 国外数控系统有哪些_西门子数控系统维修调试
国外数控系统有哪些_西门子数控系统维修调试

国外数控系统有哪些
国产普及型数控系统市场占有率不断提高,但外国品牌依然占领国内市场。在高档数控系统领域,国产数控系统与国外相比,确实还存在比较大的差距。虽然国产五轴联动数控系统技术上已经取得了一定突破,但功能还不够完善,在实际应用中验证还不全面。国产高档数控系统的差距,还表现在产品的系列化不全,如伺服电机、伺服驱动从小到大各种规格,国外都有,而我们的规格有限;在高速(快速进给速度40米/分以上)、高精(分辨率0.1微米以下)、多通道数控系统的功能、性能上,国产系统与国外系统有较大差距。目前国内常见的数控系统主厂商包括:
1.日本FANUC数控系统
日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列 用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列 0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列 0-TC用于通用车床、自动车床,0-MC用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列 整体软件功能包,高速、高精度加工,并具有网络功能。0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列 控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联动。
除此之外,还有实现机床个性化的CNCl6/18/160/180系列。
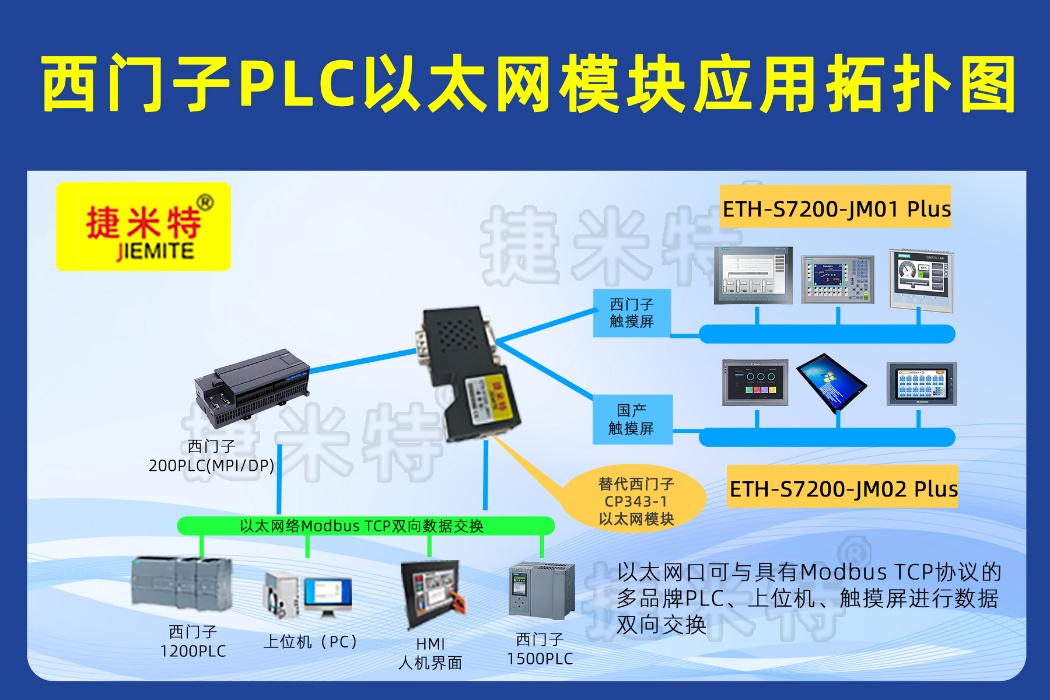
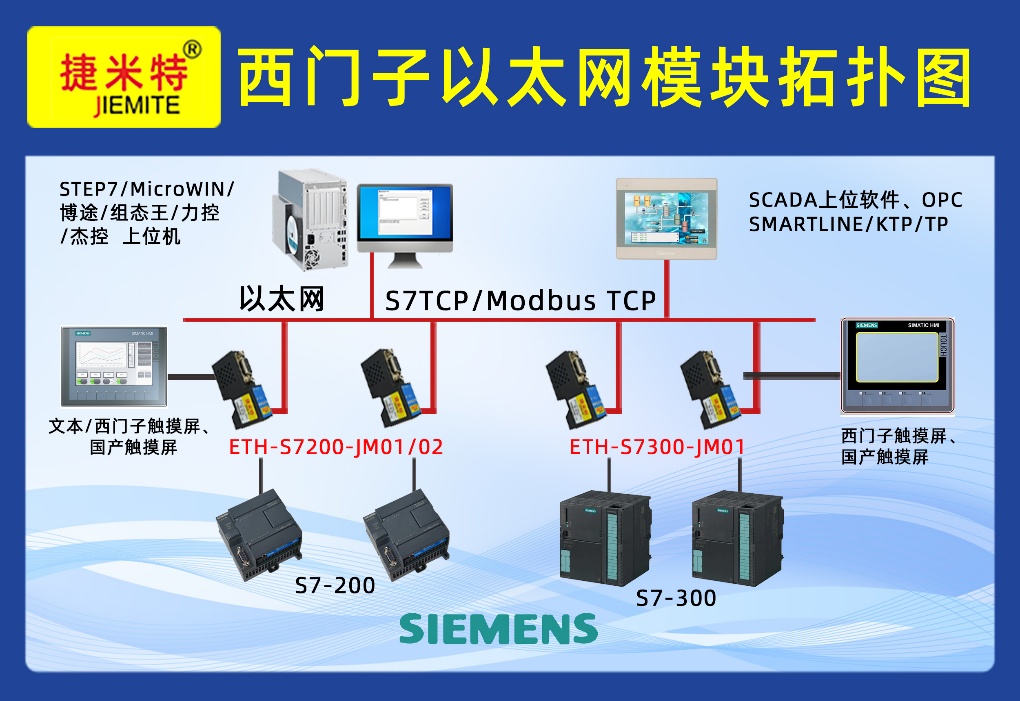
2.德国西门子数控系统
西门子是全球电子电气工程领域的领先企业,主要业务集中在工业、能源、医疗、基础设施与城市四大业务领域。140年来,西门子以其创新的技术、卓越的解决方案和产品坚持不懈地与中国开展全面合作,并以不断的创新、出众的品质和令人信赖的可靠性得到广泛认可。在2011财年(2010年10月1日到2011年9月30日),西门子在中国的总营收达到63.9亿欧元(不包括欧司朗和西门子IT 解决方案和服务集团)。今天,西门子在中国拥有约30,000名员工,建立了16个研发中心、65家运营企业和65个地区办事处。
SIEMENS 公司的数控装置采用模块化结构设计,经济性好,在一种标准硬件上,配置多种软件,使它具有多种工艺类型,满足各种机床的需要,并成为系列产品。随着微电子技术的发展,越来越多地采用大规模集成电路(LSI),表面安装器件(SMC)及应用先进加工工艺,所以新的系统结构更为紧凑,性能更强,价格更低。采用SIMATICS系列可编程控制器或集成式可编程控制器,用SYEP编程语言,具有丰富的人机对话功能,具有多种语言的显示。
SIEMENS公司CNC装置主要有SINUMERIK3/8/810/820/850/880/805/802/840系列。
3.日本三菱数控系统
三菱电机自动化(中国)投资总额2000万美元。主要生产配电用机械器具(含低压断路器,电磁开闭器),电加工产品(包括数控电火花成型机,线切割放电加工机、激光加工机),变频调速器,伺服系统机器,数控装置及其零部件,销售自产产品,提供相关售后服务。
工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列。其中M700V系列属于高端产品,完全纳米控制系统,高精度高品位加工,支持5轴联动,可加工复杂表面形状的工件。
4.德国海德汉数控系统
海德汉研制生产光栅尺、角度编码器、旋转编码器、数显装置和数控系统。海德汉公司的产品被广泛应用于机床、自动化机器,尤其是半导体和电子制造业等领域。
eidenhain的iTNC 530控制系统是适合铣床、加工中心或需要优化刀具轨迹控制之加工过程的通用性控制系统,属于高端数控系统。该系统的数据处理时间比以前的TNC系列产品快8倍,所配备的“快速以太网”通讯接口能以100Mbit/s的速率传输程序数据,比以前快了10倍,新型程序编辑器具有大型程序编辑能力,可以快速插入和编辑信息程序段。
5.德国力士乐数控系统
力士乐(Bosch Rexroth)是原博世自动化技术部与原力士乐公司于2001年合并组成,属博世集团全资拥有。博世力士乐是世界知名的传动与制控公司,在工业液压、电子动与控制、线性传动与组装技术、气动、液压传动服务以至行走机械液压方面居世界领先地位。公司注册总部位于德国斯图加特,而营运总部及董事局总办事处则设于德国洛尔。2003年公司销售额40亿欧元,员工人数2.5万人。
6.法国NUM数控系统
世界领先的自动化系统生产商---施耐德自动化是当今世界上最大的自动化设备供应商之一,专门从事 CNC 数控系统的开发和研究,NUM 公司是法国著名的一家国际性公司,专门从事CNC 数控系统的开发和研究,是施耐德电气的子公司,欧洲第二大数控系统供货商。主要产品有:NUM1020/1040、NUM1020M、 NUM1020T、NUM1040M、 NUM1040T、NUM1060、NUM1050、NUM驱动及电机。
7.西班牙FAGOR数控系统
发格自动化(FAGOR AUTOMATION)是世界著名的数控系统(CNC)、数显表(DRO)和光栅测量系统的专业制造商。发格隶属于西班牙蒙德拉贡集团公司,成立于1972年,发格侧重于在机床自动化领域的发展,其产品涵盖了数控系统、伺服驱动/电机/主轴系统、光栅尺、旋转编码器及高分辨率高精度角度编码器、数显表等产品。
8.日本MAZAK数控系统
山崎马扎克公司成立于1919年,主要生产CNC车床、复合车铣加工中心、立式加工中心、卧式加工中心、CNC激光系统、FMS柔性生产系统、CAD/CAM系统、CNC装置和生产支持软件等。
Mazatrol Fusion 640数控系统在世界上首次使用了CNC和PC融合技术,实现了数控系统的网络化、智能化功能。数控系统直接接入因特网,即可接受到小巨人机床有限公司提供的24小时网上在线维修服务。
9.华中数控
华中数控具有自主知识产权的数控装置形成了高、中、低三个档次的系列产品,研制了华中8型系列高档数控系统新产品,已有数十台套与列入国家重大专项的高档数控机床配套应用;具有自主知识产权的伺服驱动和主轴驱动装置性能指标达到国际先进水平。
HNC-848数控装置品是全数字总线式高档数控装置,瞄准国外高档数控系统,采用双CPU模块的上下位机结构,模块化、开放式体系结构,基于具有自主知识产权的NCUC工业现场总线技术。具有多通道控制技术、五轴加工、高速高精度、车铣复合、同步控制等高档数控系统的功能,采用15”液晶显示屏。主要应用于高速、高精、多轴、多通道的立式、卧式加工中心,车铣复合,5轴龙门机床等。
10.广州数控
广东省20家重点装备制造企业之一,国家863重点项目《中档数控系统产业化支撑技术》承担企业。主营业务有:数控系统、伺服驱动、伺服电机研发生产,数控机床连锁营销、机床数控化工程,工业机器人、精密数控注塑机研制等。
广州数控拥有车床数控系统、钻、铣床数控系统、加工中心数控系统、磨床数控系统等多领域的数控系统。其中,GSK27系统采用多处理器实现nm级控制;人性化人机交互界面,菜单可配置,根据人体工程学设计,更符合操作人员的加工习惯;采用开放式软件平台,可以轻松与第三方软件连接;高性能硬件支持最大8通道,64轴控制。
11.凯恩帝
北京凯恩帝数控技术有限责任公司(KND)成立于1993年,是从事数控系统及工业自动化产品研发、生产、销售及服务的高新技术企业。拥有车床,两轴机械用数控系统、铣床、加工中心用数控系统、雕铣机用数控系统、磨床用数控系统、单轴数控系统等高中低档的专用数控系统。
其中,K2000M是新一代高端数控铣、加工中心系统,采用全新升级的软硬件,可实现0.25ms的插补周期,具有高速响应能力,新增如3D实体图形、多方式对刀、高速高精及断点控制等多种控制功能,最大控制轴数为3/4/8轴,可配置KND公司高速伺服单元及绝对式编码器电机,适用于各种高性能数控铣,立、卧、龙门加工中心机床。
西门子数控系统维修调试
西门子数控系统是用来控制伺服电机的,主要应用于高精度的定位系统,其作用类似于变频器作用于普通交流马达。一般通过位置、速度和力矩三种方式对伺服电机进行控制,实现高精度的传动系统定位,目前是传动技术的产品。
西门子数控系统的电路也由三部分组成,部分是电机整流电路,整流单元主要的拓扑电路是三相全桥不控整流电路,实质是一组共阴极与一组共阳极的三相半波可控整流电路的串联,习惯将其中阴极连接在一起的三个晶间管称为共阴极组。第二部分是功率驱动电路,功率驱动单元一般采用智能功率模块,通过三相全桥整流电路对输入的三相电或者市电进行整流,得到相应的直流。功率单元是使用功率电力电子器件进行整流、滤波、逆变的高压变频器部件,主要由整流桥、可控硅、电解电容、IGBT等器件组成。
西门子数控系统维修如何进行调试?
1、初始化参数
在接线之前,先初始化参数。
在控制卡上:选好控制方式;将PID参数清零;让控制卡上电时默认使能信号关闭;将此状态保存,确保控制卡再次上电时即为此状态。
在伺服电机上:设置控制方式;设置使能由外部控制;编码器信号输出的齿轮比;设置控制信号与电机转速的比例关系。一般来说,建议使伺服工作中的大设计转速对应9V的控制电压。
2、接线
将控制卡断电,连接控制卡与伺服之间的信号线。以下的线是必须要接的:控制卡的模拟量输出线、使能信号线、伺服输出的编码器信号线。复查接线没有错误后,电机和控制卡(以及PC)上电。此时电机应该不动,而且可以用外力轻松转动,如果不是这样,检查使能信号的设置与接线。用外力转动电机,检查控制卡是否可以正确检测到电机位置的变化,否则检查编码器信号的接线和设置
3、抑制零漂
在闭环控制过程中,零漂的存在会对控制效果有一定的影响,好将其抑制住。使用控制卡或伺服上抑制零飘的参数,仔细调整,使电机的转速趋近于零。由于零漂本身也有一定的随机性,所以,不必要求电机转速为零。
4、调整闭环参数
西门子数控系统维修细调控制参数,确保电机按照控制卡的指令运动,这是必须要做的工作,而这部分工作,更多的是经验,这里只能从略了。
5、建立闭环控制
再次通过控制卡将伺服使能信号放开,在控制卡上输入一个较小的比例增益,至于多大算较小,这只能凭感觉了,如果实在不放心,就输入控制卡能允许的小值。将控制卡和伺服的使能信号打开。这时,电机应该已经能够按照运动指令大致做出动作了。
6、试方向
对于一个闭环控制系统,如果反馈信号的方向不正确,后果肯定是灾难性的。通过控制卡打开伺服的使能信号。这是伺服应该以一个较低的速度转动,这就是传说中的“零漂”。一般控制卡上都会有抑制零漂的指令或参数。使用这个指令或参数,看电机的转速和方向是否可以通过这个指令(参数)控制。如果不能控制,检查模拟量接线及控制方式的参数设置。确认给出正数,电机正转,编码器计数增加;给出负数,电机反转转,编码器计数减小。如果电机带有负载,行程有限,不要采用这种方式。测试不要给过大的电压,建议在1V以下。如果方向不一致,西门子数控系统维修可以修改控制卡或电机上的参数,使其一致。
责任编辑:YYX
-
西门子
+关注
关注
98文章
3419浏览量
120918 -
数控系统
+关注
关注
5文章
270浏览量
25986
发布评论请先 登录
解决西门子PLC与发那科数控车床IP冲突的工业级跨网段耦合器方案

西门子数控机床通过OPCUA上报MES系统的方案

机床数据采集怎么做?多角度论证国产工业CNC协议适配厂家

宏微科技荣获西门子数控2025年度创新突破奖
数控系统总死机?隔离变压器能抗干扰稳供电吗?

钡铼BL350边缘控制器在五轴联动数控系统中的一体化解决方案
西门子携手上海汽车芯片工程中心构建汽车系统数字孪生模型
高价回收 西门子 施耐德 AB 工控备件,PLC,触摸屏 变频器 数控伺服西门子6FC 6SN 6SL西门子S120变频器
海绵泡沫切割机嵌入式数控系统的硬件架构设计与核心

西门子PLC跨代通讯:SMARTS7-200与S7-1500以太网模块组网控制数控机床
西门子S7-300PLC+以太网模块:840D数控机床与上位机高速通信解决方案
西门子S7-300PLC MPI转以太网通讯模块在西门子840D数控系统中的应用案例

西门子S7-300PLC MPI转以太网通讯模块在840DSL数控系统中的应用案例
西门子840D数控系统备份及恢复方法
BK 机床控制变压器在数控机床中真的不可或缺吗?




评论