 西门子S7-200系列PLC对汽车焊接机器人控制研究
西门子S7-200系列PLC对汽车焊接机器人控制研究

0 引言
随着人们生活水平的不断提高,对汽车的需求量不断增多,并在一定程度上推动了汽车行业的发展。随着自动化技术和智能化技术的发展,汽车制造行业实现了自动化生产,并大大改变了汽车制造模式,逐渐实现了精益化、个性化和柔性化的生产模式,在汽车生产过程中,汽车焊接的智能化和自动化水平不断提高,大大提高了汽车焊接质量,在白车身焊接生产中基本上都是使用激光焊接机器人,推动了汽车制造行业的发展。
1 焊接机器人在汽车行业中的应用
随着自动化和工业化不断发展,机器人以高精度和高效率的优势得到了广泛的应用。在汽车制造行业中,尤其是轿车的生产节拍比较快,通常情况下都是在100秒左右。随着消费者对汽车质量提出了更高的要求,汽车制造的焊接工艺也在不断提升,其中的焊接速度和焊接精度逐渐提升,由于在焊接过程中会产生严重的烟尘、飞溅和火花,对于人体而言具有一定的危险性,如果利用人进行焊接不仅效率低,且危害性大,所以自动焊接在汽车制造中得到了广泛的应用,其中最具有代表性的产物就是焊接机器人,并在一定程度上推动了汽车制造的发展。焊接机器人的使用不仅提高了汽车生产效率和焊接质量,还确保了焊接操作的稳定性。在整个制造业行业中,汽车制造行业是最早使用焊接机器人的,焊接机器人也是应用最广泛的机器人。
由于汽车制造程序和内容比较复杂,且焊接种类多样,对焊接工艺要求高,在汽车制造过程中,焊接机器人主要应用在焊接比较复杂和要求较高的焊接工位,因为这些焊接工位人工操作不仅不方便,且也无法达到焊接要求,所以只能依靠焊接机器人,目前电焊机器人和弧焊机器人是汽车制造行业中应用最多的机器人。
PLC就是可编程控制器,应用非常广泛,利用计算机技术的运算技术实现对继电器有效的控制,并进行模拟量处理和计时计数运算,另外还能够实现各个系统的有效通讯。
PLC主要是为工业行业应用而设计出的一种数字计算和运算的控制器。PLC的存储器具有可编制程序的作用,存储器不仅可以进行各种操作的指令,还能通过模拟式和数字式的输出和输入,从而实现控制各种机器的目标。PLC控制器目前在汽车制造中得到了广泛的应用。S7-200系列的PLC不仅可以计数计时控制和控制传统的继电器,还能支持多种形式和协议的通讯,进行模拟量处理,应具有可靠性高、编程灵活和功能强大的优势,在汽车制造领域中得到了广泛的应用。
汽车焊接生产线包括左工位、右工位、执行机构、焊接机器人控制系统、PLC。采取左右工位的焊接夹具的目的是可以同时实现焊接和装卸,且每个工位的夹具型号规格都不相同,可根据需求更换相应的夹具使用。焊接机器人控制系统在接受到PLC指令执行相关动作,同时PLC又实时监控机器人的工作状态,包括工作信号、传感系统和指令。另外,还需要接受人机界面信号、指令开关信号和接近开关信号。执行结构包括定位装置、卸料机构和夹具的夹紧机构,执行结构全部是由控制系统进行控制,从而实现执行机构和机器人相互协调运作。在汽车焊接生产线中都是通过终端操作进行控制焊接机器人控制系统,确保每个动作都能顺利完成。
3 车门焊接控制机构和硬件
在汽车焊接生产线中,车门焊接中需要两台激光焊接机器人,四个焊接工作平台,每个焊接平台都具有不同的作用,第一个焊接平台的主要作用是防撞杆和焊装玻璃引槽,第二个焊接平台的作用是内装饰带加强板、门锁加强板和焊接铰链加强板,第三个焊接平台的作用是防撞杆和焊接铰链加强板,第四个焊接平台的作用是焊接外板窗框。整个车门焊接控制系统包括激光焊接机器人、气压回路、夹具、操作平台和PLC,PLC控制器在整个焊接控制系统中占据重要地位,通过接受控制平台的操作指令,并传输给焊接机器人、夹具和控制阀,在整个控制系统中PLC控制发挥着重要作用,对焊接机器人的动作控制特别重要。
4 基于PLC的汽车焊接机器人硬件设计
在汽车焊接工艺组成中,夹具动作的实施主要是通过气压回路的气缸进行控制,通常情况下每个气缸上都会装有电磁阀,通过电磁阀控制夹具的动作,电磁阀的型号为三位五通。每个焊接平台上都会安装对应的气缸,且每个气缸上都会安装传感器,一般情况下都是在两个位置分别安装传感器,I/O输入点具有52路,另外,还有夹具体识别信号和机器人的通讯接I/O输出输入点控制在200以内,S7-200型号的PLC具有独特的优势,所以在硬件上不需要使用远程I/O模块。另外,还需要两个数字量I/O扩张模块,且型号分别为EM223和EM221,主要用途就是实现数字量输入和输出模块,CPU的主要用途是中心控制器数字量输入和输出。
另外,激光焊机机器人在焊接过程中,会产生大量的热和光,并在一定程度上影响到气压回路的压力,气压回路的压力又会影响到夹具的功能,那么为了保证夹具系统的夹紧功能,必须要对焊接过程的温度进行有效的控制,这里采用模拟量拓展模块EM235对其进行控制,确保气压系统的压力和温度都能在有效范围内,当气压回路的压力变大时,PLC直接输出断电信号,使整个焊接生产线停止工作,实现了全面保护焊接生产线的目的。
5 基于PLC的汽车焊接机器人软件设计
焊接生产线上的控制和焊接机器人的控制器是相互独立的,且两者之间能够相互通讯,其通讯的效果将直接影响到焊接工作是否正常。机器人和PLC之间使用的通讯方式为问答式串口通讯,结束符号、BBC检验码和起始符号保证了焊接机器人和PLC之间能够正确通讯。BBC检验码的主要作用是防止因外界影响干扰而导致执行错误状况发生,保证了通讯正确。通讯是否正确通常情况下都是确认指令发送方和接受方之间的真值进行对比,确认ASCⅡ码是否以字节为单位作异或和并,真值相同那么就代表一切通讯正常。焊接机器人和PLC指令传送图如图1所示。
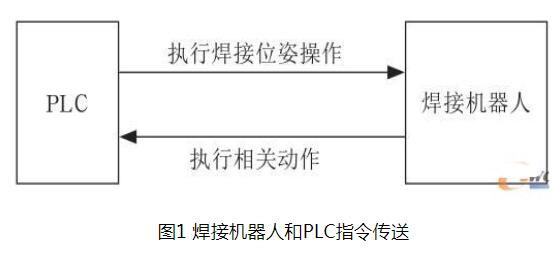
按下系统启动按钮,焊接机器人控制器和PLC之间恢复通电,并对所有位置的传感器件进行扫描,并确认目前的状态,然后将扫描的结果与存储器的模块参数进行比较,如果参数相同那么就可以正常运转,并使用存储中的模块进行执行。接着与焊接机器人直接通讯,PLC向焊接机器人发送指令,焊接机器人控制器接受到指令后,与焊接机器人控制器的中指令进行对比,如果指令相同根据PLC指令选择模块程序,并执行相关动作。在焊接过程中,焊接机器人的控制器通过控制通断时间和电源电流的大小,完成焊接要求,并根据程序按照一定的顺序进行焊接工作。在机器人完成某一个动作指令后,与PLC进行实时通讯,并根据通讯指令向PLC回复制定结果。PLC在接收到动作完成的指令后,持续向激光焊接机器人控制器发送下一步操作指令,然后机器人根据指令进行操作,按照这个顺序循环下去,直到所有的操作指令全部完成。
西门子S7-200控制器具有编程的优势,使用模块化编程,通过调用和选择不同的子程序模块实现对某个动作的控制,并按照相应的顺序进行有效的控制。促使控制设计和调试更加简单、方便、灵活,确保控制系统更加安全可靠,同时也保证了系统能够有序和协调的完成焊机工艺。
6 结论
本文主要以西门子S7-200系列PLC对汽车焊接机器人控制进行研究,PLC具有编程灵活、可靠性高和功能强大等优势,促使控制系统更加安全可靠,使汽车焊接工艺实现了智能化和自动化,对汽车制造业来说具有重要意义。
责任编辑:YYX
-
plc
+关注
关注
5052文章
14929浏览量
489387 -
西门子S7-200
+关注
关注
1文章
19浏览量
8113 -
焊接机器人
+关注
关注
16文章
364浏览量
16040
发布评论请先 登录
西门子S7 - 1200 PLC协同三菱MR-JE-200B机械臂打造汽车焊接机器人高效集成方案

新能源电池PACK车间:三菱Q系列与西门子S7-1200的CC-Link/Modbus TCP通讯应用


西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例

西门子S7-200利用串口转以太网模块实现与S7-1200无缝通讯提升产线协同效率应用案例
白车身焊接线西门子 S7-1200 与 ABB 机器人工业自动化解决方案

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
智能化机器人焊接产线西门子1500系列PLC通过Profinet转CANopen模块和多个伺服电机进行通讯案例

Profinet转CANopen智能网关:打通机器人焊接产线西门子PLC与伺服电机通讯壁垒
西门子PLC工业控制案例:S7-200与S7-1200以太网通信实现多机协同

开疆智能ModbusTCP转Profient网关连接西门子PLC与川崎机器人配置案例
基于西门子S7-200PLC以太网模块的STEP7通讯配置实例




评论