 等离子弧焊的方法
等离子弧焊的方法

等离子弧焊
等离子弧焊是指利用等离子弧高能量密度束流作为焊接热源的熔焊方法。等离子弧焊接具有能量集中、生产率高、焊接速度快、应力变形小、电孤稳定且适宜焊接薄板和箱材等特点,特别适合于各种难熔、易氧化及热敏感性强的金属材料(如钨、钼、铜、镍、钛等)的焊接。
气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用纯氩。根据各种工件的材料性质,也有使用氦、氮、氩或其中两者混合的混合气体的。
等离子弧焊的方法
常用的等离子弧焊基本方法有小孔型等离子弧焊、熔透型等离子弧焊和微束等离子弧焊三种。
(1)小孔型等离子弧焊使用较大的焊接电流,通常为50~500A,转移型弧。施焊时,压缩的等离子焰流速度较快,电弧细长而有力,为熔池前端穿透焊件而形成一个小孔,焰流穿过母材而喷出,称为“小孔效应”。随着焊枪的前移,小孔也随着向前移动,后面的熔化金属凝固成焊缝。由于等离子弧能量密度的提高有一定限制,因此小孔型等离子弧焊只能在有限厚板内进行焊。
(2)熔透型等离子弧焊当等离子气流量较小、弧柱压缩程度较弱时,此种等离子弧在焊接过程中只熔化焊件而不产生小孔效应,焊缝成形原理与钨极氩弧焊相似,称为熔透型等离子弧焊,主要用于厚度小于2~3mm的薄板单面焊双面成形及厚板的多层焊。
(3)微束等离子弧焊焊接电流30A以下熔透型焊接称为微束等离子弧焊。采用小孔径压缩喷嘴(ф0.6mm~ф1.2mm)及联合型弧,当焊接电流小至1A以下,电弧仍能稳定地燃烧,能够焊接细丝和箔材。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
等离子
+关注
关注
2文章
276浏览量
31574 -
弧焊
+关注
关注
2文章
39浏览量
16120
发布评论请先 登录
相关推荐
热点推荐
Pearson皮尔森电流探头:半导体等离子体测试精准测量优选方案
在半导体及半导体设备行业,等离子体研究的每一步突破,都离不开精准的电流数据支撑。作为物质的第四态,等离子体的电离特性的决定了其测试过程对设备的频率适配性、精度控制有着极高要求,而Pearson皮尔森


智能电网终端设备防护等级不够?研洁等离子清洗设备来提高
智能电网终端设备防护等级不够,影响运行可靠性?研洁等离子清洗设备能够提升防护等级,确保设备稳定运行。

等离子清洗机的工艺流程是什么样的呢?
等离子清洗机的工艺流程通常包括一系列精心设计的步骤,以确保达到理想的清洗效果。等离子清洗机的一般工艺流程可为以下六个步骤,大家一起来看看吧。
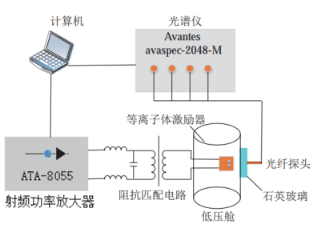
射频功率放大器在等离子体激励及发射光谱诊断系统中的应用
实验名称:射频放电等离子体激励及发射光谱诊断系统 研究方向:探索射频放电等离子体激励对超声速流动中激波/边界层干扰(SWBLI)非定常性的主动控制效果及其作用机理。研究聚焦于等离子体激励在流动控制中
中达瑞和定制内推式高光谱相机助力等离子体运动轨迹监测
等离子体作为物质的第四态,在核聚变、材料加工、半导体制造等前沿科技与工业领域中扮演着关键角色。如何精准、实时地监测其运动轨迹与物理状态,一直是科研与工程应用中的核心挑战。传统监测方法往往在精度、实时
使用简仪科技产品的等离子体诊断高速采集系统解决方案
在核聚变能源成为全球能源转型重要方向的今天,托卡马克等核聚变研究装置的稳定运行与技术突破,离不开对等离子体状态的精准把控。等离子体诊断作为解析等离子体物理特性的核心手段,通过探针法、微波法、激光法、光谱法等多种技术,获取电子密度

从传感器到Micro LED:解码AI智能眼镜的等离子技术链
当科技巨头META宣布9月发布搭载 微型屏幕 的 智能眼镜 时,轻巧机身内的高精度光学系统引发关注。这款设备要在镜片上实现虚实融合,依赖一项 纳米级表面处理技术 —— 等离子表面处理 。它通过
等离子技术为汽车行业提供质量与可持续性双重支撑
德国施泰因哈根2025年9月29日 /美通社/ -- 汽车行业正面临重大挑战:新材料应用、轻量化结构理念以及日益增长的可持续性要求,这些都需要创新制造工艺的支持。等离子技术在应对这些挑战中发
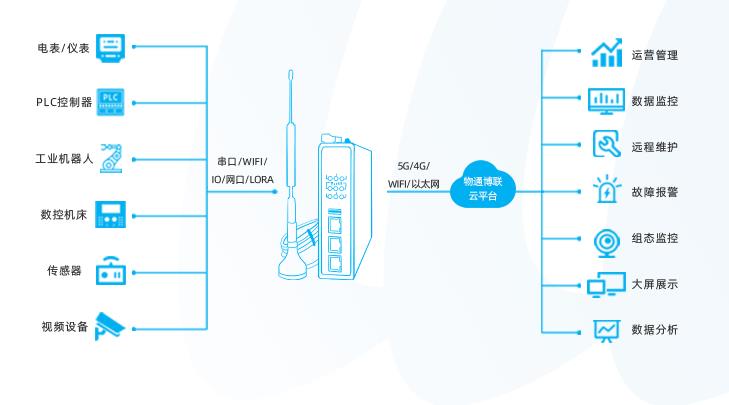
如何远程采集监控等离子清洗机PLC数据
行业背景 等离子清洗机是半导体、电子、医疗器械等精密制造领域的关键设备,通过等离子体去除材料表面微污染物(如油污、氧化层),其处理效果(如清洁度、表面张力)直接影响后续焊接、镀膜等工艺的良率,在传统

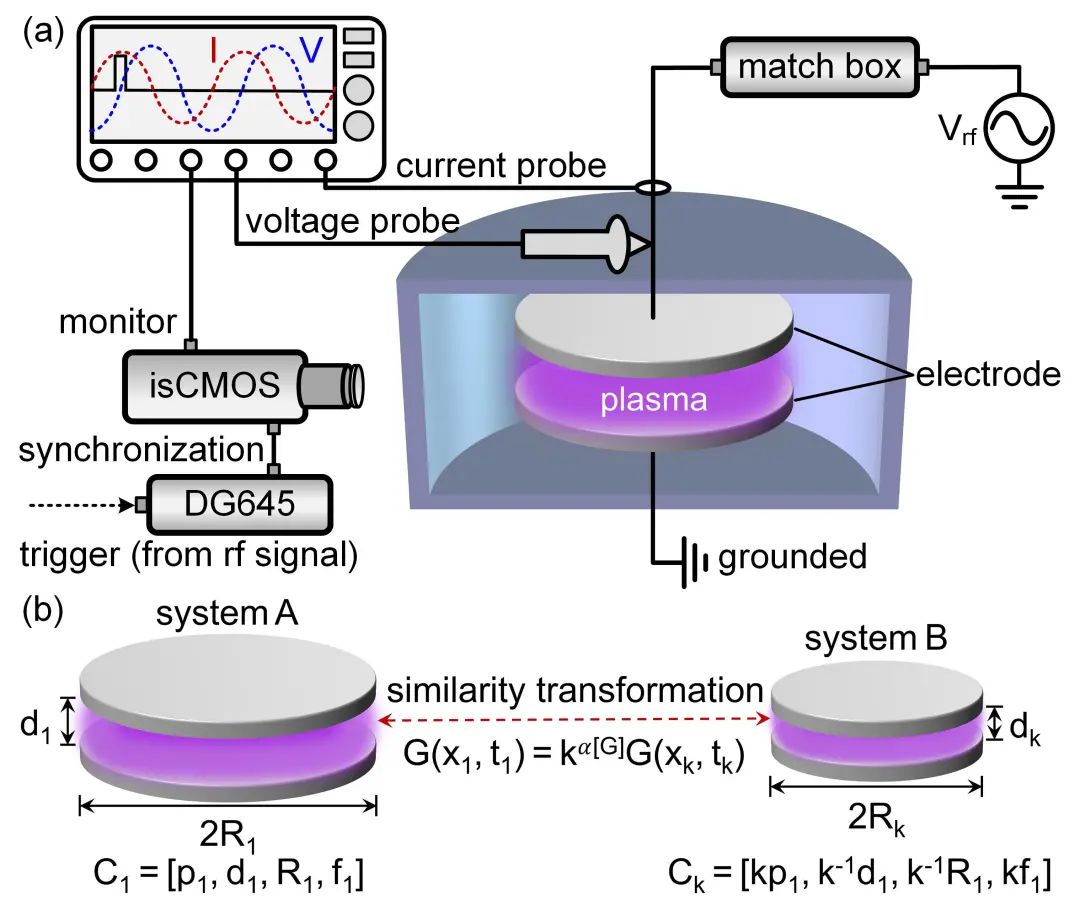
高端芯片制造装备的“中国方案”:等离子体相似定律与尺度网络突破
图1.射频放电诊断系统与相似射频放电参数设计 核心摘要: 清华大学与密歇根州立大学联合团队在顶级期刊《物理评论快报》发表重大成果,首次通过实验验证了射频等离子体的相似性定律,并成功构建全球首个
远程等离子体刻蚀技术介绍
远程等离子体刻蚀技术通过非接触式能量传递实现材料加工,其中热辅助离子束刻蚀(TAIBE)作为前沿技术,尤其适用于碳氟化合物(FC)材料(如聚四氟乙烯PTFE)的精密处理。

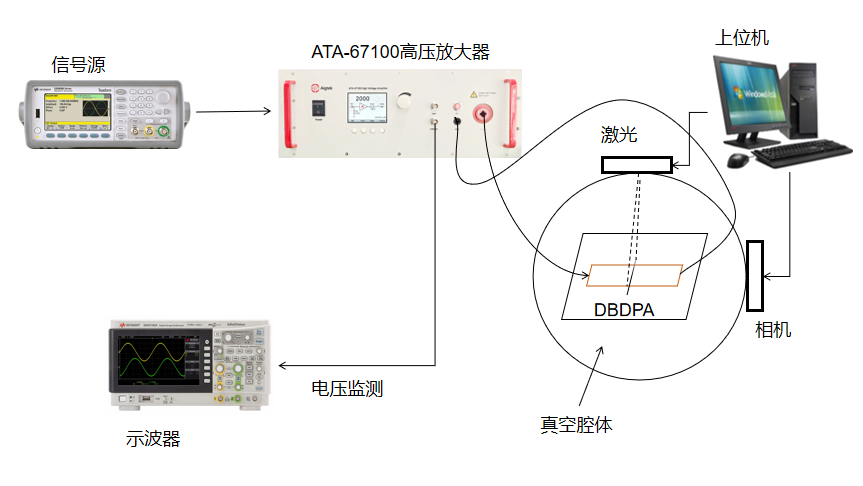
安泰高压放大器在等离子体发生装置研究中的应用
等离子体发生装置通过外部能量输入使气体电离生成等离子体,在工业制造、材料科学、生物医疗等领域应用广泛。高压放大器作为能量供给的核心器件,直接影响等离子体的生成效率、稳定性和可控性。 图
等离子清洗机PLC数据采集远程监控系统方案
等离子清洗机,也叫等离子表面处理仪,能够去除肉眼看不见的有机污染物和表面吸附层,以及工件表面的薄膜层,从而实现清洁、涂覆等目的。随着工业4.0的推进,企业对设备管理的智能化、远程化需求日益迫切。当前
等离子焊设备节能数据采集解决方案
在现代制造业中,等离子焊设备凭借其高效、优质的焊接性能,广泛应用于航空航天、汽车制造、船舶工业等领域。然而,等离子焊设备运行过程中能耗较高,且传统模式下缺乏对能耗数据的精准采集与分析,



评论