 制造业产线升级靠串口转以太网模块实现PLC多设备协同管控提效
制造业产线升级靠串口转以太网模块实现PLC多设备协同管控提效


一、 项目背景
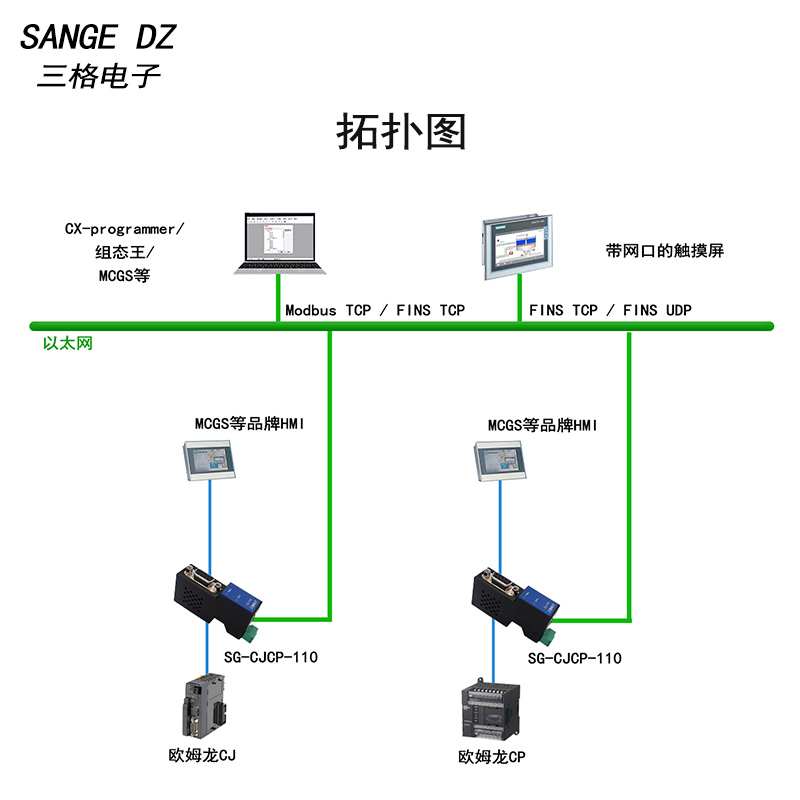
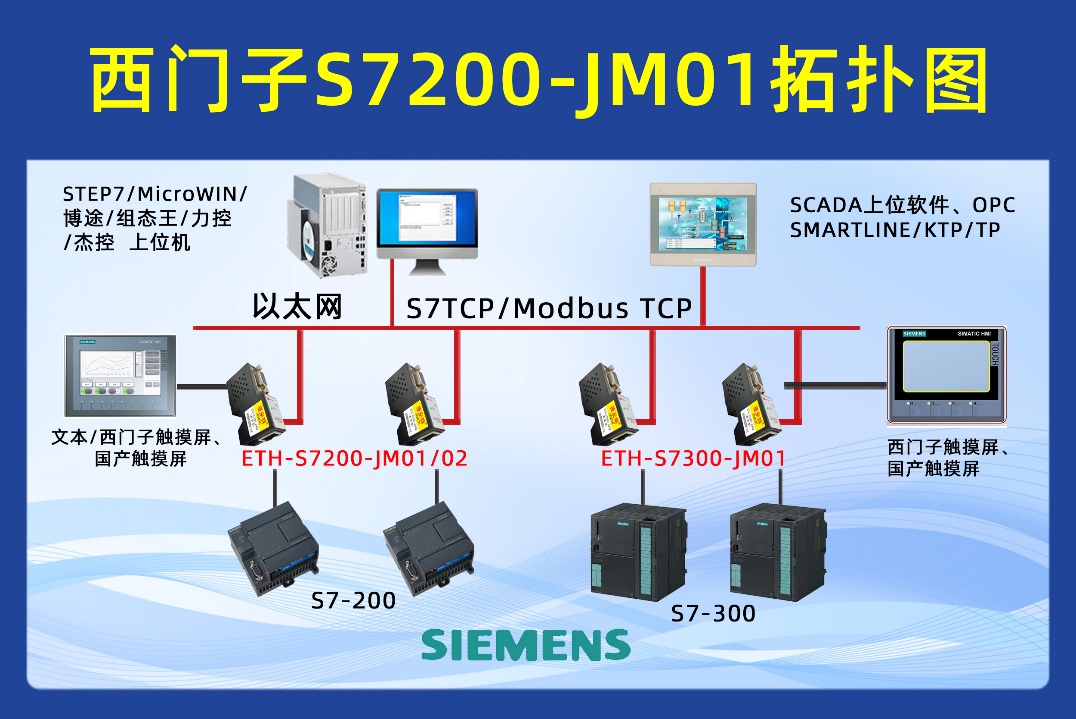
某制造业车间自动化控制系统采用西门子300PLC(型号CPU 315-2PN/DP)作为核心控制器,负责车间生产线的启停、参数调节及故障反馈等核心功能。随着生产智能化升级,原有控制系统出现诸多通信瓶颈,严重影响生产效率与运维便捷性,最终采用捷米特ETH-S7300-JM01 Plus直通型以太网处理器,彻底解决通信难题,实现系统高效稳定运行。

二、 项目痛点
1. 异构PLC通信壁垒:车间新增西门子1200PLC(型号CPU 1214C)负责辅助工序控制,原有西门子300PLC无法与该以太网PLC实现数据交互,导致两道工序的生产参数无法同步,需人工手动录入参数,不仅耗时费力,还易出现数据误差,引发生产质量问题。
2. 上位机监控失效:西门子300PLC自带接口无法直接与上位监控系统(WinCC)建立稳定连接,运维人员无法远程实时监控PLC运行状态、生产参数及故障信息,只能到现场巡检排查,一旦出现设备故障,无法及时响应,导致生产线停机,增加生产损耗。
3. 触摸屏兼容性差:原有控制系统的触摸屏仅支持特定品牌,若需更换或新增触摸屏(如昆仑通态、威纶通),无法与西门子300PLC正常连接,限制了设备升级灵活性,且维护成本偏高。
4. 设备组网繁琐:车间其他ModbusTCP协议设备(如变频器、温度采集模块)无法与西门子300PLC互联互通,无法实现集中控制与数据汇总,系统智能化程度低。

三、 解决方案
针对上述痛点,结合项目实际需求,选用捷米特ETH-S7300-JM01 Plus直通型以太网处理器(品牌:捷米特,型号:ETH-S7300-JM01 Plus),作为西门子300PLC与各类设备、上位系统的通信桥梁,具体实施如下:
1. 硬件连接:将捷米特ETH-S7300-JM01 Plus模块直接与西门子300PLC(CPU 315-2PN/DP)的通信接口对接,模块网口通过工业以太网与西门子1200PLC(CPU 1214C)、上位监控系统(WinCC)及ModbusTCP协议设备(变频器、温度采集模块)连接;模块顶端九针口接入昆仑通态触摸屏,完成硬件组网。
2. 参数配置:通过捷米特NetDevice配置软件(V1013版本以上),搜索并连接ETH-S7300-JM01 Plus模块,设置模块网口支持ModbusTCP协议,匹配西门子300PLC与1200PLC的IP地址(确保同一网段),配置数据交换命令,实现两者数据双向交互;同时设置九针口通信参数,适配触摸屏协议,确保触摸屏与PLC正常通信;配置上位机监控参数,实现WinCC与PLC的实时数据传输。
四、 产品核心亮点体现
1. 触摸屏全兼容:模块顶端九针口支持所有品牌触摸屏(如昆仑通态、威纶通、台达等),无需额外适配驱动,直接连接即可实现参数设置、状态监控,解决了原有触摸屏兼容性差的问题,提升设备升级灵活性。

2. ModbusTCP协议支持:网口内置ModbusTCP协议,可直接连接各类支持该协议的PLC设备(如西门子1200PLC)、变频器、传感器等,实现多设备互联互通,无需复杂编程,降低组网难度。
3. 直通型设计:模块采用直通型架构,无需占用PLC编程口,不影响PLC原有程序运行,同时支持编程软件、上位机、触摸屏同时与PLC通信,互不干扰,保障系统稳定运行。
4. 配置便捷:通过专用NetDevice软件即可完成所有参数配置,支持快速搜索设备、参数下载、状态诊断,运维人员无需专业编程知识,即可完成部署与调试。
五、 应用前后对比

六、 应用效果
该项目通过部署捷米特ETH-S7300-JM01 Plus直通型以太网处理器,彻底解决了西门子300PLC与其他以太网PLC通信、上位机监控、触摸屏兼容等核心痛点,实现了车间自动化系统的互联互通与集中管控。
应用后,生产线参数同步精准,故障响应及时,运维效率大幅提升,每月减少停机损耗约3000元,人工成本降低40%,同时提升了生产质量稳定性。模块运行稳定,抗干扰能力强,适配工业现场复杂环境,满足车间长期稳定运行需求,为企业智能化升级提供了高效、低成本的解决方案。
相关技术交流请给邵工留言
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14944浏览量
489441 -
以太网模块
+关注
关注
0文章
118浏览量
8919
发布评论请先 登录
欧姆龙CPM系列PLC数字化升级核心痛点破解:串口转以太网模块如何实现远程编程与组态软件实时监控双同步

车间PLC串口转以太网升级方案,解决CP1H通讯端口冲突与触摸屏同时接入难题

三菱A系列PLC设备通过以太网转换模块实现无停机改造与远程编程调试

欧姆龙CJ系列PLC无网口升级用串口转以太网实现不停机数据采集与远程运维

使用串口转以太网模块解决西门子S7-200 PLC连接触摸屏与上位机监控难题

西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例

西门子S7-200 PLC通过串口转以太网模块实现与S7-1200及TP900触摸屏多设备同时通信案例

西门子S7-200利用串口转以太网模块实现与S7-1200无缝通讯提升产线协同效率应用案例

耐达讯自动化Profinet转Devicenet网关:破解汽车制造业电机控制协议壁垒的利器

PLC串口转网口模块:适配欧姆龙/西门子,让老旧PLC轻松接入工业以太网
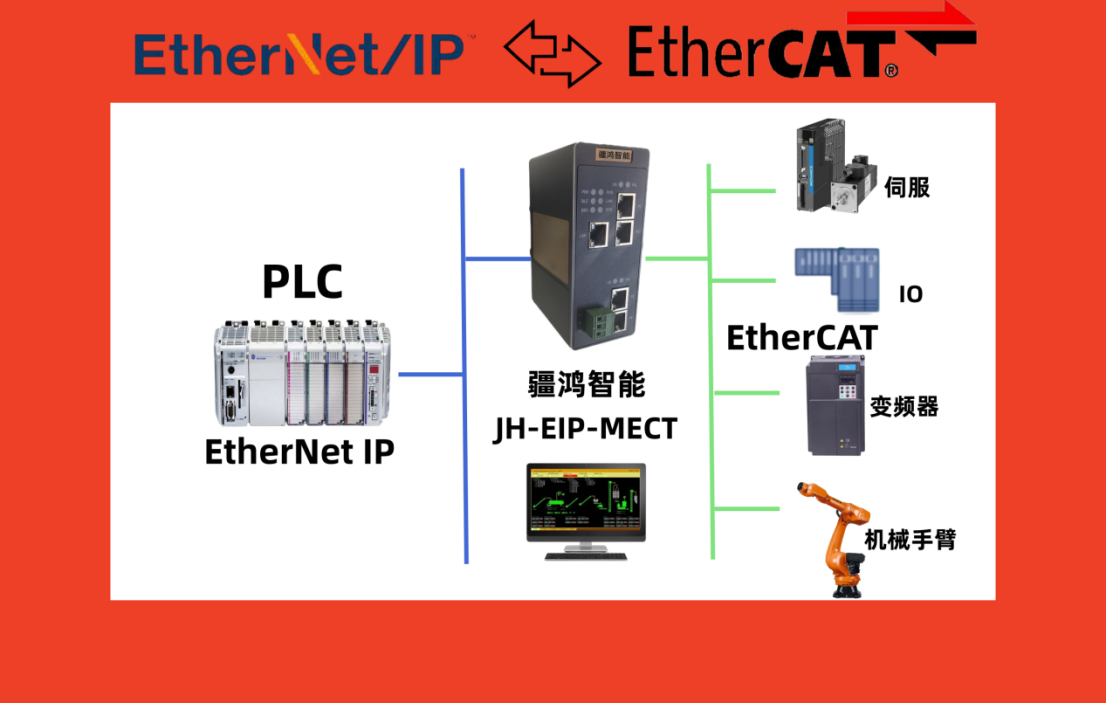
疆鸿智能ETHERNET IP转EtherCAT网关:驱动汽车焊接产线高效协同的核心引擎
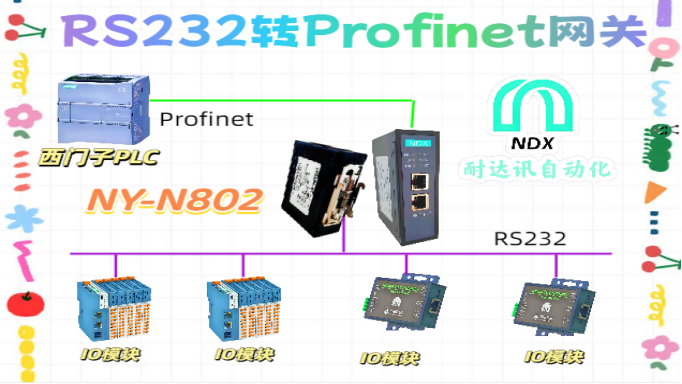
不换设备也能升级:耐达讯RS232转Profinet为IO模块提效30%的秘密
PLC以太网通讯模块:S7-200实现产线多设备零延迟协同控制
西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例




评论