 解决西门子PLC与发那科数控车床IP冲突的工业级跨网段耦合器方案
解决西门子PLC与发那科数控车床IP冲突的工业级跨网段耦合器方案


一、项目背景
某汽车零部件加工厂进行自动化生产线升级,现场部署多台PLC、数控设备及上位机监控系统,核心设备包括西门子S7-200 SMART CPU SR40 PLC 8台、发那科Oi-MD数控车床4台、昆仑通态TPC7062Ti触摸屏3台、研华IPC-610L上位机2台。升级过程中,现场网络问题频发,严重影响生产效率,经排查,完全匹配用户提出的7大工业自动化痛点,最终选用捷米特JM-ETH-NAT跨网段耦合器,实现全场景痛点解决,保障生产线稳定运行。

二、现场核心痛点及捷米特JM-ETH-NAT对应解决方案
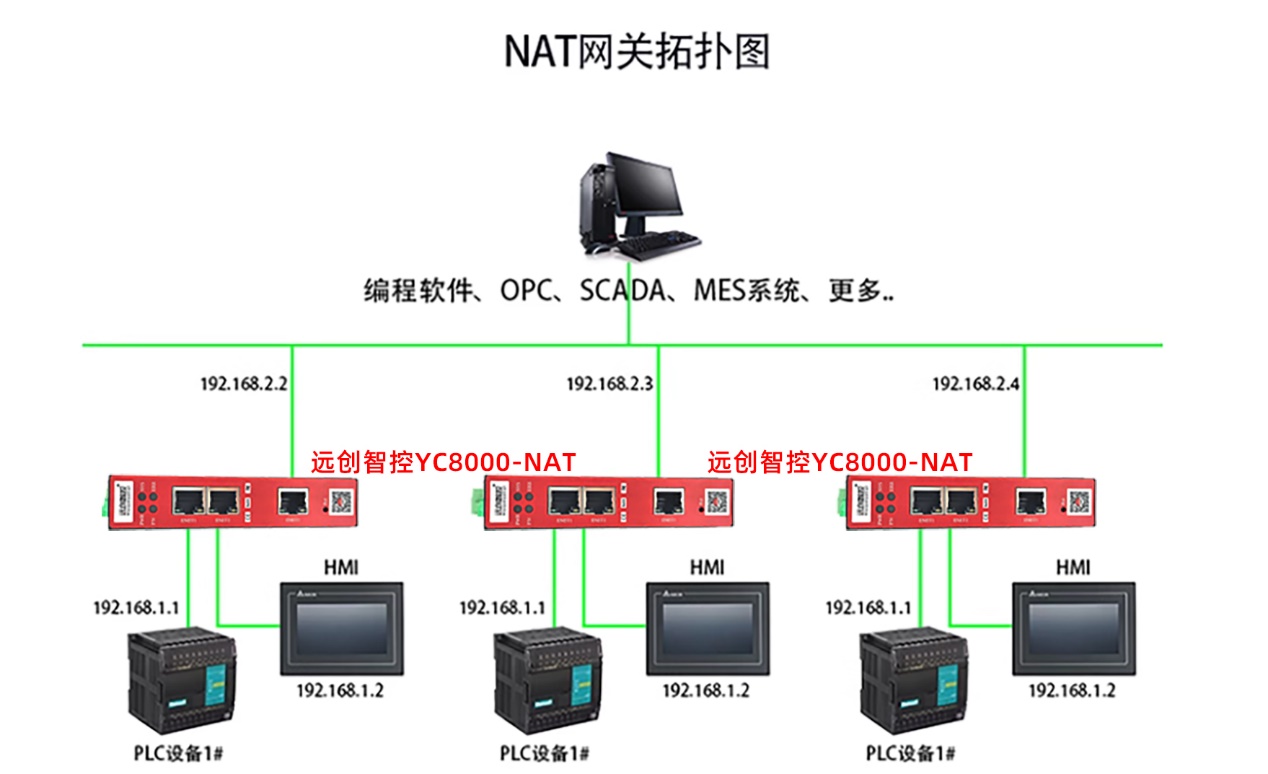
捷米特JM-ETH-NAT跨网段耦合器核心功能亮点:支持NAT地址转换、多网段互通、高并发连接、工业级抗干扰设计、Web可视化配置、固件可升级、导轨式宽温安装,精准匹配工业现场需求,针对7大痛点逐一突破。
1. 痛点:现场设备IP地址冲突,8台西门子S7-200 SMART PLC及4台发那科Oi-MD数控车床出厂IP固定为192.168.1.100,同网段同IP,无法修改,导致无法同时接入上位机。
解决方案:JM-ETH-NAT支持多端口NAT地址映射功能,无需修改设备原生IP,将每台固定IP设备映射为唯一的虚拟IP(如192.168.0.101-192.168.0.112),虚拟IP无重复,实现所有设备同时接入上位机,彻底解决IP冲突问题,无需联系厂商修改设备IP,避免停机影响生产。

2. 痛点:跨网段通信困难,PLC、数控设备网段为192.168.1.0/24,上位机及监控系统网段为192.168.0.0/24,网段不互通,传统路由配置复杂,易出错,现场实施耗时久。
解决方案:JM-ETH-NAT内置跨网段路由功能,无需复杂配置,仅需通过Web界面设置两个网段的转发规则,即可实现192.168.1.0/24与192.168.0.0/24网段无缝互通,上位机可直接访问所有PLC及数控设备,实施简单,10分钟即可完成配置。
3. 痛点:多台PLC、多台上位机同时接入困难,原普通交换机支持并发连接数不足,2台上位机同时访问8台PLC时,频繁出现掉线、卡顿,无法实现多设备同步监控。
解决方案:JM-ETH-NAT支持高达64路并发连接,可稳定承载多台上位机同时访问多台PLC、数控设备,连接响应速度≤10ms,无掉线、卡顿现象,满足车间多设备协同监控需求。
4. 痛点:工业现场电磁干扰大,车间机床、变频器运行产生强电磁干扰,原普通网络设备频繁丢包、死机,通信中断,导致PLC控制指令延迟,生产次品率上升。
解决方案:JM-ETH-NAT采用工业级抗干扰设计,内置EMI滤波器,支持±2kV静电保护,符合工业EMC标准,可有效抵御现场强电磁干扰,数据传输丢包率≤0.01%,全年无死机、通信中断情况,保障设备稳定运行。
5. 痛点:传统网关配置复杂,需专用软件及专用电脑,现场运维人员难以操作,故障排查耗时久,运维成本高。
解决方案:JM-ETH-NAT支持Web可视化配置,无需专用软件,通过普通电脑、手机浏览器即可访问配置界面,界面简洁易懂,运维人员可快速完成参数设置、故障排查,内置故障诊断功能,实时显示设备连接状态,大幅降低运维成本。
6. 痛点:原网关功能固化,后续若新增PLC、数控设备,需更换网关,升级麻烦,增加设备采购成本。
解决方案:JM-ETH-NAT支持固件在线升级,无需拆卸设备,通过Web界面即可完成功能升级,可灵活扩展接入设备数量,兼容市面上主流PLC、数控设备,后续新增设备无需更换耦合器,降低升级成本。
7. 痛点:原网关为非导轨式设计,不支持宽温,工业电源兼容性差,安装不便,车间环境温度波动(-10℃~60℃)导致设备故障率高。
解决方案:JM-ETH-NAT采用标准35mm导轨式安装,适配工业机柜,支持-40℃~85℃宽温工作,兼容DC9~36V工业电源,安装便捷,适配车间严苛工作环境

三、实施过程
1. 设备部署:将4台捷米特JM-ETH-NAT跨网段耦合器安装在车间控制柜内,采用导轨式固定,接入DC24V工业电源,确保安装牢固、供电稳定。
2. 线路连接:将8台西门子S7-200 SMART PLC、4台发那科Oi-MD数控车床分别接入耦合器LAN口,2台上位机、3台触摸屏接入耦合器WAN口,采用屏蔽网线连接,减少电磁干扰。
3. 参数配置:通过电脑浏览器访问耦合器Web配置界面,设置NAT地址映射规则,将每台固定IP设备映射为唯一虚拟IP;配置跨网段转发规则,实现两个网段互通;开启高并发模式,确保多设备同时访问稳定。

4. 调试测试:调试过程中,模拟多台上位机同时访问PLC、数控设备,测试通信稳定性、响应速度;模拟现场电磁干扰环境,测试设备抗干扰能力;排查所有连接节点,确保无故障、无丢包。
四、使用前后对比
使用前:IP冲突导致设备无法同时接入,跨网段通信需复杂路由配置,多设备并发访问频繁掉线,电磁干扰导致通信中断,每月故障停机不少于8次,每次排查故障需2~3小时,运维成本高,生产效率受严重影响。
使用后:所有固定IP设备通过NAT映射实现无冲突接入,跨网段通信无缝衔接,多设备并发访问稳定无卡顿,工业级抗干扰设计保障通信零中断,每月故障停机降至0次,配置、运维简单,每次操作不超过30分钟,运维成本降低60%,生产线效率提升30%,彻底解决所有工业自动化痛点。
五、项目总结
捷米特JM-ETH-NAT跨网段耦合器凭借精准的功能设计,完美解决了该汽车零部件加工厂的7大工业自动化痛点,适配西门子、发那科等主流工业设备,安装便捷、配置简单、稳定可靠,无需大规模改造现场网络,大幅降低了运维成本和设备升级成本,保障了自动化生产线的连续稳定运行,为工业自动化场景提供了高效、经济的跨网段通信解决方案。
相关技术交流请给邵工留言
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14929浏览量
489382 -
耦合器
+关注
关注
8文章
785浏览量
64516
发布评论请先 登录
无需修改设备IP的跨网段耦合器解决S7-200 SMART固定IP冲突应用案例

网段隔离器基于NAT转换实现PLC快速上网

汽车零部件车间跨网段耦合器解决S7-1200 PLC IP冲突与程序固化难题

西门子S7-1200固化IP用跨网段耦合器实现芯片封装NAT映射跨段监控不修改程序

跨网段耦合器结合WinCC组态软件实现上位机远程监控不同网段西门子PLC运行

机床非标升级改造项目中西门子200smart PLC通过PPI以太网模块与施耐德触摸屏进行通讯案例


跨网段网络NAT耦合器实现PLC与MES系统跨网段双向稳定通讯
Ethernet/ip 转 Modbus RTU 西门子1500 PLC 与发那科机器人实现生产资源高效利用

PLC跨网段通信系统方案

西门子PLC跨代通讯:SMARTS7-200与S7-1500以太网模块组网控制数控机床
宏集方案 | 如何轻松管理西门子S7 PLC?S7Comm: 与西门子 PLC 直接通信的关键

西门子PLC和三菱PLC跨网段通信的IOT解决方案

颠覆智造:profinet转ethernet ip网关×发那科×西门子的三国杀



评论