,本文旨在研究锂电制造中极片立库口场景下物与物,系统与系统间交互的设计原则,从而保障自动化立体仓库物料出入库的高效性和可靠性。通过分析AGV 从立库口取走生产物料(托盘不离库),取走整个托盘(托盘离库),人机混用三个使用场景,从复杂现象中抽象出行为与信息的普遍属性,构建立库口、载料托盘、AGV 小车、工人之间物与物、系统与系统和谐交互的关系。得出极片立库口交互设计原则:无阻塞、高效率、低耦合和高自动化。
01引言
随着新一代信息技术的发展,信息与通信技术的目标已经从满足人与人之间的沟通,发展到实现人与物、物与物之间的连接。在自动化程度逐步提升的今天,从某种意义上来说,高度自动化的设备之间也构成一种服务与被服务的关系,物与物之间构建起了交互设计的新模式,通信与数据分析系统构成了物体与物体之间的通信桥梁。物与物之间构建起基于物理逻辑的产品交互模式,而物与信息系统之间构建起基于行为决策逻辑的交互模式,二者共同构成高度自动化系统物与物交互的新模式。
自动化立体仓库是基于自动化技术和机器人技术高度自动化的物流系统。立体仓库交互系统的决策与外部系统有着千丝万缕的关系,尤其是生产过程中的半成品库,必然会与生产系统、搬运系统有直接关系。立体仓库库口作为保证仓库存储数据准确性和物料运输高效性的关键交互节点,场景中主要涉及自动导引小车(Automated Guided Vehicle,AGV)、空中悬挂起重小车(Overhead Hoist Transport,OHT)、立体仓库出入口、载料托盘等物料运输有关的物件,信息管理层面主要由负责生产管理的制造执行系统(Manufacturing Execution System,MES)、对AGV 进行任务分配的调度系统、负责立库设备调度的仓库控制系统(Warehouse Controll System,WCS)组成。业务模式为JIS(Just In Sequence) 模式。
由于立库口涉及多个物与物、系统与系统之间的信息交互,因此理清他们之间的关系,得出一个具有普适性且科学的交互原则,对锂电精益生产、JIT 物料运送模式至关重要。
02研究与方法
2.1锂电制造中极片立库口基本物件及流程简述
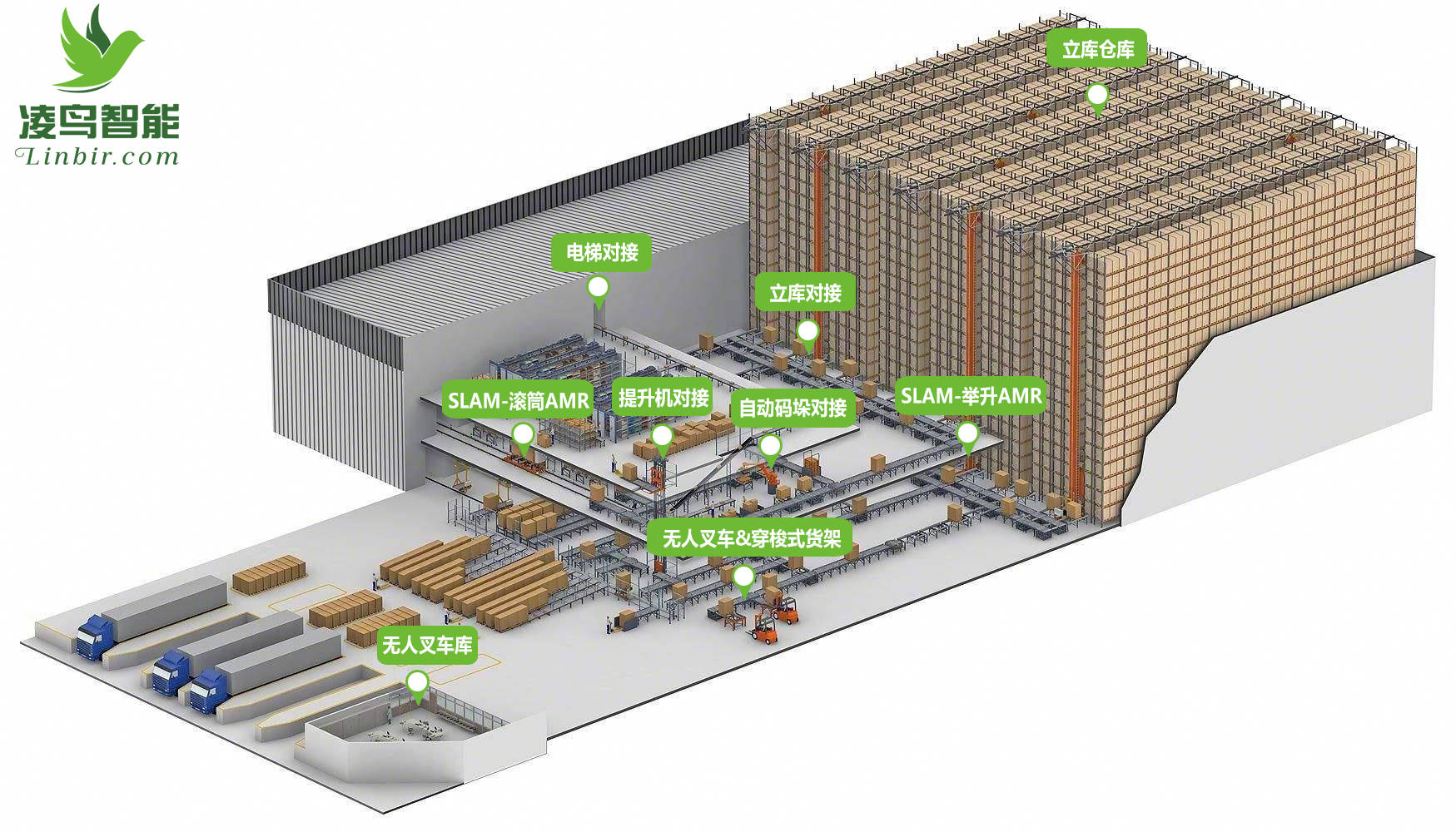
自动化立体仓库是自动储存和输出物料的自动化立体仓库,是由多层货架、运输系统、计算机系统和通信系统组成的,集信息自动化技术、机器人技术和自动仓储技术于一体的集成化系统[4]。立库口是实现搬运高度自动化,物料高效存储、提取和搬运的关键环节,库口的交互设计应与物料运输系统紧密配合。
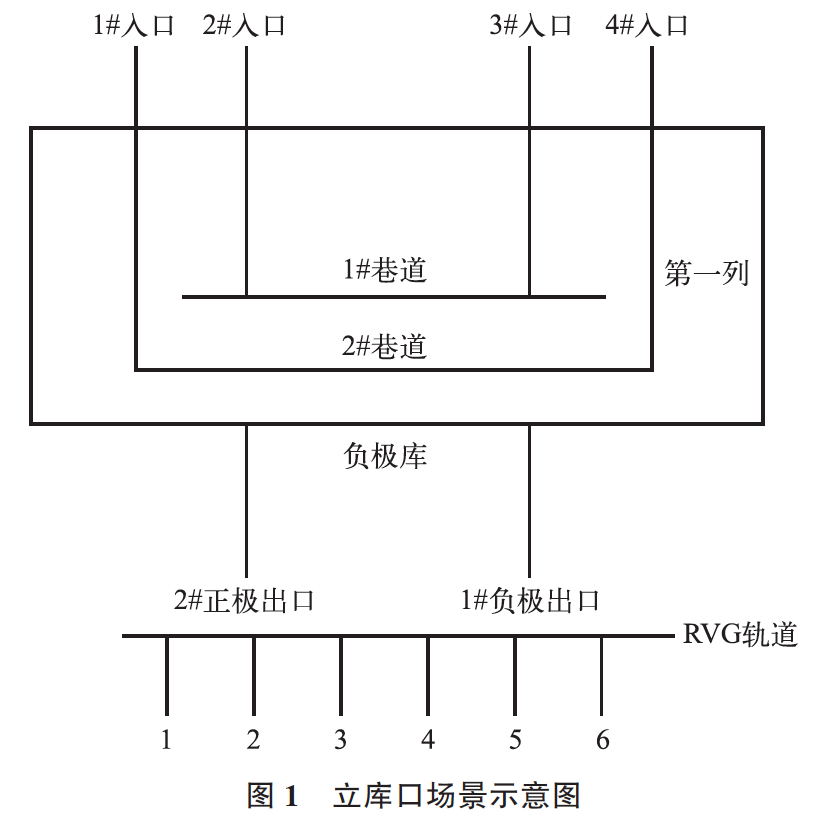
极片立库口交互场景通常包括具备识别校对技术的立库出入口、载料托盘以及自主引导小车等自动化输送工具。在现实生产车间中,因场地空间限制,满料入库和出空托盘出库共口,满料出库与空托盘入库共口;满料入口、空托出库、满料出库和空托入库不单独设置口。
在锂电生产过程中主要分为原材料库、极片库、电芯库,分别用于存储箔材、粉料、结构件,极片极卷,成品电芯等物料。其中极片库是生产过程中半成品缓存库,其物料出入库过程中与原材料、成品出入库有如下区别:
1)极片库物料出入库需要满足JIT 精益生成模式。
2)极片库物料与模切、卷绕生产机台进行直接交互,无需二次拆包、组盘、换托等复杂操作。
3)极片库托盘为内部托盘,始终在模切工序、极片库内、卷绕工序之间流转。
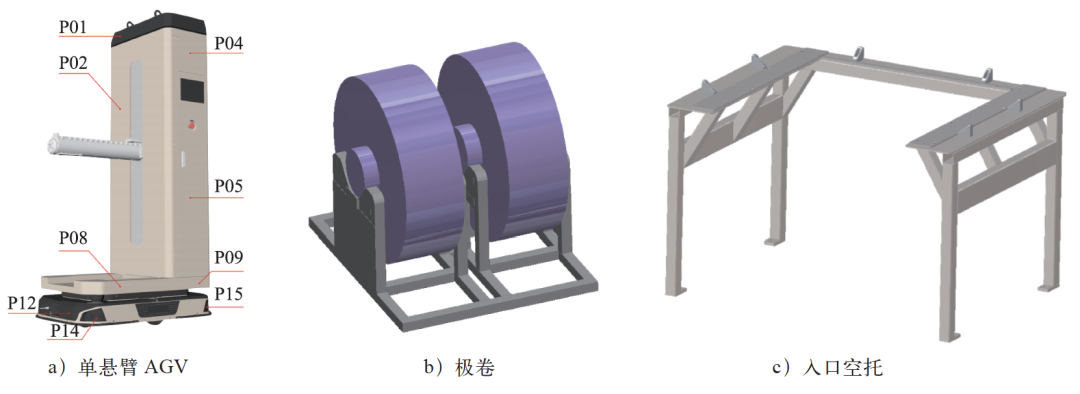
4)在全自动化生产过程中,要求单悬臂AGV 直接从立库口取极卷送到卷绕生产机台上;AGV 把立库口的极卷都取完时,需要通知立库把空托盘回库;单悬臂AGV 直接从模切下料机台取极卷送到立库入口空托上;托盘放满时通知立库入满托出空托,如图2 所示。

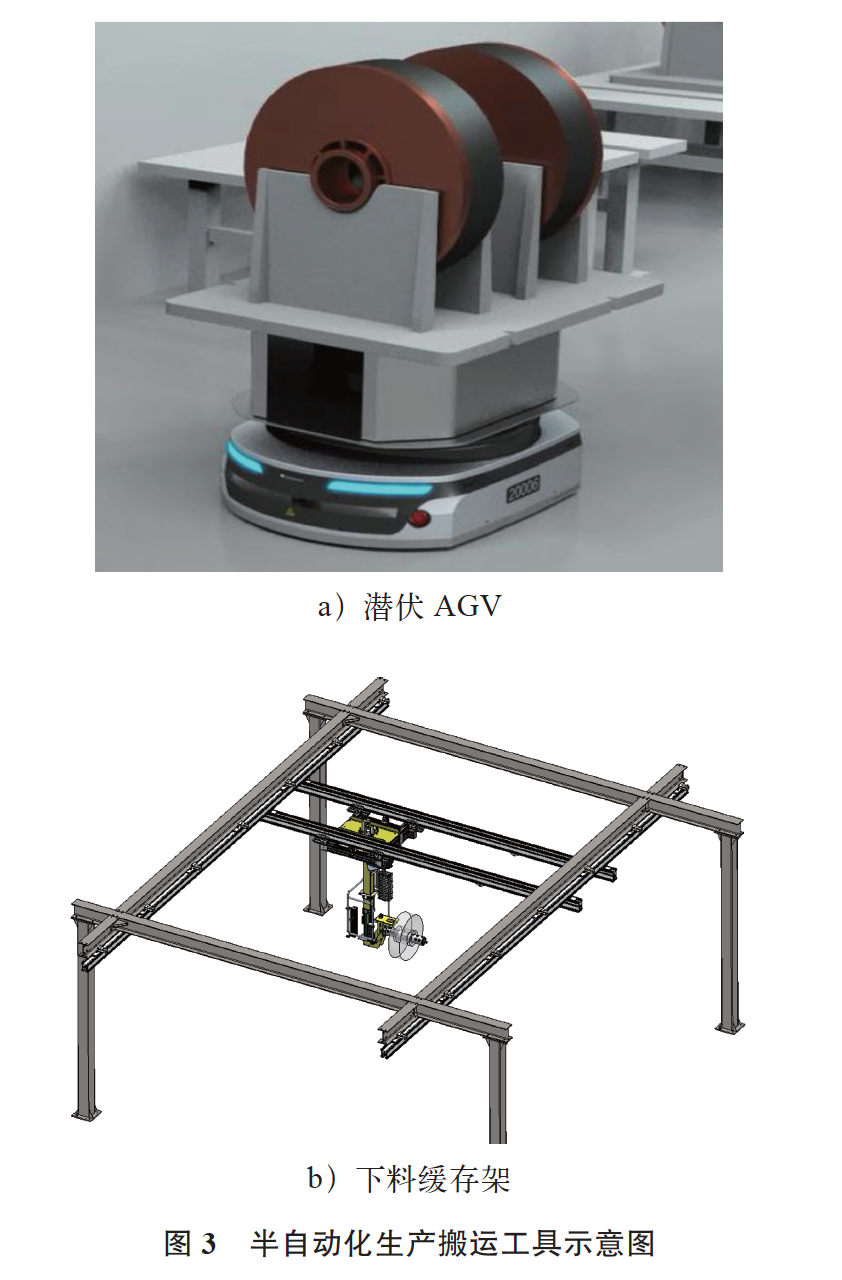
5)在半自动化生产过程中,要求潜伏AGV 从立库口取极卷托送到卷绕生产机台缓存位,由人工操作OHT设备把极卷安装到机台上,当极卷用完后呼叫AGV 把空托盘送回立库;潜伏AGV 从模切下料缓存架搬满托到立库入口,然后从立库口搬空托到模切下料缓存架上,如图3 所示。
由于配送模式的不同,AGV 与立库口的交互也将会存在巨大的差异,本文以托盘是否在立库内,物料种类与立库口数量的大小关系为分类依据,列举分析六种立库口场景中的交互关系。
2.2托盘不离开立库的场景
在卷绕、模切工序要求全自动化生产的情况下,需要单悬臂AGV 从立库口托盘上取一卷极卷直接送到卷绕机台上料轴上,对接完成后生产机台将会自动让物料投入生产中。当模切机台的极片收卷达到上限时,通过光电传感器获取信号然后通知AGV 自动对接模切机下料轴进行极卷下料,然后送往立库入口,对接完成后通知满托盘入库。在这种情况下AGV 搬运的是生产物料不是托盘。
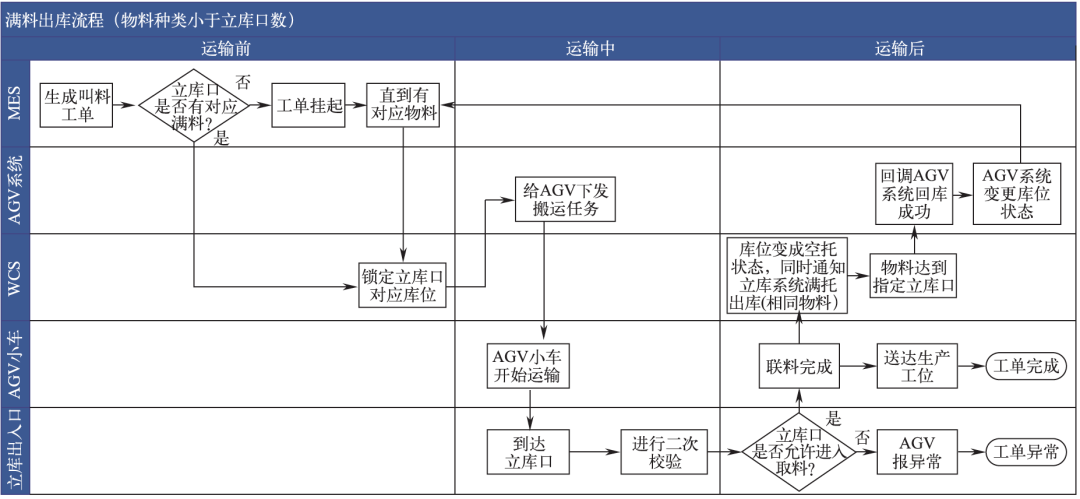
(1)满料出库(物料类型数多于立库出口数)使用产能比较大的工厂,正常情况会同时生产5~6 个型号的锂电池。而立库口的数量受场地限制,并不可以任意设置,此时必然会造成物料种类多于立库出口数量。为了满足JIS 生产要求,如提前出满料则立库口会被占用,而下一个种类的物料只有等待前一个物料被搬走才能够通行,由于立库口当前物料何时被拉走不可控,这将造成下一个所需物料不能被及时出库从而影响生产效率,因此只能在有用料需求时才发起立库出满是更为合理的交互流程。
如图4 所示,产线工位发起叫料需求,AGV 系统生成叫料工单,判断立库口是否有对应满料。如果立库口有对应物料,则命中该库位,并将其状态改为锁定状态(若不锁定则库位将可能被多个工单执行,造成紊乱局面)。如果立库口没有对应物料则工单挂起,此时通知立库系统出对应物料的满托。当AGV 系统给立库系统创建了多个出满任务,则由立库WCS 自行控制任务队列,让物料出库有序进行。物料到达立库口时,立库系统回调AGV系统,AGV 系统收到消息变更立库口库位状态,相同物料需求的多个工单,按照最先发布优先执行的顺序锁定立库口对应库位。
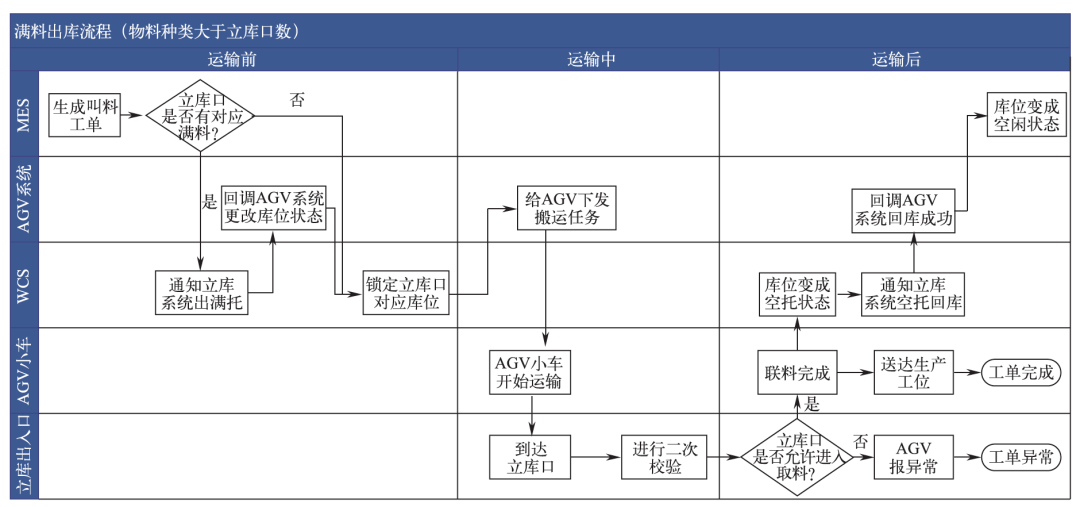

AGV 系统将工位叫料工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手交互二次确认(防呆校验),如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到取货完成,通知AGV前往工单发起工位放料,放料完成后,产线工位叫料工单完成。AGV 系统收到取货完成时,会同时把立库口变为空托状态,然后通知空托回库。立库系统空托回库成功后回调AGV 系统,AGV 系统把立库口变为空闲状态。托盘不离库,库内物料型号多于立库出口时,只有当立库出口为空闲状态情况下要求立库出满料才能保证机台所需的物料被正常送出并被及时送往生产工位,也能避免空托回库与满料出库相互阻塞。
(2)满料出库(物料类型数少于等于立库出口数)若物料种类等于少于立库出口数量,不存在当前物料挡住下一个类型物料出库问题,此时每个立库口可以固定出一个类型的物料,当立库口上的物料被搬走时,就立马发起补料,这样可以保证产线工位需要物料时,立库口都有满料可供应。如图5 所示,产线工位发起叫料需求,AGV 系统生成叫料工单,判断立库口是否有对应满料。如果立库口有对应物料,则命中该库位,并将其状态改为锁定状态。如果立库口没有对应物料则工单挂起,继续等待满料到达。当物料到达立库口,立库系统回调AGV 系统,AGV系统收到消息变更立库口库位状态,相同物料需求的多个工单,按照最先发布优先执行的顺序锁定立库口对应库位。

AGV 系统将工位叫料工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手交互二次确认(防呆校验),如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到取货完成,通知AGV前往工单发起工位放料,放料完成后,产线工位叫料工单完成。AGV 系统收到取货完成时,会同时把立库口变为空托状态,然后通知空托回库。1s 后触发立库出满任务(取立库口所绑定的固定物料),立库系统满托出库成功后回调AGV 系统(因为满托会在空托离开立马出来,因此不需要回调空托回库成功状态),AGV 系统把立库口变为满托状态。
托盘不离库,库内物料型号少于立库出口时,只要当立库出口为空闲状态,就立马要求立库出一个该出口所绑定的固定物料,这样能保证立库出口始终都有满料,能满足生产机台需要物料时,立库出口都有对应的物料。
(3)满料入库(不同物料使用的托盘一致)如图6 所示,产线工位发起下料需求,AGV 系统生成下料工单,判断立库口是否有空托盘。如立库口有空托盘,则命中该库位,并将其状态改为锁定状态。如果立库口没有空托则工单挂起,继续等待空托到达。当产线工位发起了多个下料工单时。空托到达立库口,立库系统回调AGV系统,AGV 系统收到消息变更立库口库位状态,工单按照最先发布优先执行的顺序锁定立库口对应库位。
AGV 系统将工位下料工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手交互二次确认(防止撞料),如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到放货完成,产线工位下料工单完成。AGV 系统收到放货完成时,会同时把立库口变为满托状态,然后通知满托回库(传参为物料编码、立库口、SN 物料条形码)。满料入库完成后立库自行触发空托出库,立库系统空托出库成功后回调AGV 系统,AGV 系统把立库口变为空托状态,从而保证立库口随时有空托让生产机台下满料。
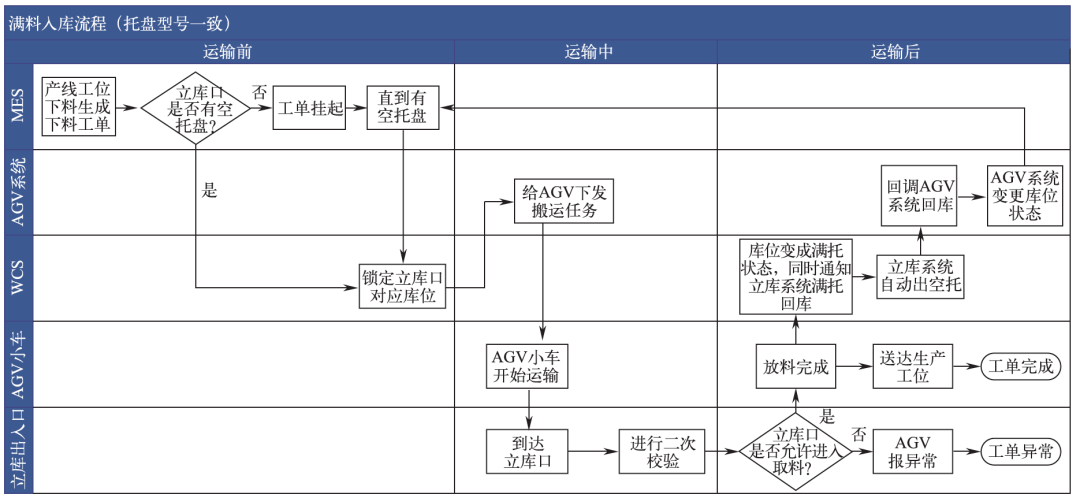

托盘不离库,只要当立库入口有空托,就可以让模切下料机台的极卷送到该托盘上,满托入库后立马自动出空托,这样能随时保证立库入口都有空托可用。
2.3托盘离开立库的场景
在卷绕、模切工序要求半自动化生产的情况下,则由潜伏AGV 从立库口搬运整个托盘到卷绕上料机台旁的缓存位,然后由人工操作OHT 设备对极卷进行上料操作,当物料用完时自动发起AGV 搬空到立库,以及立库出满任务。当模切机台的极片收卷达到上限时,人工操作OHT 把极卷放到托盘上,自动发起AGV 搬运满托到立库,以及从立库口搬运空托到缓存架上。在这种情况下AGV搬运的是托盘不是单个极卷。
(1)满料出库(空托回库共用立库口)满料出库需要先回空托然后再叫满托。如果满料提前出来占用立库出口,则立库口将没有办法回空托,空托不回库,满料将没有地方放置,此时整个系统将会堵塞,空满托无法流转。
如图7 所示,产线工位叫料,先要对空托回库然后再叫满。因此AGV 系统需要先生成下空托工单,判断立库口是否有空闲位,1s 后生成叫满托工单,判断立库口是否有对应满料。防止被其他工单抢走,如果立库口有空闲位,则命中该库位,并将其状态改为锁定状态。如果立库口没有
空闲位则工单挂起,继续等待空闲位。
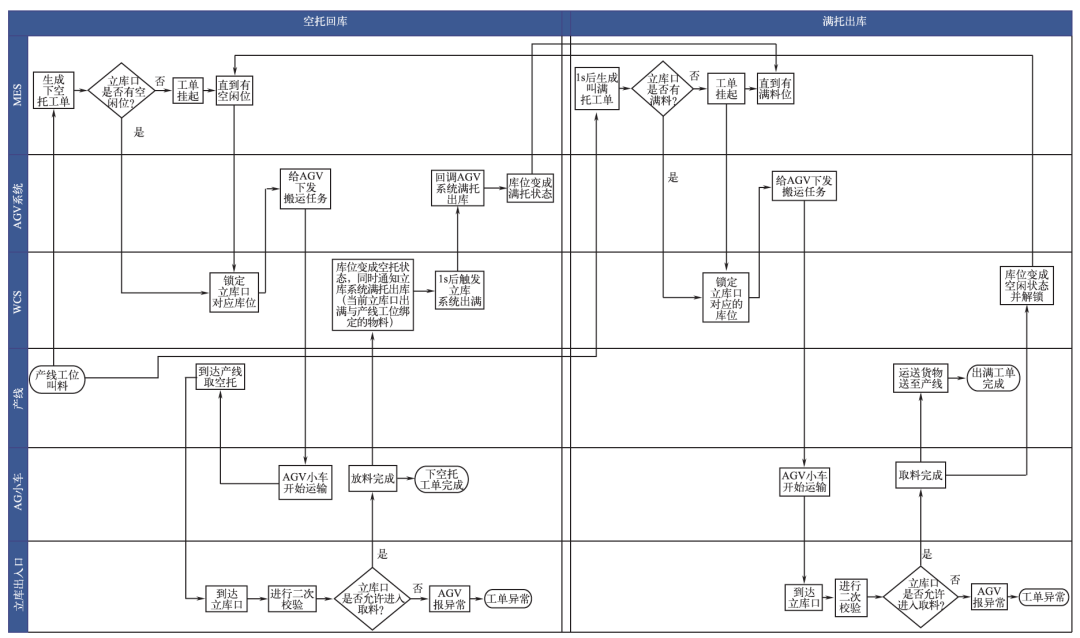

当多个产线工位发起了下空托工单时。立库口一旦空托回库,立库系统回调AGV 系统,AGV 系统收到消息变更立库口库位状态,工单按照最先发布优先执行的顺序锁定立库口对应库位。
AGV 系统将工位下空托工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,为防止碰料,需要与立库口进行握手交互二次确认,如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到放货完成,产线工位下料工单完成。AGV 系统收到放货完成时,会同时把立库口变为空托状态,然后通知空托回库(传参为托盘码、立库口)。1s 后触发满托出库任务(传参为物料编码—产线工位所绑定物料,出库口—当前空托所在立库口),为防止AGV 送空托过来,堵塞满托出库,系统锁定指定出满立库口。空托回库与满托出库任务由立库系统自行调度。当满料到达指定立库出口时,回调AGV 系统,立库口库位变为满托状态并解锁。
立库口库位变为满托状态时,按照叫满托工单最先发布优先执行的顺序锁定立库口对应库位。AGV 系统将工位上满托工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手信号交互进行二次确认,如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到取货完成,送达产线叫料工位后叫满料工单完成。库位状态变为空闲并解锁状态,然后进入到触发下空托工单的循环中。
托盘离库场景下,需要先把空托顺畅回库,腾出缓存位与立库出口,不能出现满托出库没有地方存放,这样将会造成所有库位都死锁,满托空托都无法流转。
(2)满料入库(满料入库单独口,空托出库单独口)如图8 所示,产线工位下料,先要对满托回库然后再搬空托。因此AGV 系统需要先生成下满托工单,判断立库口是否有空闲位,当产线工位变空时生成叫空托工单,判断立库口是否有空托。
如果立库口有空闲位,则命中该库位,为防止被其他工单抢走,并将其状态改为锁定。如果立库口没有空闲位则工单挂起,继续等待空闲位。当多个产线工位发起了下满托工单时。立库口一旦满托回库,立库系统回调AGV 系统,AGV 系统收到消息变更立库口库位状态,工单按照最先发布优先执行的顺序锁定立库口对应库位。
AGV 系统将工位下满托工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手信号交互进行二次确认(防止撞料),如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到放货完成,产线工位下料工单完成,产线下料工位变空闲状态,同时生成叫空托工单。AGV 系统收到放货完成时,会同时把立库口变为满托状态,然后通知满托回库(传参为物料编码、批次号、立库口)。满料回库时,回调AGV 系统,立库口库位变为空闲状态。
接下来执行叫空托工单,判断立库空托口是否有空托。如果有空托,则命中该库位,并将其状态改为锁定(防止被其他工单抢走)。如果立库口没有空空托则工单挂起,继续等待空托。当多个产线工位发起了叫空托工单时。立库口一旦空托出库,立库系统回调AGV 系统,AGV 系统收到消息变更立库口库位状态,工单按照最先发布优先执行的顺序锁定立库口对应库位。AGV 系统将工位叫空托工单置为执行中状态,并把搬运任务下发给AGV。当AGV 到达命中的立库口时,需要与立库口进行握手信号交互进行二次确认(防呆),如果二次校验失败AGV 会上报任务异常,工单会提示异常。如果二次校验成功,AGV 系统收到取货完成,产线工位叫空托工单完成。AGV 系统收到取货完成时,会同时把立库口变为空闲状态,然后通知空托出库(由立库系统自行决定送达口)。空托到达时,回调AGV 系统,立库口库位变为空托状态。
2.4人机混用场景
当AGV 故障或AGV 运力不足时,需要由人协助进行。不管是满托还是空托,人工放置的物料在立库入口时,需要人工操作PDA 扫库位上的物料信息以及库位码,手动触发立库WCS 对物料进行入库。人工从立库口拿走物料后,需要人工操作PDA 清空库位。
智能化设备在使用过程中必然会出现各种故障,我们在做交互流程设计时,系统之间的信息交互需要考虑低耦合性,一旦有异常人工可以随时介入从而让流程顺畅走下去,如果耦合度过高一旦发生该状况,整个系统将会被卡死,这将会对生产造成巨大的影响。
03结果与讨论
通过前面的交互场景分析,总结发现生产过程中的半成品立库口交互逻辑应该要遵循以下原则。
3.1高效率
通过自动化技术和网络连接来实现的。这些技术和连接使得自动化立体仓库能够高效地存储、提取和搬运货物,从而提高了物流效率和准确性。有关立库口的交互中,应该考虑到产线需求,产线需要物料时,AGV 能马上取到对应的满料,不能有过长的出库等待时间。库口的交互设计应该与货物传送系统紧密配合,对有限的立库口验证流通资源进行合理的决策和规划。
3.2无阻塞
为保证立体仓库出入口物料的精准管理,一个出入口同一时间只能保证单种物料通行,由于立库口流通速度慢,在AGV 到达立库口前和离开立库口后都极其容易造成拥堵。为避免立库口拥堵。首先,在立库口紧张时,应该避免产线不需要物料种类暂存在立库口;其次,自动化立体仓库库口应该遵循“回库不堵出库”原则,即空托回库不堵塞满料出库,满料回库不堵塞空托出库;最后,通过货物分类来避免货物的堵塞,立库口与单一的物料绑定,将相同种类的货物集中到一起,以减少库存占用和提高搬运效率。
3.3低耦合
库口的交互设计应该确保系统的可靠性和稳定性,立库系统应兼具一定的容错率以保证立库能安全稳定的运行。采用事件驱动模型来实现有助于实现系统与系统间的低耦合,两个系统之间的通信可以通过事件来触发,不过于依赖立库与AGV 系统之间的接口回调来下发搬运任务,系统之间的低耦合能够让立库运输系统更加灵活地响应不同的需求和变化,从而提高系统的适应性和扩展性,同时可以更加容易地维护和升级,从而降低系统的维护成本和风险。
3.4自动化
托盘不离开立库保证AGV 能够直接将不带托盘的物料运输至产线中用于生产制作,若运输至产线的为带托盘物料,则仍旧需要人工搬运将单独的物料运送至产线使用;因此,本交互设计方案能够在不影响立库系统调度与运输的情况下,帮助产线实现工序的自动化,无人化操作减少了人力资源的投入,同时物料直接运输上产线使用也减少了传统物料搬运设备的占地面积和维护成本。
04结束语
系统是由多个实体及实体之间的关系构成的,要保证基于物联网建构的物与物交互系统,是最重要的协调和组织系统实体之间的关系。本文在立库出入口场景下,而从实际场景中抽象出行为与信息的普遍属性,构建起匹配物体行为逻辑、适应系统信息架构的交互设计方案,实现了自动化立体仓库的入料出料的高效性,能够避免立库口堵塞,各事件之间耦合低,保证系统可靠与稳定,充分考虑产线需求有助于其自动化进程。
审核编辑:汤梓红
-
机器人
+关注
关注
213文章
31450浏览量
223677 -
AGV
+关注
关注
28文章
1572浏览量
43791 -
锂电制造
+关注
关注
0文章
7浏览量
5223
原文标题:【主题策划】锂电制造中AGV 在极片立库取放物料的 交互研究
文章出处:【微信号:CADCAM_beijing,微信公众号:智能制造IMS】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
智久AGV牵引式背负式小车在化工行业的物料运输
车间中的AGV搬运小车放料取料案例
车间中的AGV搬运小车放料取料案例
看无线控制AGV小车如何放料取料
无线控制AGV小车如何放料取料
无线控制AGV小车的放料取料
迦智科技高精度侧叉物料取放机器人:实现生产物流全流程的闭环管理
锂电极片缺陷检测仪对锂电池极片检测的优势介绍
双年度创新产品:快仓智能-高精度单举升AGV

AGV在立体仓库中的路径规划
从AGV到立库,物流自动化的更迭与未来


AGV小车在制造业中的应用有哪些?
AGV立库——重塑物流效率新标杆



评论