 永宏PLC在生产目标管理板上的控制改造
永宏PLC在生产目标管理板上的控制改造

1. 前 言
现在很多车间都采用生产目标管理板在生产线上进行产品生产的管理,可以直接进行生产目标的设定,动态显示实际生产实绩数。很直观的进行目标与当前产量的对照;更能促进生产的进程。由于管理板控制较为简单,所以基本上都采用单片机来实现。但在工厂的环境下,往往存在很多干扰信号,导致管理板不能正常地、稳定的工作。这样对生产会造成直接的影响。所以为了提高产品的可靠性,采用PLC来进行控制改造,将很有效的提高管理板的稳定性。
2. 传统生产管理板简介
传统的生产目标管理板都采用一块大面板来显示,集成单片机控制电路,LED显示;以及操作手柄。通常采用悬挂方式。
图1 传统生产目标管理图示
而操作手柄主要用来设定相关的参数,如生产目标数,定时器时间以及管理板的启动等。而计数信号一般由生产线的相关传感器提供。常见的操作方式有纯按键式,或者按键结合拨码开关方式。在拨码开关设定值方便,更能方便、直观的操作。
目前有如下一个生产管理板:
使用按钮进行参数的设定,【设定】、【选位】、【+1】和【-1】
目标值按钮:【目标复位】、【目标暂停】
实绩数按钮:【实绩复位】,另外还有连接生产线的【实绩+1】输入开关。
生产管理设定过程如下“:
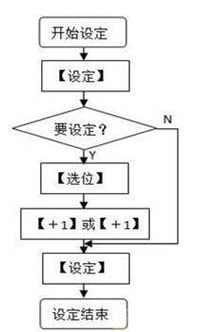
根据流程图,系统的参数设定主要通过按键来操作,步骤显得繁琐,设定速度较为缓慢,在一定程度上制约着生产效率的提高,而且单片机控制的管理板若在生产系统化的集中管理,就很难发生数据,以便ERP等管理中心进行数据的采集。所以,为提供系统的稳定性,以及适应当前工厂管理模式,对其改造势在必行,现就以台湾永宏电机公司生产的FBs系列PLC对其进行改造。永宏PLC提供LED显示控制的专用模块FBs-7SG1/2,对生产管理板的改造提供相当便利的条件,无论从配线还是控制方式上,都大大的简化,从而更能提高系统的稳定性与可靠性以及控制的便利性。
3. 永宏PLC硬件配置
根据上述系统配置,控制系统都集中在开关量输入和LED显示两个单元。若考虑到后期的系统升级,如做生产数据的采集等与尚未机通讯,只需再增加一块通讯板即可实现。所以在选择PLC时,选择永宏经济型主机FBs-MA系列就可以,永宏PLC主机最小点数为10点,最大为60点;但由于LED先必须采用扩展模块才能实现控制输出,能带扩展模块的主机至少为20点,所以这里要选择FBs-20MA主机。(详细主机介绍请参考永宏公司相关产品手册)。主机为12点输入和8点输出;可以扩展到3个通讯口,自带一个编程口。下面重点介绍一下永宏PLC提供的LED显示输出模块FBs-7SG1/2。
FBs-7SG有7SG1与7SG2两种机型,它们内部分别具有1个或2个可显示8个数字7段数码管或者4个16段数码管,下图是以FBs-7SG2 为例的示意图。

图2 FBs-7SG2示意图
FBs-7SG内部具有专用的七段LED 显示IC,用来作为1~8个七段或1~4个16 段LED显示器的多任务扫描显示。用户只需要用一条16 芯的扁平排线连接就可以得到8 位数的数字显示或64 点独立的灯号显示(一个数字显示可分为8个独立点显示或可以选择数字与独立点混合显示) 或4 位数的文数字显示。每一片7SG 模块会在I/O 寻址上占用3~8个数字输出缓存器的地址(R3904~R3967), 因此一个主机最多可控制192个7段数字显示或64个16段米字型文数字显示或1024个独立点LED 显示。
下图为FBs-7SG 内部显示IC 的输出驱动电路结构图, 对一般用户而言, 并不需要特别去计算LED 的压降, 只需要按照下列Jumper 表格调整适合的电压, 使它不至于发生过电压驱动(O.V.)现象就可以。
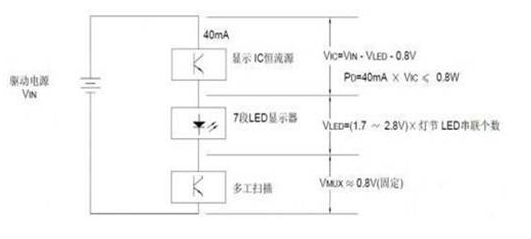
图3 FBs-7SG驱动电路图示
驱动电压
因为显示IC 为40mA 定电流源,故其功率消耗完全由跨接在它上面的电压降VIC( PD =40mA × VIC) 的大小决定,如上图所示VIC = VIN ? VLED ? 0.8V, 也就是VIC 受到驱动电源电压VIN 及七段显示器顺向压降VLED 的影响,因显示IC 的安全功率消耗在最恶劣周围温度条件下必须限制在0.8W 以下, 也就是它的VIC 必需小于2V。VIC 过低将造成显示亮度不足或者无法显示,过高则将造成不正确的显示( 不该亮也点亮) 或损坏显示IC。
由于不同尺寸的LED 显示器其工作所需的驱动电压不同, 因此应用本模块时需先设定适当的驱动电压。驱动电压大小的正确选择,通过调整电压跳线来进行调整。
模块底部有个高电压驱动跳线JP1,提供7.5V,10V和12.5V电压选择,出厂设定在7.5V。
面板上面还提供JP5/8跳线,为LV和HV电压选择。当在LV位置时,驱动电压范围为:2.4V-4.2V;若在HV位置则才是7.5V-12.5V。
另外还提供JP6/9和JP7/10两个微调跳线。JP6/9调整0.6V的压降;JP7/10调整1.2V的压降;通过这些跳线来获取LED允许的电压驱动。
为了能让驱动IC 的CE 间端电压VI C 控制在2V 以下,FBs-7SG 设计有过电压驱动显示LED, 以供用户检视是否有过电压驱动现象,在面板上提供“O.V.”指示灯。通过JP3来测试模块是否过压显示,在所有灯节都会被点亮后,通过JP3来测试,将JP3 置放在N 位置,当O.V.灯属于熄灭状态,表示未过压驱动;反之则表示过压,再做电压的调整。这样起到对模块的保护作用。
结合FBs-7SG显示模块,永宏公司还提供配套使用的LED显示板。有7段显示以及16段显示,尺寸有0.56寸~4寸的选择。这样,客户可以直接定购相应尺寸和显示段数,就能轻松的完成LED显示的输出,无需自行进行繁琐线路焊接与调试。下面图示为7段LED显示板的原理图。
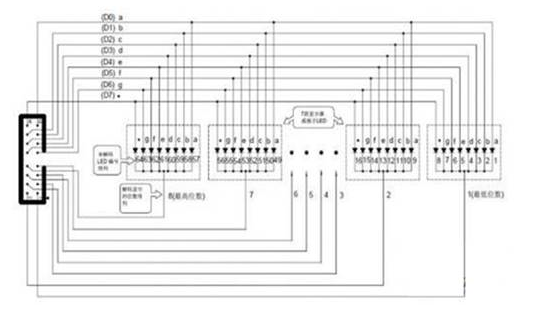
图4 DBx.xLEDR显示原理图
7段LED显示板( 一片最多八位数) 最右边一位数对应到SEG0~SEG7 输出,再往左下一位数为SEG8~SEG15,最左位数为SEG63~SEG56,一片7SG2 共可以推动16 位数7 段数字LED 显示器。
16段米字型显示板(一片最多四位数)最右边一位数的D0~D15 灯节分别对应到7SG2 模块的SEG0~SEG15 输出,再往右下一位数为SEG16~SEG31,最左一位数位为SEG63~SEG48。一片7SG2 共可接两片16 段文数字型LED 显示模块。
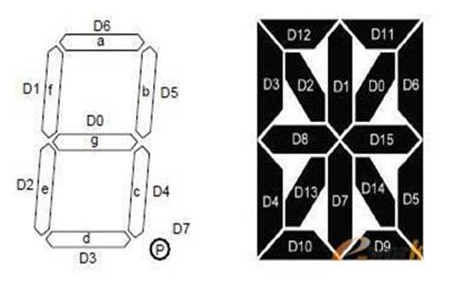
图5 7段与16段LED原理图
解码与非解码
在FBs-7SG模块上,还提供一个解码/非解码模式的显示选择跳线JP2.此模式基本上使用在7段LED上。
非译码显示: 各个灯节的暗亮,独立由用户的应用控制。 在此模式下FBs-7SG2 总共使用了8个输出缓存器来控制128灯节的显示,每一灯节分别由对应的1个位来控制,当位值为1 时对应灯节会点亮,各灯节与输出缓存器的对应关系如下表所示,其中OR 为模块占用的第一个输出缓存器,每一输出缓存器的内容分两次输出每次输出一个字节数据(8 个灯节), 各字节数据分别送到对应的P/D7~ A/D0 输出。
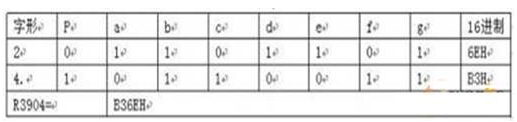
例:每2个显示LED(7段)由一个OR控制输出。若我们将CH0通道的低2位(对应寄存器R3904)显示:”4.2”字样时,那么将R3904的寄存器设定值如下。
表格1 非解码模式下对应驱动位
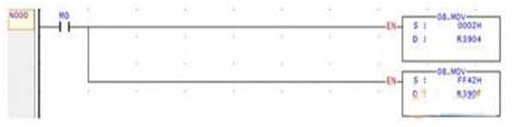
程序控制如下:

只需该条指令即能显示:”4.2”字样。其他非解码的数字对应驱动寄存器位请参考《永宏PLC使用手册》2的第16章节。
译码显示:直接以内定字型编码显示其对应的字型灯节,在此模式下FBs-7SG2 总共使用4个输出缓存器来控制8 位数字显示,每一位数分别由对应的4 个位来控制,此外8 位数的小数点也利用1个输出缓存器来控制,每一数点分别由对应的一位来控制,各位数字与小数点与输出缓存器的对应关系如下表所示,其中OR 为模块占用的第一个输出缓存器。
如上面例子显示:”4.2”的控制方式如下:
注:在对应的16进制位上,填写F时,LED无显示输出。若对直接对寄存器做显示的话,中间则需要对寄存器做BCD码转换(FUN20功能指令),才能显示为人眼可识别的0~9数字。
责任编辑:lq6
-
单片机
+关注
关注
6078文章
45580浏览量
673653 -
寄存器
+关注
关注
31文章
5619浏览量
130419 -
控制电路
+关注
关注
83文章
1753浏览量
138889
发布评论请先 登录
工程机械非标改造项目西门子300系列PLC通过以太网模块同时与两个触摸屏进行通讯案例

2026工业远程控制设备:宏集IXON打造PLC远程监控与智能管理新标杆

工业智能网关如何实现低成本数字化改造
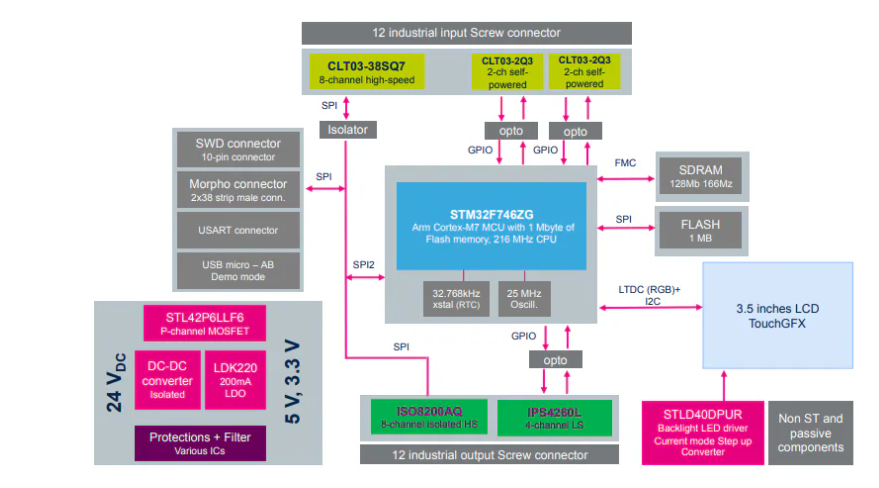
STEVAL-PLC001V1工业PLC评估板技术详解
在生产线能耗监测中实现PROFINET与MODBUS RTU的协议转换

宏集干货 | 手把手教你通过CODESYS V3进行PLC编程


宏集案例 | 多协议·高兼容·低成本——宏集Berghof PLC多主站解决方案全解
宏集方案 | 如何轻松管理西门子S7 PLC?S7Comm: 与西门子 PLC 直接通信的关键
Modbus转Profinet网关与西门子PLC的互联配置案例:用于永宏品牌变频器的控制实现

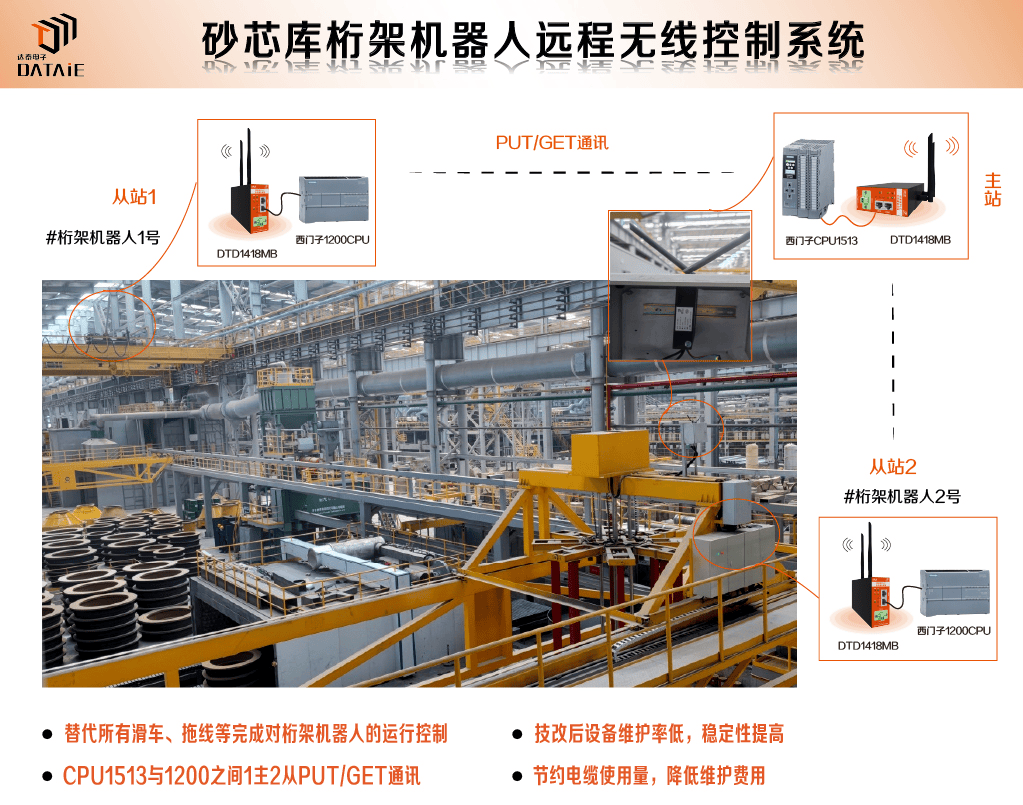
车间设备移动难?手把手教你PLC无线控制改造
工业数字化改造有哪些前提
欧姆龙PLC(网口/串口)如何采集数据

西门子网口PLC数据采集如何配置

如何实现不同品牌多网段PLC数据通讯




评论