 技术与市场:锂电池回收
技术与市场:锂电池回收

锂电回收:最值得期待的锂电产业链环节
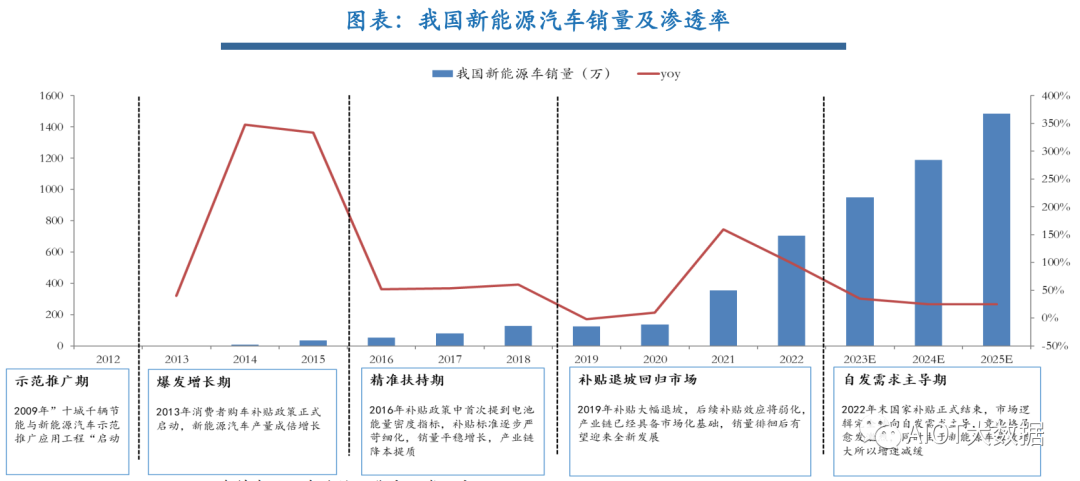
新能源汽车销量爆发增长,回收市场蓄势待发
自2013年消费者购车补贴政策正式启动,新能源汽车迎来爆发增长。2022年,我国新能源汽车销量达到688.4万辆,同比增长96.9%,市场渗透率达到25.6%。下游高增的需求带动动力电池装机量迅速攀升,按照早期动力电池平均5-6年的报废周期,目前正迎来动力电池的退役热潮。此外,动力电池回收具备环保利好及经济优势,是当前锂电产业链最值得期待的新环节,锂电回收市场蓄势待发。
经济角度:金属资源短缺,退役电池将成为优质城市矿山
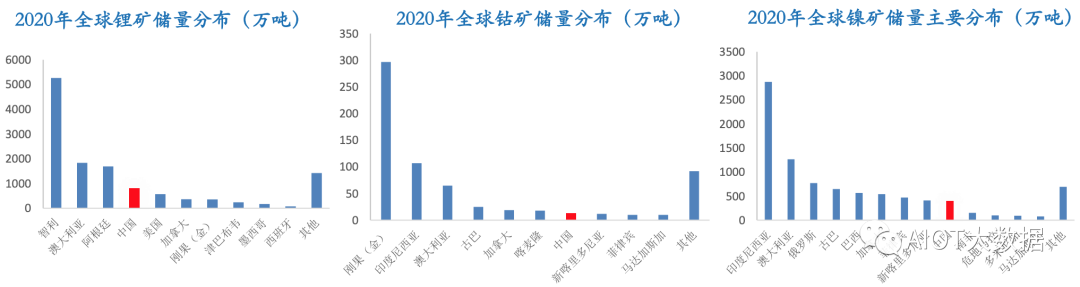
锂资源短缺:截至2020年底,中国锂矿储量在全球占比为6.31%,其中83%以上是盐湖锂矿,主要分布在青藏高原地区,由于自然环境条件恶劣,开采难度大,便于开采的锂矿资源全球占比只有1%左右,十分依赖海外进口锂资源。
钴资源短缺:目前全球钴资源基本形成了以“非洲采矿”为基点,以“中国冶炼”为主导,以“中、欧、美、日、韩消费"为归宿的产供销格局;中国稳居钴消费量第一,对外依存度超95%;中国钴矿储量在全球占比1.95%,其中刚果(金)全球占比44.46%,排世界第一位。刚果(金)地处非洲,政局动荡,因此中国从其进口钴矿有严重的不确定性。
镍资源短缺:中国镍矿储量在全球占比4.39%,行业CR3为54.18%,集中度较高。目前中国一半以上镍矿资源已经得到开发,但采用的深井开采技术,导致采矿场地压显现,围岩变形,诱发地质灾害,其环保问题不容小觑。
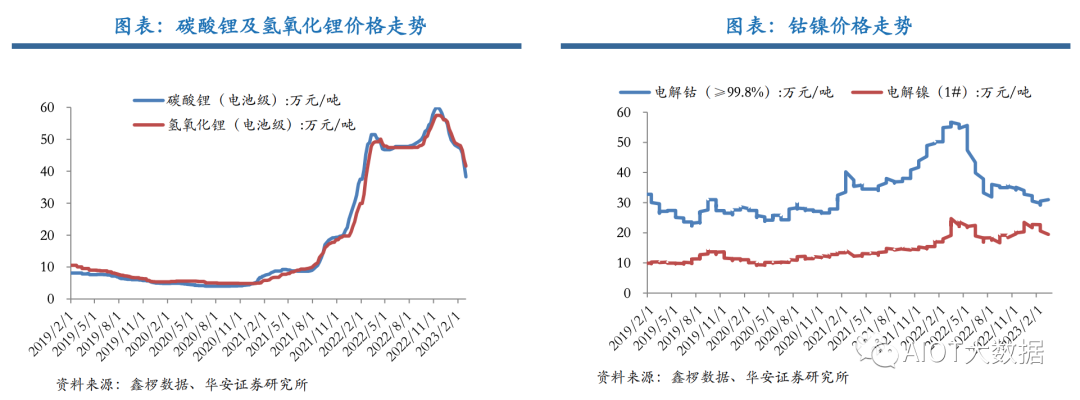
废旧动力电池金属含量丰富,是优质的城市矿山资源。上游金属资源供给难以匹配下游高增的需求,导致价格一路高企,在锂、钴、镍等金属短缺的情况下,动力电池回收将提供新的供应渠道。以三元系材料为例,每回收100g三元动力电池,可以回收12g镍、5g钴、1.2g锂、7g锰,而其他类型的动力电池也可回收数量不等的镍、钴、锂、锰等金属,废旧电池有色金属的含量远高于原生矿,因此废旧动力电池的回收价值巨大。

环保趋势:预防污染势在必行
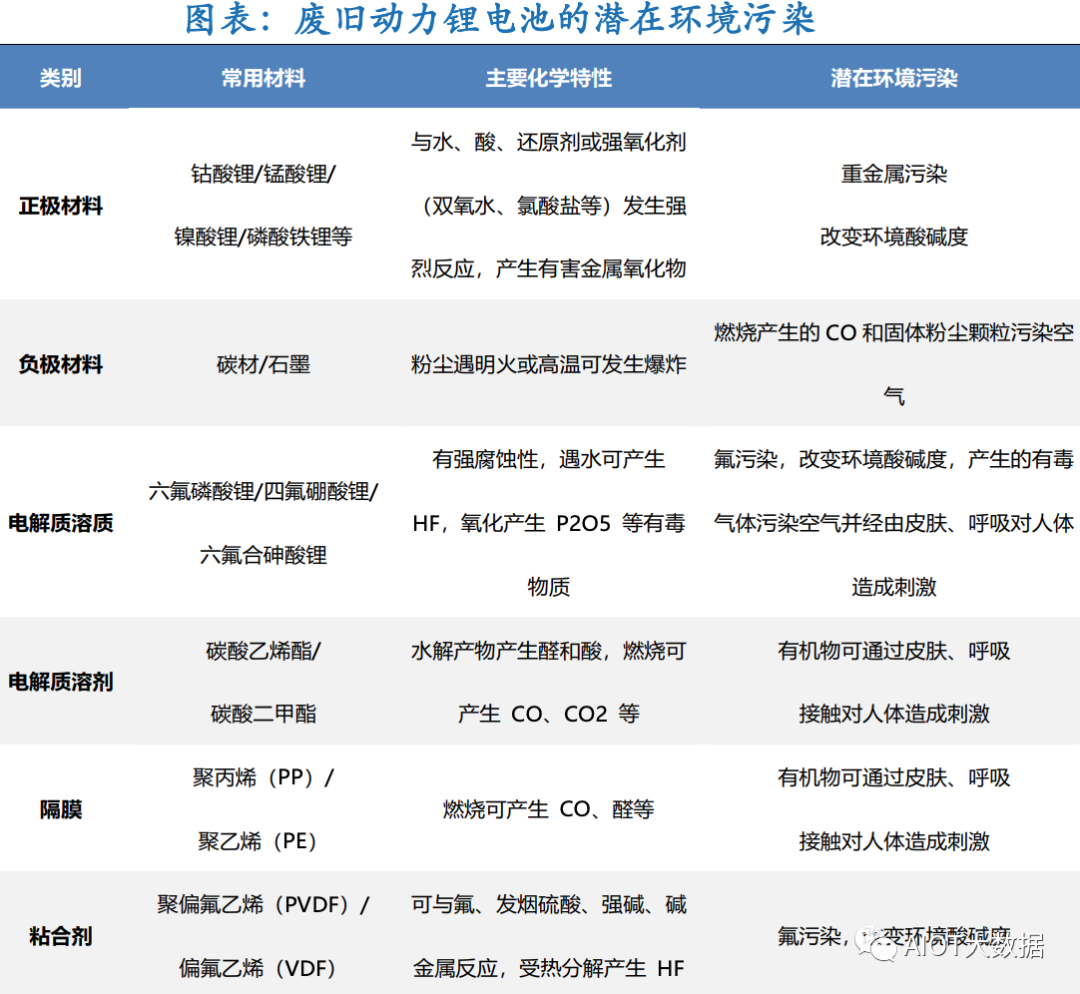
磷酸铁锂电池中含有的六氟磷酸锂、有机碳酸酯等化学物质都已列入我国危险废弃物名录。其中六氟磷酸锂具有强烈的腐蚀性,产生的有毒气体氟化氢,人体在吸入后,会强烈刺激上呼吸道。另外有机溶剂会对大气、水体、土壤造成严重污染;铜等重金属最终也会通过生物链传递危害人类健康;而磷元素一旦进入湖泊等水体,极易造成水体富营养化,危害生存环境。
三元锂电池对环境的危害大于磷酸铁锂电池。其电极材料中包含有镍、钴、锰、氟等物质,如果这些物质得不到科学处置,会对土壤、水体造成长达50年的污染,而负极材料中包含的碳和石墨也会对空气造成粉尘污染。
锂电回收市场规模及经济性测算
2030年锂电回收市场近1700亿
目前国内动力电池回收主要有三个来源:正极制造环节废片、电池制造环节废料、退役动力电池回收。
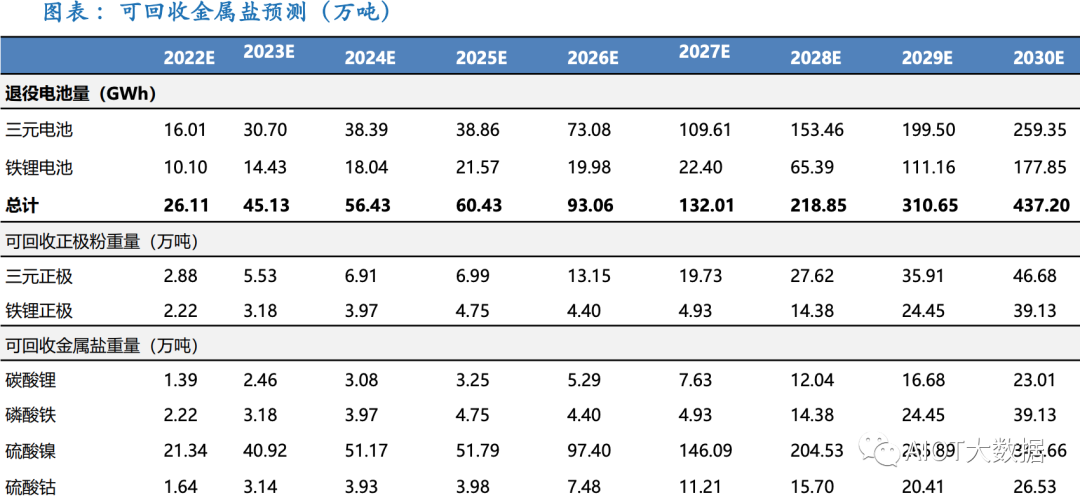
测算思路:依据三元电池向高镍化转型的趋势,其高镍化类型的三元电池占比逐步增高,给予三元各类型不同占比,因此我们得到2022-2030年三元电池分类型装机量(GWh),预估2030年三元装机量将达到521GWh;依据铁锂电池在动力领域及储能领域未来有放量的趋势,预估2030年铁锂装机量将达到794GWh。

假设三元动力电池报废时间为5年,磷酸铁锂由于更适合梯次利用,因此我们按照磷酸铁锂7年报废进行测算,根据我们的测算,预计2030年退役电池量将达437GWh;我们按照碳酸锂、硫酸镍、硫酸钴回收率分别为90%、98%、98%来进行测算,掌握核心技术的公司可1:1回收磷酸铁,因此我们预计2030年可回收碳酸锂23万吨,磷酸铁39万吨,硫酸镍346万吨,硫酸钴27万吨。
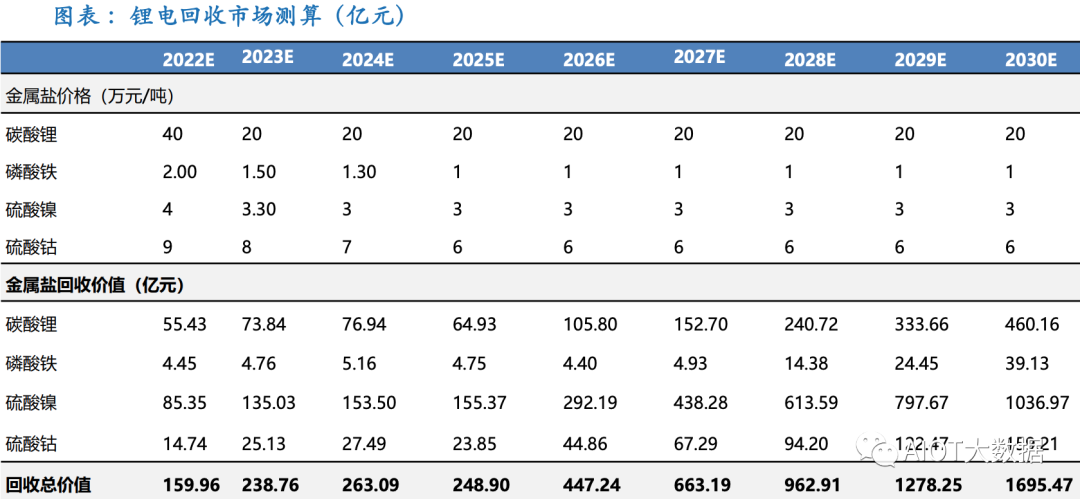
根据上游材料产能释放的预期,我们认为中长期看碳酸锂、磷酸铁、硫酸镍、硫酸钴市场价格有回落的趋势,因此我们给予金属盐远期价格分别为:碳酸锂20万元/吨、磷酸铁1万元/吨、硫酸镍3万元/吨、硫酸钴6万元/吨。我们测算2030年回收市场价值达1695亿元。
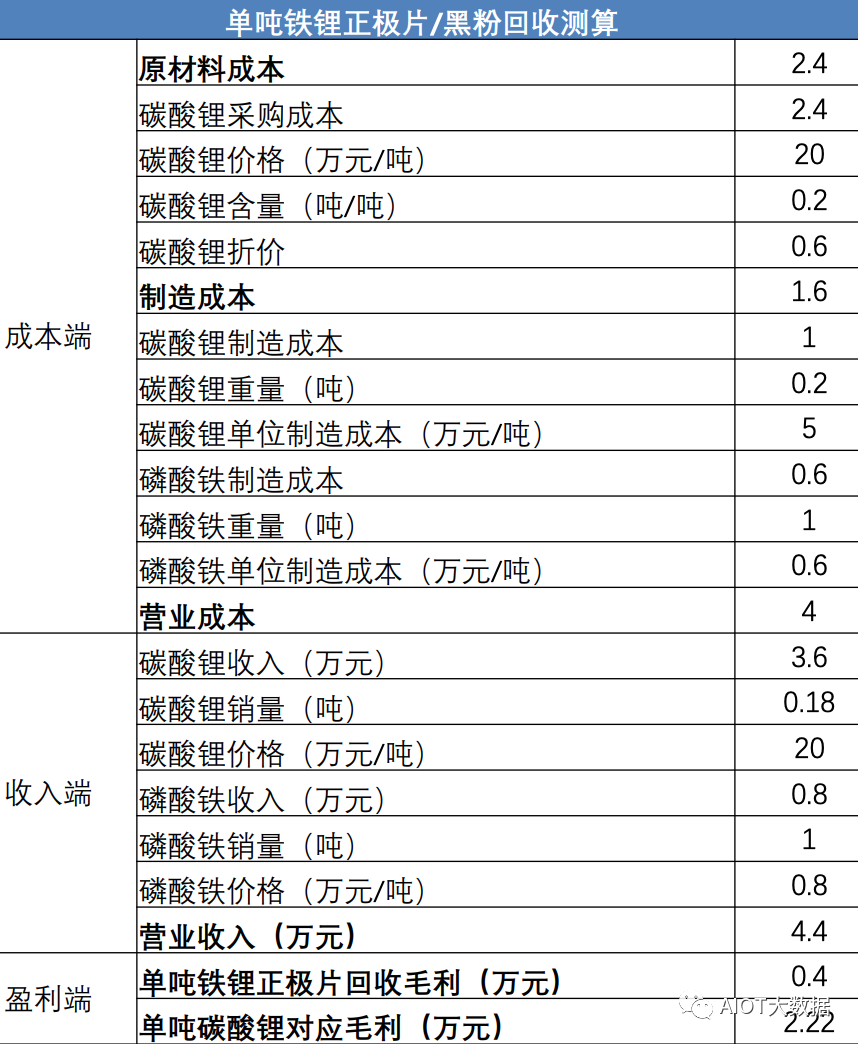
自2021年以来,随着碳酸锂价格提升,磷酸铁锂电池回收盈利性凸显,我们搭建铁锂正极片/黑粉回收模型(成本端、收入端、盈利端)来进行经济性测算。
原材料成本:主要由碳酸锂市场价格折价来进行定价,假设碳酸锂价格为20万元/吨,折扣系数为60%。
制造成本:碳酸锂单位制造成本为5万元/吨,掌握核心技术的回收企业可1:1回收磷酸铁,单位制造成本为0.6万元/吨。
收入端:单吨铁锂正极片/黑粉碳酸锂含量为0.2吨,可回收1吨磷酸铁,其中碳酸锂回收率为90%。
盈利端:基于以上假设,在碳酸锂20万元/吨,折价率60%的情况下,单吨铁锂正极片/黑粉回收的毛利为0.4万元,单吨碳酸锂对应的毛利为2.22万元。
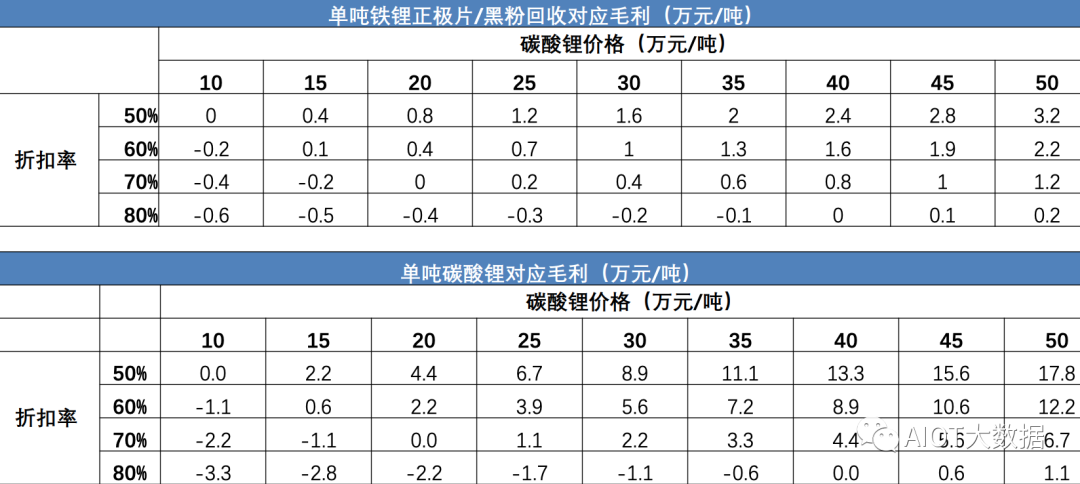
根据敏感性分析,当折扣率为60%的时候,碳酸锂价格每增加5万元/吨,回收铁锂正极片/黑粉毛利增加0.3万元/吨,回收碳酸锂毛利增加1.7万元/吨。当碳酸锂价格在10万元/吨以上,铁锂回收仍将具有经济性。
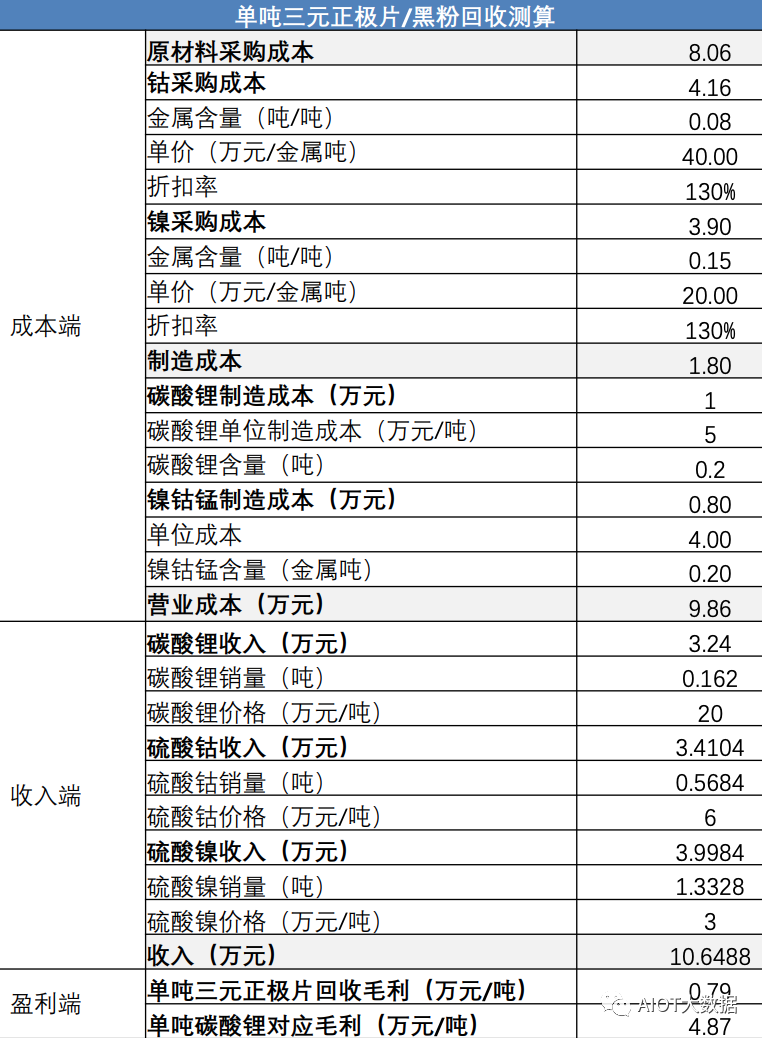
过去三元电池回收主要是以钴、镍金属含量,乘以金属价格及一定的折扣系数,并未考虑碳酸锂回收价值,自2021年以来碳酸锂价格飙涨,因此市场在采用之前的定价模式时,折价率超过了100%。
原材料成本:我们主要考虑钴镍价格及折扣率,我们假设钴、镍价格分别为40万元/金属吨,20万元/吨,折扣率为130%。
制造成本:碳酸锂单位制造成本5万元/吨,钴镍锰制造成本4万元/吨。
收入端:我们价格碳酸锂回收率90%,硫酸钴、硫酸镍回收率为98%。碳酸锂价格20万元/吨,硫酸钴价格为6万元/吨,硫酸镍价格为3万元/吨。
盈利端:基于以上假设,单吨三元正极片/黑粉回收毛利为0.79万元/吨,回收单吨碳酸锂对应毛利为4.87万元/吨。
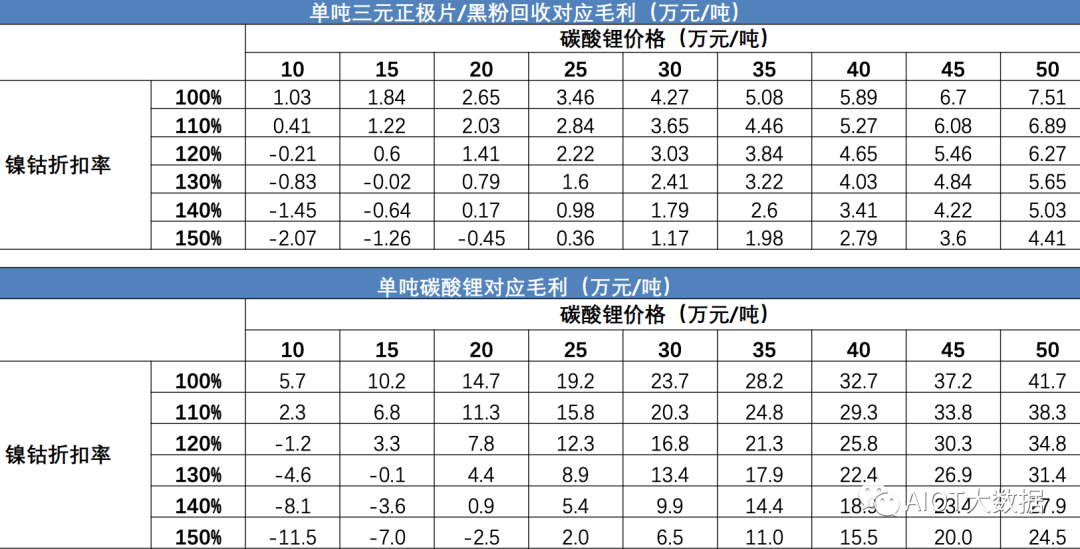
根据敏感性分析,碳酸锂价格下跌在一定程度上影响三元回收毛利,当碳酸锂价格在10万元/吨以上,钴镍折扣率在120%以下仍将具备回收价值。
渠道布局+工艺进步可助力企业突围
回收市场现状:白名单企业稀缺,多为梯次利用
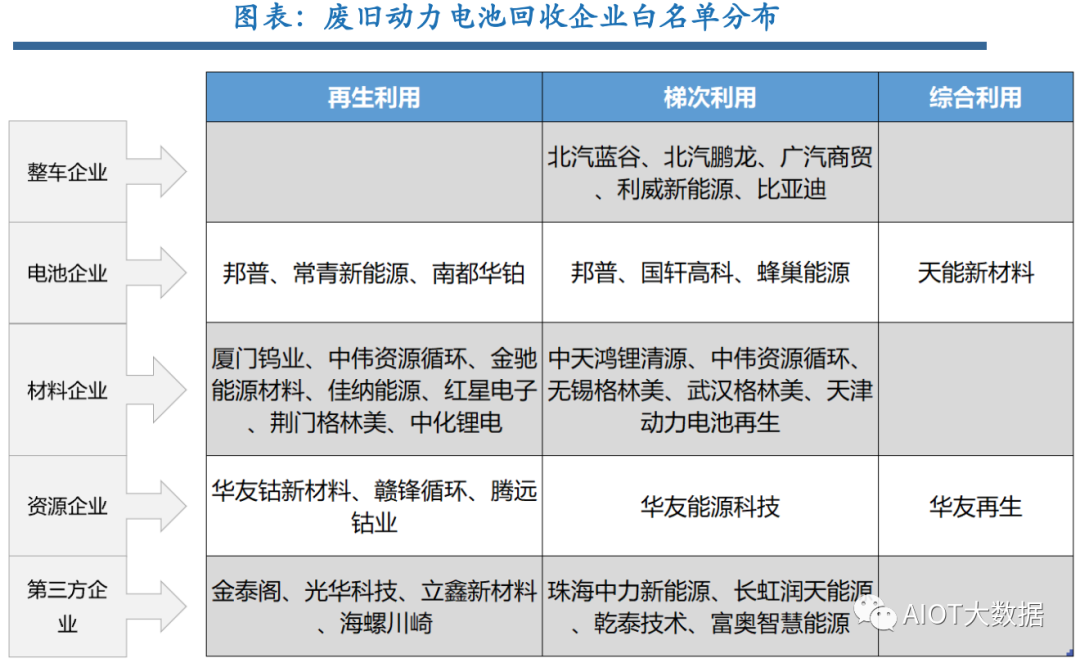
白名单企业稀缺,多为梯次利用。截至目前,工信部累计公布三批废旧动力电池回收企业白名单,共计47家,表明真正通过国家认证的企业数量较少,参与方主要可以分为五类,整车企业、电池企业、材料企业、金属资源企业以及第三方企业。由于磷酸铁锂电池适合先梯次后再生利用,三元电池适合再生利用,未来不排除电池回收企业间联合回收行为。
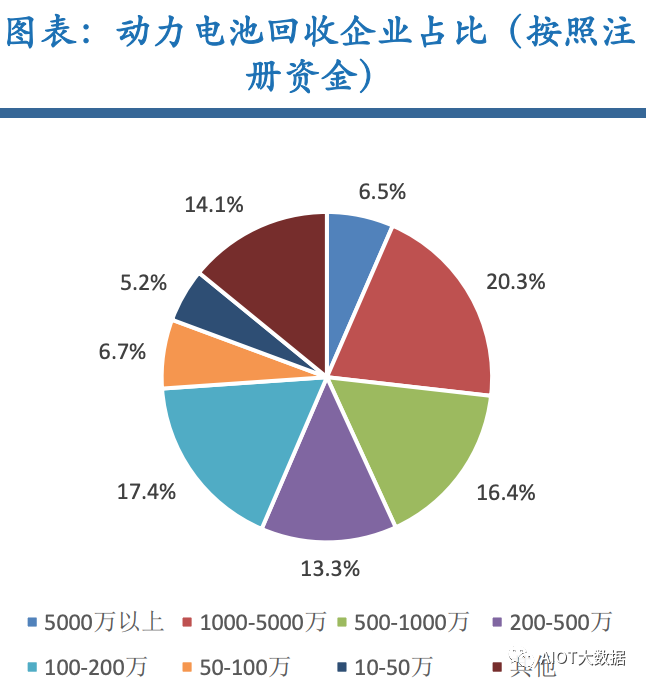
回收市场现状:格局不稳定,新进入者众多
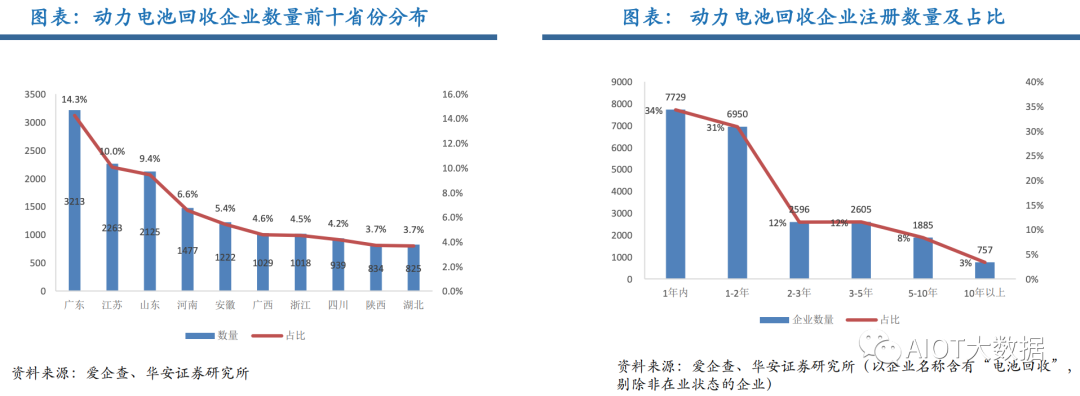
新能源汽车政策向导,锂电回收企业数量激增。截至2022年4月5日的数据,注册“电池回收”的企业有22522家(排除停业等异常情况的企业),其中企业数量前十的省份依次为:广东、江苏、山东、河南、安徽、广西、浙江、四川、陕西、湖北,它们的整体占比为66.4%,接近2/3,集中度高,且其中有8个省份的城市有出现在2009年开始推行的“十城千辆”工程名单中,国家政策对于新能源车的推广起到重大宣导作用的同时,促成了锂电回收企业的兴起与壮大。
回收市场现状:网络体系不完善,缺乏长效监管
我国退役动力电池回收状况面临较大问题。
回收网络体系不完善:按照产品全生命周期原则,动力电池回收利用涉及动力电池生产商、电动汽车生产商、电池租赁公司、消费者、行业回收联盟、第三方回收组织等多个责任主体。主体之间职责不清,回收网络有待梳理和完善。
安全环保隐患突出:与消费类锂离子电池相比,车用动力电池具有体积大、电压高、污染因素多等特点,退役后的动力电池在回收过程存在触电和燃爆危险,应当由专业人员进行绝缘处理和包装暂存,再通过回收网络体系流入回收利用市场。
缺乏长效监管,劣币驱逐良币:市场存在大量作坊式回收拆解企业,将退役后的动力电池经过简单的拆解、重组,就销售到应用市场,或暴力提炼电池中的有价金属元素以谋取利益。利用其自身成本优势大量高价回收退役废旧动力电池,导致大量电池流入到作坊式企业,而正规回收企业则很难回收到电池。
借鉴:参考海外回收体系完善渠道布局
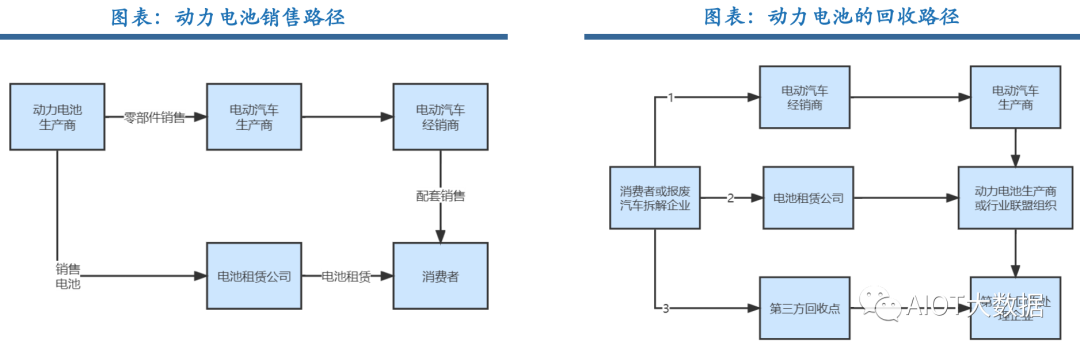
回收渠道是电池回收的关键。电池回收渠道涵盖整车厂、电池厂、汽车拆解企业动力电池生产商、梯次利用贸易商等,如何建立稳定的回收渠道至关重要。电动汽车生产商和电池租赁公司是动力电池销售流程中的主体企业,从欧美发达国家的电池回收经验可以看出,在建立废旧电池的回收体系时,动力电池生产商承担电池回收的主要责任,在回收动力电池的过程中,电动汽车生产商和电池租赁公司要配合动力电池生产商的回收活动。消费者可以将废旧动力电池交回电动汽车或电池租赁公司的经销服务网络,由其在收集后运回动力电池生产商。
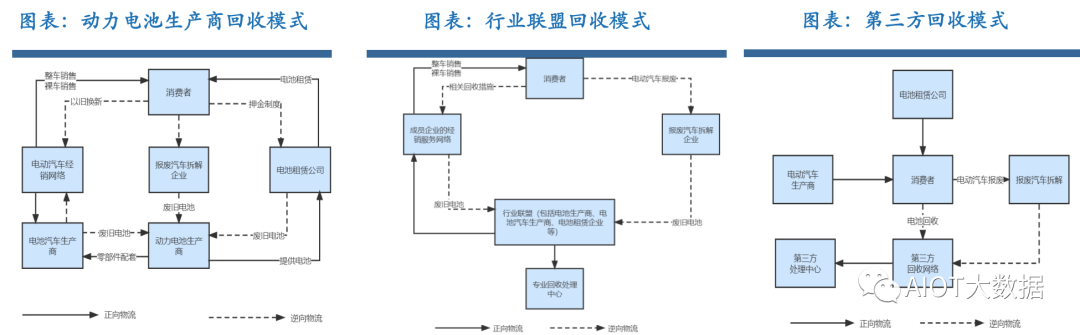
动力电池生产商回收模式:动力电池生产商利用电动汽车生产商的销售网络,以逆向物流的方式回收废旧电池。消费者将报废的电池交回附近的电动汽车销售服务网点,依据电池生产商和电动汽车生产商的合作协议,电动汽车生产商以协议价格转运给电池生产企业,由其进行专业化的回收处理,电池生产商可以继续利用回收的金属材料。
行业联盟回收模式:由行业内的动力电池生产商、电动汽车生产商或电池租赁公司组成,并共同出资设立专门回收组织,负责动力电池的回收。可建立专业的电池回收处理中心,负责对其回收的废旧动力电池进行回收再利用。
第三方回收模式:动力电池生产商,把回收业务委托给第三方企业进行经营,只需向其缴纳一定的服务费用即可。
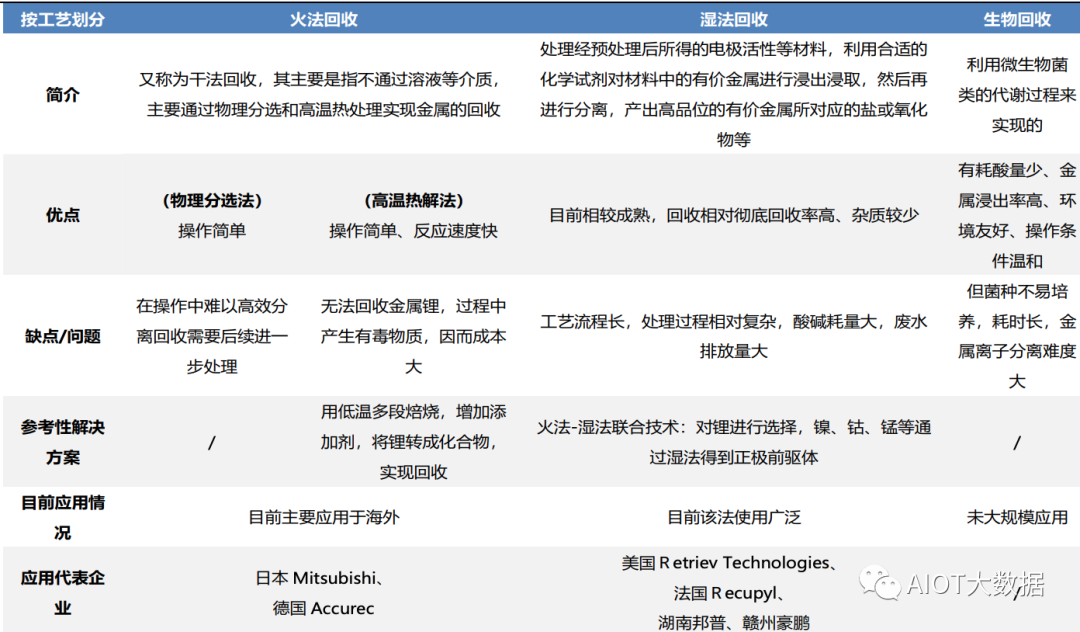
回收工艺:湿法优势明显,为目前主流
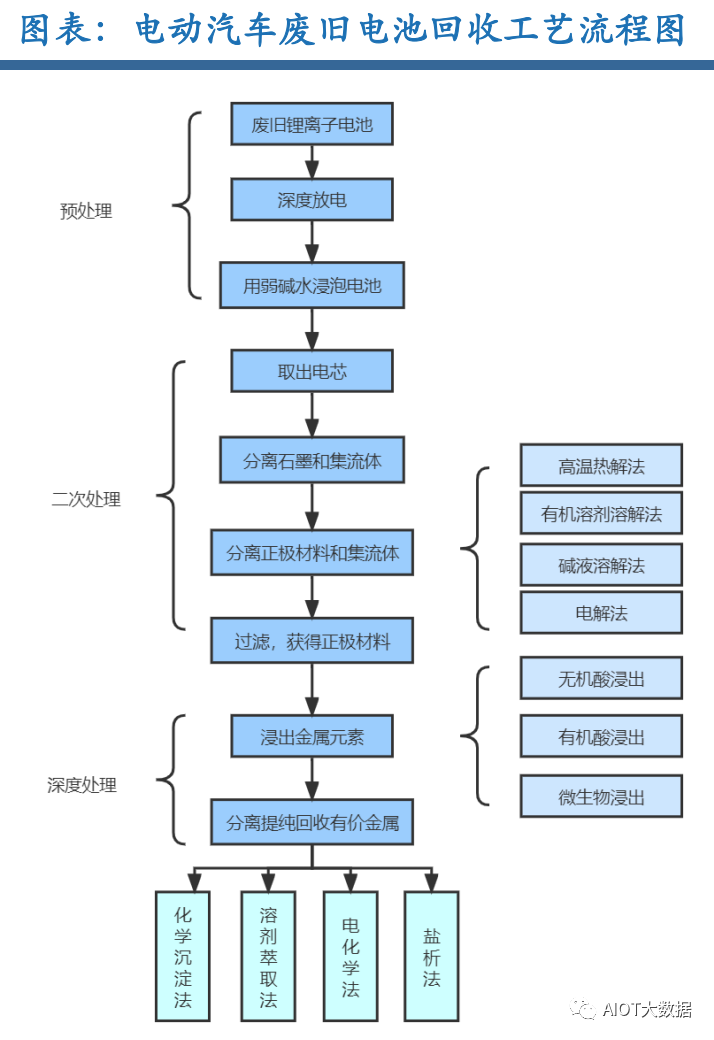
目前,动力锂电池的回收工艺按照过程划分可以分为预处理、二次处理和深度处理三个过程。
因为废旧电池在回收的过程之中仍然存有部分电量,所以要对其进行预处理,主要是进行深度放电、破碎和物理分选;二次处理是为了是正负极活性材料与基地发生分离,主要通过热处理法,有机溶剂溶解法,碱液溶解法以及电解法来实现。深度处理是处理过程的关键,主要包括浸出和分离提纯两个过程,对有价值的金属材料进行提取。
干法回收,其主要是指不通过溶液等介质,主要通过物理分选和高温热处理实现金属的回收;湿法回收,处理经预处理后所得的电极活性等材料,利用合适的化学试剂对材料中的有价金属进行浸出浸取,然后再进行分离,产出高品位的有价金属所对应的盐或氧化物等;生物回收,指利用微生物菌类的代谢过程来实现的。湿法工艺是目前回收废旧锂电池较为成熟的技术,也是工业化应用最多的回收方式。
回收工艺:湿法优势明显,为目前主流
火法(干法)回收:操作简单,耗能高,产生有价成分损失,且产生有毒气体;
湿法回收:回收率高,杂质较少,工艺较为复杂,废水排放量较大;
生物回收:回收周期较长,生物浸出法处理效果差,且菌群培养困难
目前在国内只有湿法回收工艺得到工业化广泛应用,而火法回收目前主要应用于海外。
审核编辑 :李倩
-
锂电池
+关注
关注
263文章
8771浏览量
186583 -
动力电池
+关注
关注
113文章
4702浏览量
81895 -
新能源汽车
+关注
关注
141文章
11471浏览量
105491
原文标题:技术与市场:锂电池回收
文章出处:【微信号:AIOT大数据,微信公众号:AIOT大数据】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录

力钜新能源(中山)有限公司:专注差异化锂电池,以创新技术驱动定制未来
技术干货 | 锂电池保护芯片工作原理详解:四大机制守护电池安全

锂电池测试设备厂家:头部电池企业都在选择这款产品
锂电池可以用激光锡焊吗?深度解析锂电池焊接技术与应用
锂电池保护电路的工作原理分析与应用方案




评论