 施耐德 M340 PLC 以太网模块与上位机、国产触摸屏炼化厂监控配置案例
施耐德 M340 PLC 以太网模块与上位机、国产触摸屏炼化厂监控配置案例

一、项目背景与痛点分析
在某大型炼化厂油品蒸馏与介质输送控制系统中,现场核心控制器为施耐德 M340 PLC,该机型仅支持串口通信,无原生以太网接口。原有系统只能通过串口实现本地单点监控,无法接入厂区工业环网,加热炉温度、介质压力、流量、液位、阀门开度等关键工艺数据无法远程集中采集。
炼化现场高温、高湿、强电磁干扰环境下,串口通信易出现丢包、延迟、中断,无法满足炼化行业连续生产、安全联锁、实时预警、数据全留存的严苛要求,远程运维与集中管控难以落地,制约装置数字化与安全管控升级。
二、解决方案:引入YC8000-SC 以太网通讯处理器
为满足炼化厂高可靠、高安全、长周期运行需求,项目采用远创智控YC8000-SC 以太网通讯模块,专为施耐德 M340 系列 PLC 设计,实现 Modbus RTU 与 ModbusTCP 双向透明转换,将串口控制系统快速升级为工业以太网架构。
模块核心功能:
·品牌:远创智控
·型号:YC8000-SC
·协议支持:Modbus RTU ↔ModbusTCP
·接口:RS485/RS232 + RJ45 10/100Mbps
·适配:施耐德 M340/M200/M218/M241/M251
·多主机:支持 6 台上位机同时访问
·配置:WEB 网页配置、断线重连、数据缓存、远程固件升级
·工业级:宽温、防腐、抗干扰,适配炼化恶劣现场
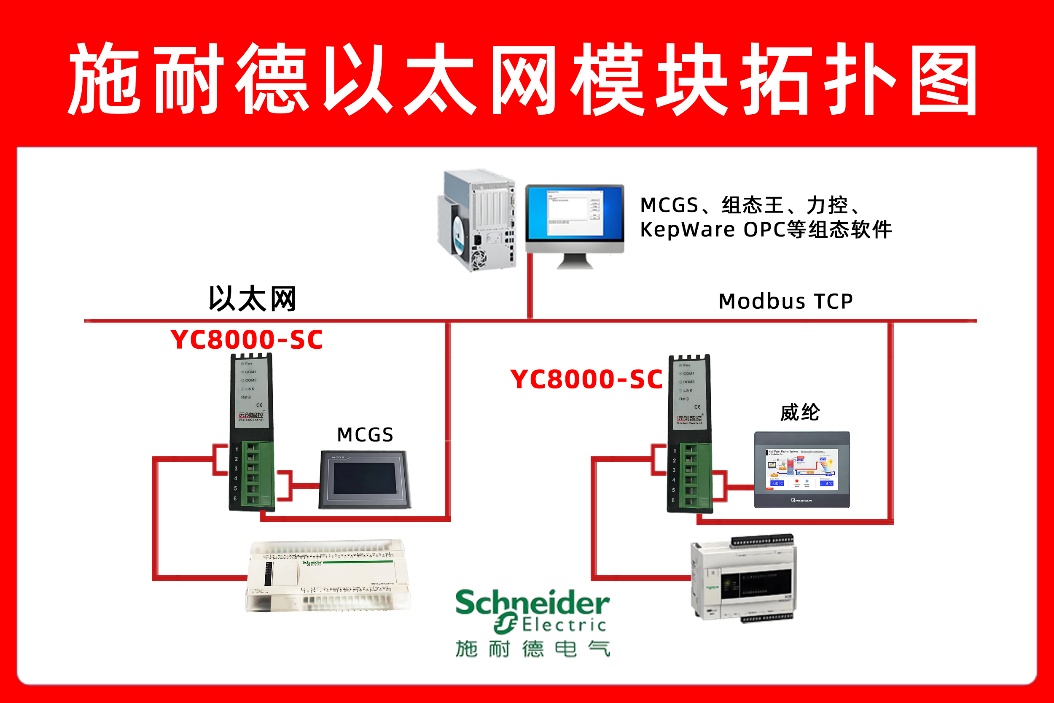
三、系统架构与通讯拓扑
YC8000-SC 模块通过 RS485 接入施耐德 M340 PLC 串口,以太网口接入炼化厂区工业冗余交换机,分别连接中控室上位机 SCADA 系统与现场国产昆仑通态 MCGS TPC1061Ti触摸屏,形成 “现场控制 — 本地操作 — 远程监控” 三层架构。
通讯拓扑:
[施耐德 M340 PLC] ↔[YC8000-SC 模块] ↔[工业冗余交换机]
[中控室上位机] & [现场国产触摸屏]
实现温度、压力、流量、液位、阀位实时同步上传,本地与远程双权限控制,确保炼化装置连续稳定运行。
四、实施过程与关键技术细节
1.硬件连接
·YC8000-SC 的 RS485 接口与 M340 PLC 的 SL1 串口可靠连接,采用屏蔽双绞线缆;
·模块 RJ45 口接入厂区工业冗余交换机,与上位机、国产触摸屏同网段;
·现场触摸屏安装于操作柱,具备防爆、防腐、防尘防护,满足炼化现场规范。
2.参数配置
·通过 WEB 界面配置串口波特率、数据位、停止位与 PLC 完全匹配;
·设置 ModbusTCP 从站地址、寄存器映射、安全访问策略;
·上位机 SCADA 配置 ModbusTCP 驱动,建立实时数据点表与历史库;
·国产触摸屏组态工艺流程画面、实时曲线、报警弹窗、权限管理。

3.通讯测试与调试
·使用 ModbusPoll/TCP 调试工具验证数据读写稳定无丢包;
·测试温度、压力、流量采集精度与响应延迟;
·模拟高、低限报警、联锁动作,验证本地与远程同步响应;
·长时间稳定性测试,确保断线自动重连、数据不丢失。
五、应用效果与价值体现
1.安全监控强化:实时监测炼化关键工艺参数,超限立即联锁报警,降低安全风险。
2.数据完整可追溯:历史数据长期存储,支持工艺分析、能耗优化、合规审计。
3.远程运维高效:中控室可远程调参、诊断故障,减少现场高危作业。
4.系统稳定可靠:以太网冗余架构抗干扰强,适配炼化恶劣环境,长期无故障运行。
5.本地操作便捷:国产触摸屏与上位机数据完全同步,界面友好、权限清晰。
六、总结与展望
YC8000-SC 以太网模块成功将施耐德 M340 PLC 接入炼化工业以太网,解决串口通信不可靠、无法远程监控的痛点。配合国产触摸屏实现本地安全操作与中控集中管控一体化,大幅提升装置运行稳定性、安全性与数字化水平,为炼化企业智能工厂建设提供可靠支撑。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14803浏览量
488521 -
以太网模块
+关注
关注
0文章
92浏览量
8911
发布评论请先 登录
欧姆龙 PLC CPM1A 以太网模块与上位机、威纶触摸屏涂装车间监控配置案例

欧姆龙 CJ2 PLC 借助以太网通讯模块与上位机通讯实现威纶触摸屏监控 AGV/AMR 搬运的应用配置案例

松下 FP-X PLC 以太网模块与上位机、MCGS 触摸屏钢铁冶炼监控配置案例

施耐德 M340 PLC 以太网模块与上位机、国产触摸屏核电站监控配置案例
西门子200PLC通过串口转以太网直连昆仑通泰触摸屏实现本地操作与远程监控同步
基于以太网模块:S7-200PLC 与 MicroWIN 上位机通讯配置实操

基恩士KV系列PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

基恩士KV系列PLC+以太网模块:上位机与触摸屏监控配置案例

欧姆龙C200H以太网模块连接上位机与触摸屏的配置案例

三菱A系列PLC借助以太网模块同时与上位机和触摸屏高效通讯案例

施耐德M200 PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例
施耐德M200 PLC借助以太网模块实现上位机与触摸屏监控配置

三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信




评论