 超声波测距在吹膜控制中的工程实践:海纳CK100技术解析
超声波测距在吹膜控制中的工程实践:海纳CK100技术解析

一、膜泡宽度控制的物理本质
吹膜机的膜泡是一个动态平衡系统。熔融塑料从模头挤出,被压缩空气吹胀成管状膜泡,经风环冷却后定型。膜泡直径(折径)由内外气压差决定:
ΔP**=R2σ**
其中 ΔP** ** 是膜泡内外压差,σ 是熔体表面张力,R 是膜泡半径
。
理论上,只要控制进气量稳定,膜宽就该稳定。但现实扰动因素复杂:气源压力波动、环境温湿度变化影响冷却效率、牵引速度变化导致膜泡拉伸、不同材料(LDPE、LLDPE、茂金属聚乙烯)的熔体强度差异等。这些扰动叠加,膜宽波动±10mm是常态
。
传统人工控制依赖操作工肉眼观测,手动调节气阀,控制误差普遍在5-10mm以上,且反应滞后,易出现批量超差废品
。自动测宽系统的价值在于将这一过程闭环化。
二、CK100的超声波测距原理与硬件架构
2.1 飞行时间测距的物理基础
海纳CK100采用 超声波飞行时间(Time of Flight, ToF)测距原理 。系统配置两组高精度超声波传感器,分别悬置在膜泡两侧,通过发射-反射-接收的时差计算距离
:
D =2C**⋅t**
其中 D 为传感器到膜泡表面的距离,C 为声速(空气中约343m/s,随温度变化),t 为发射到接收的时间差。
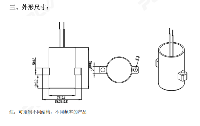
膜泡直径通过两侧距离 D1 、D2 及传感器安装间距 L 计算得出:
直径 = L −D1 −D2
温度补偿是这一方案的关键。声速随温度变化的关系约为 C = 331.4 +0.6T** **(m/s,T 为摄氏温度)。0℃时331m/s,40℃时354m/s,差异达7%
。CK100内置温度补偿算法,通过温度传感器实时修正声速值,避免显示值漂移。
2.2 传感器选型的工程权衡
超声波方案在吹膜场景的优势在于 对透明材料的穿透性 。光电传感器(红外、激光)在面对透明PE膜、PP膜时,透光率高导致反射信号弱,易检测失效;而超声波依靠机械波反射,不受材料透明度、颜色(黑膜、彩色膜)影响
。
但与光电方案相比,超声波也存在局限:
- 响应速度 :超声波传播速度远低于光速,采样频率通常限制在10Hz左右(100ms周期)
,而激光测距可达kHz级
- 波束角限制 :超声波传感器存在扩散角,膜泡曲率导致的反射波可能不完全返回,影响精度
- 环境敏感 :湿度、气流会影响声速,极端工况下补偿算法可能饱和
CK100的测量范围覆盖100mm-2000mm折径,控制精度标称为±1mm
,这一精度在中小吹膜设备中属于可用水平,但对于光学级薄膜(亚毫米级公差)仍需更高端的激光或CCD方案
。
2.3 一体化硬件架构分析
CK100采用 全集成式结构 ,将32位ARM运算核心、超声波传感器、气路控制单元、电源模块集成于金属外壳内
。这种设计在电子层面的特点包括:
信号链集成 :传感器与控制器内置连接,减少外部信号线,降低电磁干扰。吹膜车间存在大量变频器、电晕机,电磁环境恶劣,减少外部接线可提升系统稳定性
。
气路驱动能力 :内置电磁阀驱动电路,可直接控制补气/排气阀。气路响应是系统瓶颈——电磁阀开关速度为毫秒级,但膜泡充气是秒级惯性系统(气容大、管路长)。CK100通过"灵敏度"旋钮调节PID比例增益,适配不同膜泡尺寸:小膜泡(折径<300mm)可调快响应,大膜泡(>800mm)需调慢避免振荡
。
电源设计 :支持AC 220V±15%宽电压输入,适应工厂电网波动。这一规格暗示内部采用开关电源方案,而非简单的变压器线性电源,具备更好的电压适应性与效率。
三、控制算法:从测量到执行的闭环
3.1 自适应PID控制策略
CK100内置 自适应PID控制算法 ,区别于传统"超调后修正"的被动控制,实现预判式调节
。其控制逻辑可拆解为:
- 实时卷径运算 :根据两侧超声波距离计算实时膜泡直径
- 偏差计算 :对比设定目标宽度与实际测量值
- 动态调节 :根据偏差大小与变化趋势,预判调节量输出PWM信号驱动电磁阀
算法参数通过面板旋钮设定,包括:
- 目标宽度 :设定膜泡的目标折径
- 灵敏度 :实质是调整PID的比例增益 Kp ,影响系统响应速度
- 补气速度 :调整积分时间 Ti ,影响稳态误差消除速度
这种算法封装降低了现场调试难度,老师傅十分钟可上手,新手半小时出活
。但代价是灵活性受限——无法修改PID参数的具体数值,也无法实现多段锥度控制(膜宽随卷径变化)等高级功能。
3.2 与IBC系统的控制逻辑冲突
在高端吹膜机(五层共挤、七层共挤)中,普遍配备 IBC(Internal Bubble Cooling)膜泡内冷系统 。IBC不仅控制膜宽,还通过冷热风交换控制膜泡温度,提升产量和透明度
。
CK100在这种架构中面临控制权限分配问题:
独立模式 :CK100自成闭环,直接驱动补气阀;IBC同时调节风量。两个系统"打架"——IBC在调风量,CK100在补气,膜宽可能产生振荡。现场 workaround 是将CK100的灵敏度调低(死区放大),让IBC主导精细调节
。
联动模式 :CK100作为纯传感器使用,通过4-20mA或0-10V模拟量输出膜宽信号给IBC控制器或PLC,控制算法由上位机执行。这要求CK100具备模拟量输出功能,选型时需确认具体型号配置
。
从控制理论看,这反映了分布式控制与集中式控制的架构选择。CK100的一体化设计适合独立使用,但在复杂系统中需要让出控制权限,转为传感器角色。
四、安装工程:现场调试的技术细节
4.1 安装位置的物理约束
超声波传感器的安装位置直接影响测量稳定性。 霜线 (膜泡从透明熔融态变为半透明固态的边界)是关键参考点。传感器必须安装在霜线上方的稳定段:下方膜泡仍在流动,形态不稳;上方才定型
。
安装错误会导致测量值跳变像"心电图",补气阀来回折腾,膜宽反而更不稳。正确的安装高度需根据具体工艺的霜线位置调整,通常通过现场试验确定。
4.2 对中校准的机械实现
两侧传感器需严丝合缝对称安装,否则引入系统误差。现场缺乏激光对中仪时,工程师采用 标准纸筒法 :用已知直径的纸筒套在膜泡位置,调整传感器距离使两侧读数一致,纸筒直径等于目标膜宽
。
这种方法虽土,但有效。它利用了超声波测距的相对性——系统更关注两侧距离的差值(膜泡直径)而非绝对距离,只要对称安装,机械误差可部分抵消。
4.3 声速补偿的边界条件
尽管CK100内置温度补偿,但传感器安装位置仍需避开极端热源。正对加热器出风口或紧贴冷风环,会导致局部温度梯度大,补偿算法饱和,显示值漂移
。
此外,超声波传感器存在 盲区 (Dead Zone),即过于靠近膜泡时无法分辨发射波与反射波。CK100的盲区可通过面板设置调整(0.5mm、1.0mm、2.0mm三档)
,适应不同膜泡直径与抖动幅度。
五、技术演进:从点到面的测量维度
吹膜测宽技术正从单点测量向形貌测量演进:
第一代(CK100所属) :单点超声波,测膜泡直径,间接算宽度。成本低,但只能获取直径信息,无法检测膜泡偏移、椭圆度。
第二代 :多点超声波阵列或激光扫描,重建膜泡轮廓。能检测膜泡稳定性、偏心状态,但成本显著增加。
第三代 :机器视觉,高速相机拍膜泡,图像算法提取轮廓。精度可达亚毫米级,还能检测晶点、褶皱等缺陷,但对环境光敏感、算法需标定、成本高
。
CK100的定位是在第一代技术中追求可靠性、易用性、成本的平衡。对于农膜、包装膜、垃圾袋等毫米级精度要求的场景,这一技术路线仍具工程价值;但对于锂电池隔膜、光学膜等亚微米级精度场景,需评估更高端的线阵CCD或激光扫描方案
。
六、结语:工具理性与工程实践
从电子设计视角看,CK100代表了一类专用嵌入式系统的设计哲学:以超声波传感器为输入,ARM核心运行自适应PID算法,电磁阀驱动为输出,将复杂的吹膜宽度控制封装为"黑盒"设备。
其价值不在于技术先进性——超声波测距、PID控制都是成熟数十年的技术——而在于 场景适配性 :针对吹膜车间的高温、高粉尘、强电磁干扰环境优化硬件;针对中小设备厂"接上线就能用"的需求简化调试;针对成本敏感市场压缩硬件BOM成本。
对于电子发烧友和自动化工程师,理解CK100的技术架构有助于在项目中做出合理选型:当材料张力公差允许±1mm、工艺速度中等、预算受限时,这类一体化测宽仪是务实的选择;当涉及精密材料或需接入MES系统时,则需评估更开放的模块化方案。
工业自动化的本质,往往不是在实验室追求极限性能,而是在车间现场平衡成本、可靠性与易用性。CK100的技术实现,正是这一平衡哲学在吹膜领域的具体实践
审核编辑 黄宇
-
超声波测距
+关注
关注
5文章
248浏览量
39850
发布评论请先 登录
膜泡直径的声学解码:海纳CK100吹膜测宽仪技术解析
超声波测距在吹膜产线的工程实现:海纳CK100的硬件架构与信号处理解析
MAXQ7667:16位RISC微控制器超声波测距系统评测
毫米级稳控:海纳CK100吹膜自动测宽控制系统的技术解析

毫米级稳控:海纳 CK100 吹膜自动测宽控制系统的技术与实践

【硬核拆解】别被“吹膜”标签骗了!深扒海纳张力变频器的全场景控制算法
超声波切割技术解析:广东固特科技如何为智能硬件提供核心动能
超声波测距换能器:工业与生活中的测量利器
超声波测距换能器:工业与生活中的测量利器

超声波换能器:原理与多领域应用解析
超声波水下测距换能器:探索水下世界的“千里眼”
超声波清洗的原理是什么?超声波清洗是如何起作用的?

超声波频率和功率对在线式超声波清洗的影响如何?




评论