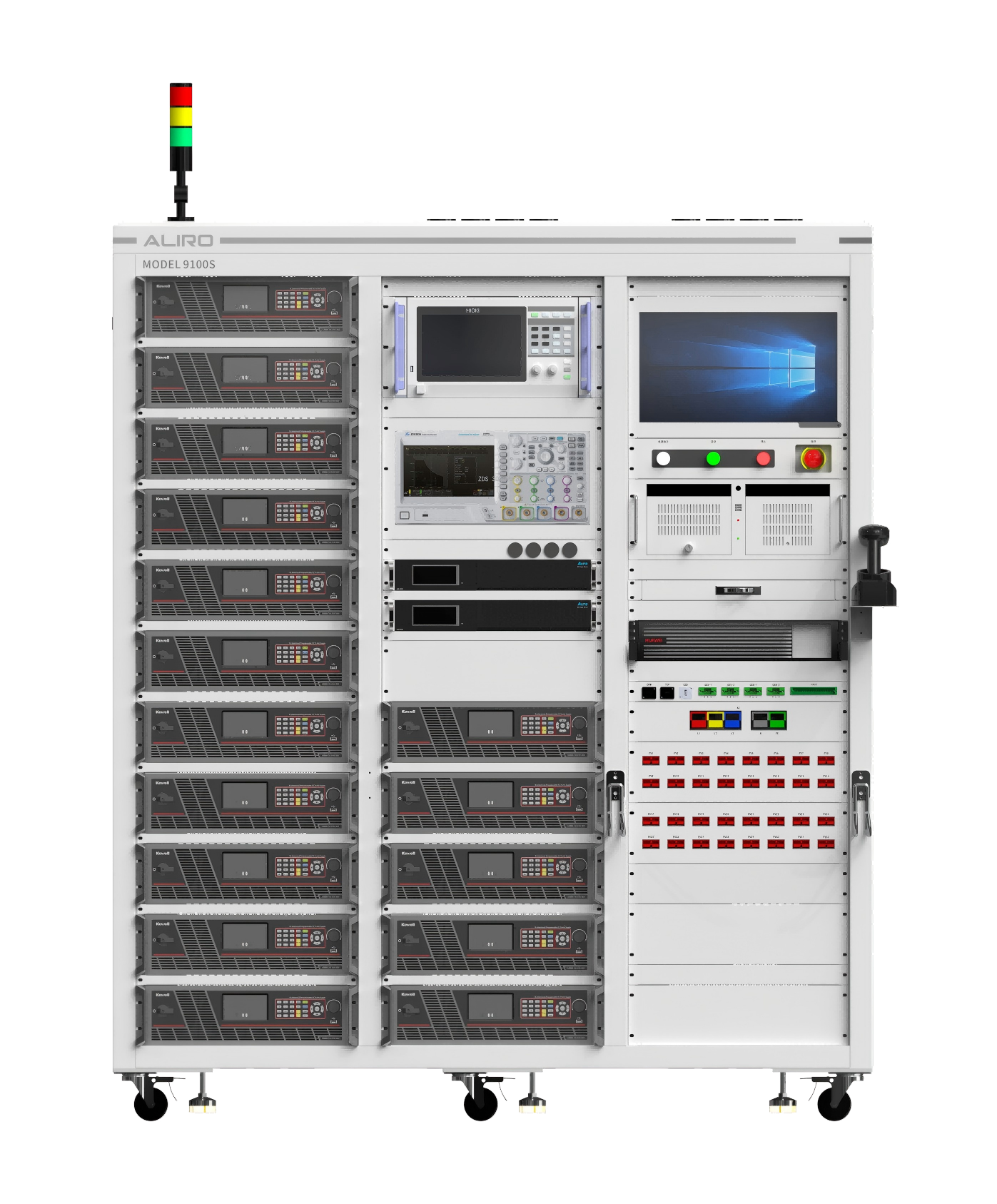
 LHART1000-32全自动压力标定系统
LHART1000-32全自动压力标定系统

系统概述:
LHART1000系统实现无人自动生产工作,自动标定压力传感器/变送器等带Hart通讯功能的被检设备,实现批量检测32路/次,通过软件自动写入被检设备所需数据,以致被检设备达到合格标准范围。
系统以氮气瓶气源为工作介质,以我公司自研标定软件为核心,通过计算机进行自动控制,实现温度的快速变化,以及产生所需的标准压力,通过专用工装接口传递到被校压力传感器或变送器,通过hart通讯方式与被校设备通讯,实现被检设备的标定工作,并自动记录、存储标定数据,根据指令打印原始记录或检定证书。(系统流程图如下)
系统功能:
通过控制压力检验仪给出需要的稳定气压。
自动采集1-32路压力传感器的输出值,通过hart通讯与每一台设备通讯。实现标定线性化及温补。
自动控制温箱快速变化,实现温度精准控制。
检测过程中可同时自动记录、处理、存储压力传感器测试数据。
具有良好、简洁的人机操作中文界面。
试验台整体为可移动式(气瓶、空压机、高低温温控箱、打印机除外),所有设备均固定安装在试验台上,外形美观,实现各组成部件的系统集成,实现电路和气路的内部连接。
合作客户:江苏杰克、上海恩邦、中电集团、中航工业、南京沃天等
支持调理芯片厂家:
中锐智城、Melexis、德国ZMDI公司的ZSC31010、美国美信公司的MAX1452等国内外主流芯片

软件运行界面
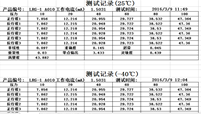
测试记录  系统流程图
系统流程图

实际案例照片
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
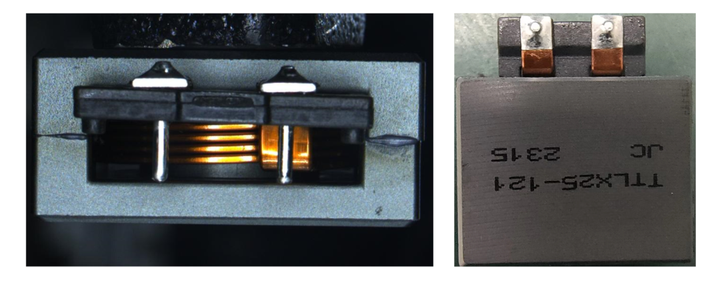
压力传感器
+关注
关注
35文章
2540浏览量
182805 -
标定系统
+关注
关注
0文章
6浏览量
6339
发布评论请先 登录
相关推荐
热点推荐
电驱动系统标定全流程指南:从生产扭矩秩序、基础参数,到 MTPA与弱磁、诊断架构与模型化标定闭环
本篇为节选,完整内容会在知识星球发布,详细分布见目录页导语:今天聊聊电驱动系统的标定,本篇,我们会把性能标定、诊断标定和驾驶性标定放到同一条

基于C#+WPF全自动温湿度控制系统概述
C#+WPF 工控开发:一套全自动控制系统,接单报价直接翻倍 在 2026 年的工业自动化版图中,制造业正经历着从“机械化”向“智能化”的终极跨越。随着“工业 4.0"与“中国制造 2025"战略
芯片过热导致锁死?全自动烧录机温控系统的优化实战
。如果散热路径不畅,热量积聚会导致硅片结温快速上升。现代芯片内部多有热关断电路,但某些设计在触发热保护前,高温已导致时序紊乱,从而造成逻辑锁死。分析温控系统的三个短板全自动烧录机的温控,并非简单
发表于 02-11 09:34
国产vs进口:在消费电子降本压力下,全自动烧录机的真实差距在哪?
在消费电子行业,成本压力直接传导到每一台生产设备的选择上。全自动烧录机作为芯片数据灌录的关键设备,其国产化替代已成为许多工厂的必选项。单纯比较价格没有意义,真正的决策必须基于对技术细节、长期综合
发表于 02-10 10:21
福禄克柔性化压力传感器生产标定系统产品简介
线性标定和温度补偿标定是压力传感器生产过程中的关键步骤之一,其中线性标定的作用是使压力传感器在基准温度下达到标称的精度指标(包含非线性、重复

IMU+多相机高速联合自动标定方案
随着视觉惯性传感器在自动驾驶、机器人、AR/VR 等领域规模化落地,多相机+IMU 联合标定需求呈爆发式增长,多相机+IMU 联合标定领域尚属空白。
感算商城联合知名方案公司推出国内首台量产级
发表于 10-23 14:04
智慧工厂 - 未来的全自动工厂
智慧工厂,又称黑灯工厂、智能制造,被认为是现代工业4.0最令人兴奋的概念之一。它描述的是一种全自动生产环境,在没有人的情况下工作,因此可以真正在熄灯状态下运行。机器、机器人、传感器和人工智能
发表于 09-22 14:33
智能全自动调压器的作用和优势解析
在电力系统中,电压的稳定性直接关系到设备的稳定运行和使用寿命,智能全自动调压器作为一种关键的设备,对于稳定电压、保障电力设备正常运行起着至关重要的作用,因此,深受广大用户的青睐,那么是什么让智能全自动调压器受欢迎呢?这4大优势你
小型全自动气象站到底 “自动” 在哪?
小型全自动气象站到底 “自动” 在哪? 柏峰【BF-QX】在气象监测领域,“全自动” 是个高频词,但很多人对 “小型全自动气象站” 的认知还停留在 “不用手动读数” 的层面。实际上,它

全自动 PLC 控制系统:工业 4.0 时代的核心驱动力
工业 4.0 的核心是实现智能制造与数字化工厂,而全自动 PLC(可编程逻辑控制器)控制系统作为工业自动化的 “神经中枢”,通过精准控制、数据互联、智能决策等特性,正在成为这一变革的核心驱动力。从
什么情况使用三相全自动稳压器
三相全自动稳压器适用于需要稳定三相电压供应的场景,以保障设备正常运行、延长使用寿命并提升生产效率。以下是需要使用三相全自动稳压器的典型情况及分析:
原厂方案:VX1000广泛支持ARM架构ECU的高速测量与标定
1. 什么是VX1000? VX1000系统是高性能测量和标定硬件,可通过MCU的高速调试接口(如DAP、JTAG、SWD、Aurora、TPIU等),实现对ECU内部变量的高带宽、高

电机铁芯液压自动铆接机的研制
研制一种电机铁芯液压自动铆接机,该铆接机可以实现自动送铆钉和自动穿铆钉、多个铆钉一次性自动压铆;可以进行铆钉缺少光电技术探测,防止出现漏铆现象。该铆接机采用多阶段变
发表于 04-28 00:24



评论