 200ppi转以太网通过4Gwifi在医药设备移动平台(平板电脑、手机)
200ppi转以太网通过4Gwifi在医药设备移动平台(平板电脑、手机)

摘要
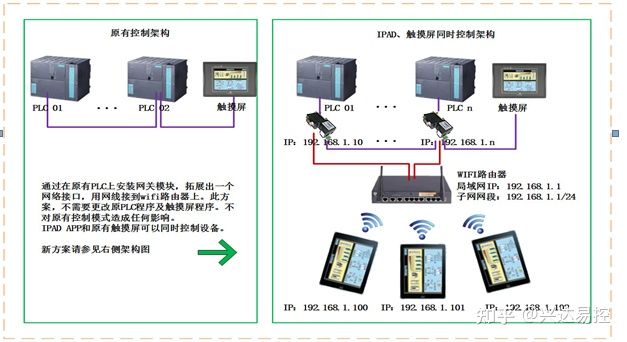
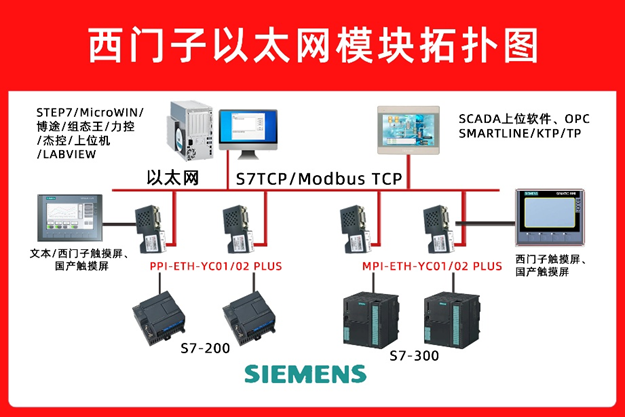
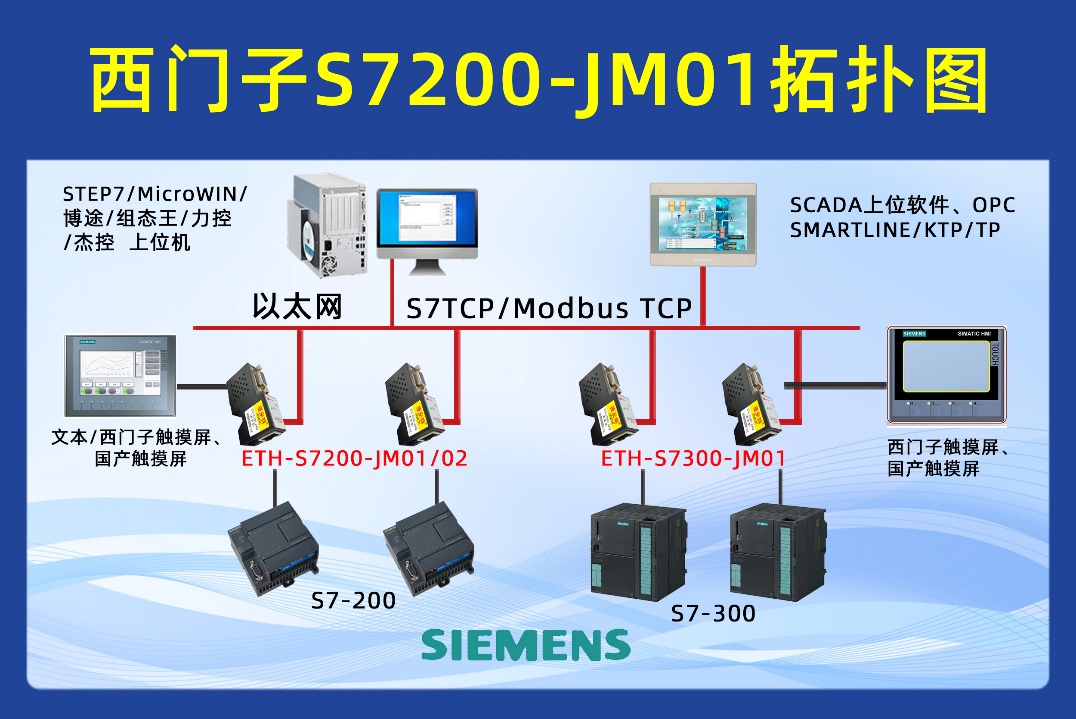
现场采用西门子S7-200PLC自带的MPI/PPI口,兴达易控PPI-ETH-XD1.0以太网通讯模块拓展出一个网口供上位通讯使用,通过4Gwifi
组网图示
1.在每台PLC上安装一个西门子专用通讯网关适配模块,扩展出一个网口,用于与mySCADA 通讯;
2.现场安装WIFI路由器,将各个PLC通过网线与路由器连接起来,IPAD通过WIFI网络与路由器相连,从而使IPAD和PLC能够通讯。
3.mySCADA APP安装到IPAD上,将定制开发好的项目下载到APP运行,达到使用IPAD无线监控PLC的目的;
在制药车间内安装一台工业级路由器,网线用屏蔽型的,将CHNet模块拓展出的网口插在路由器上,并使得路由器与生产电机保持一定的干扰距离。
IPAD要保持无线网畅通连接(否则监控数据显示不稳定)。
2.客户端进行监控
客户端可直接打开IPAD上的mySCADA APP应用,可直接进入监控系统进行监控。
项目实施成果展示
下面是通过APP进行项目访问的部分画面展示。实现对制药设备的实时监控。

主画面
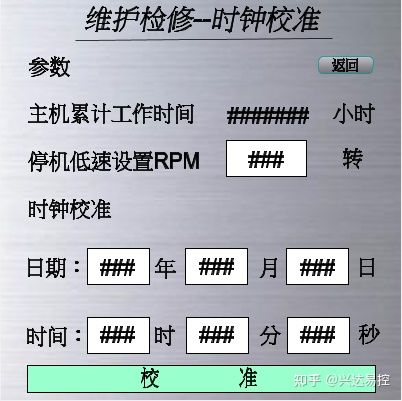
参数设置页面
发布于 2022-08-03 16:46
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
PPI协议
+关注
关注
0文章
5浏览量
3337
发布评论请先 登录
相关推荐
热点推荐
基于以太网协议转换的S7-200多设备并行通讯系统搭建指南
一、行业背景与核心痛点 当前医药行业推进“智改数转”,智能化生产成为合规升级核心,尤其是中药提取、无菌制剂等工序,对生产过程精准控制、数据可追溯要求极高。西门子S7-200 PLC因稳定性强

西门子 PLC 赋能风电场运维:S7-200 与 S7-1200 以太网通讯及 HMI 集成落地
的 9 针 PPI/DP 口无以太网通讯能力,在风电场智能化升级过程中凸显诸多问题: 1. 无法直接与各风机舱内部署的 S7-1200PLC 实现高速数据耦合,风机的转速、桨距角、发电功率等实时数据传输滞后; 2. 风电场监控上
基于以太网模块:S7-200PLC 与 MicroWIN 上位机通讯配置实操
一、项目背景与需求目标 在 工业自动化 领域,西门子S7-200PLC应用广泛,但因硬件限制缺乏以太网接口,无法直接与上位机进行 以太网通讯 ,限制了其

实战指南:实现S7-200 PLC通过PPI-以太网通讯模块与西门子触摸屏的通讯配置
门子S7-200系列PLC为例,其作为早期主流小型PLC,广泛应用于机床、流水线、包装设备等场景,但硬件设计中未集成以太网接口,仅支持PPI(点对点接口)等串行通信方式。 某汽车零部件
西门子SMARTS7-200PLC与S7-1200PLC以太网通讯及PPI集成实现工业机械控制
的S7-200PLC逐渐暴露出一个显著的局限性——缺乏以太网接口。这一硬件设计上的缺陷,使得S7-200PLC在现代工业网络环境中面临诸多挑战: 首先,无法直接接入工业

西门子SMARTS7-200PLC与S7-1500PLC以太网通讯及PPI集成实现分布式IO控制
在工业自动化领域,西门子S7-200系列PLC凭借其高可靠性和性价比,长期占据着中小型自动化项目的重要市场份额。然而,该系列PLC存在一个显著局限:原生不具备以太网通讯接口,仅通过RS

西门子S7-200与S7-1200通过PPI以太网模块通讯,赋能汽车制造行业发展
通讯接口局限于RS485等串口形式,完全不具备以太网接口,这给与自带以太网接口的S7-1200实现通讯带来了巨大阻碍。两者不仅物理接口类型迥异,通讯协议也存在本质差异:S7-200依赖PPI

西门子S7-200PLC与S7-1500PLC以太网通讯及PPI集成实现能源管理与远程监控
4.0理念的深入推进和企业数字化转型的加速,S7-200系列PLC逐渐暴露出一个关键短板—— 缺乏原生以太网接口 ,这使其难以接入现代工业以太网通讯网络,无法满足远程监控、数据采集和集中管理的需求。 某大型能源集团下属的分布式能
PLC以太网通讯模块:S7-200实现产线多设备零延迟协同控制
一、项目背景与痛点分析 在新能源汽车零部件制造行业,某企业电机装配生产线以西门子S7-200PLC为核心控制器,但该PLC无原生以太网接口,只能依赖传统PPI串口实现通讯,这一核心局限
PLC以太网通讯模块赋能S7-200:新能源仓储多设备实时互联方案
一、项目背景与痛点分析 在新能源智能仓储物流行业快速发展的背景下,某自动化设备制造商为某锂电池生产基地设计的智能分拣系统,采用西门子S7-200PLC作为核心控制器。但该PLC因缺乏原生以太网

依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步
通讯接口局限于RS485等串口形式,完全不具备以太网接口,这给与自带以太网接口的S7-1200实现通讯带来了巨大阻碍。两者不仅物理接口类型迥异,通讯协议也存在本质差异:S7-200依赖PPI

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例
,无法直接与上位机进行以太网通讯,这成为了制约系统升级与智能化发展的瓶颈。本项目旨在解决这一痛点,通过引入远创智控的PPI-ETH-YC01PLUS以太网模块,搭建一套基于MODBUS

西门子S7-200PLC以太网模块对接组态王上位机通讯的实战配置案例解析
企业面临在不更换现有S7-200PLC设备的基础上,使其与基于MODBUSTCP协议的上位机组态王实现稳定、高效以太网通讯的难题,以提升生产管理智能化水平和生产效率,降低




评论