 欧姆龙 PLC CJ1 以太网模块与上位机、威纶触摸屏称重复检监控配置案例
欧姆龙 PLC CJ1 以太网模块与上位机、威纶触摸屏称重复检监控配置案例

一、行业痛点与需求
在物流仓储、食品加工、化工配料、粮食收购等行业,称重复检是保障计量精准、合规追溯的关键环节。传统欧姆龙 CJ1 PLC 缺少以太网接口,与上位机仅靠串口通信,传输慢、抗干扰差,在多秤台、高震动、多粉尘环境下易出现重量数据丢包、复检结果失真。无法实时上传重量、合格状态、复检时间等信息,人工记录易出错,难以满足计量溯源与质量管理要求。
为解决这一问题,捷米特 JM-ETH-CJ 以太网模块专为欧姆龙 CJ1 设计,实现 PLC 稳定联网,让称重复检实现远程监控、数据自动上传、异常报警与全程追溯。
二、项目背景
某大型物流集团仓储中心配备多台静态复检秤、动态检重秤,控制系统均采用欧姆龙 CJ1 PLC。随着企业对计量精度、数据追溯、质量管理要求提升,原有串口通信无法满足多秤台集中监控、重量数据实时存储、复检记录自动生成的需求。人工抄录效率低、易出错,无法应对高频次、大批量复检作业。企业引入 JM-ETH-CJ 模块,补齐 CJ1 无以太网短板,构建一体化智能称重复检监控系统。
三、设备选型与配置
1. 设备选型
·PLC 型号:欧姆龙 CJ1
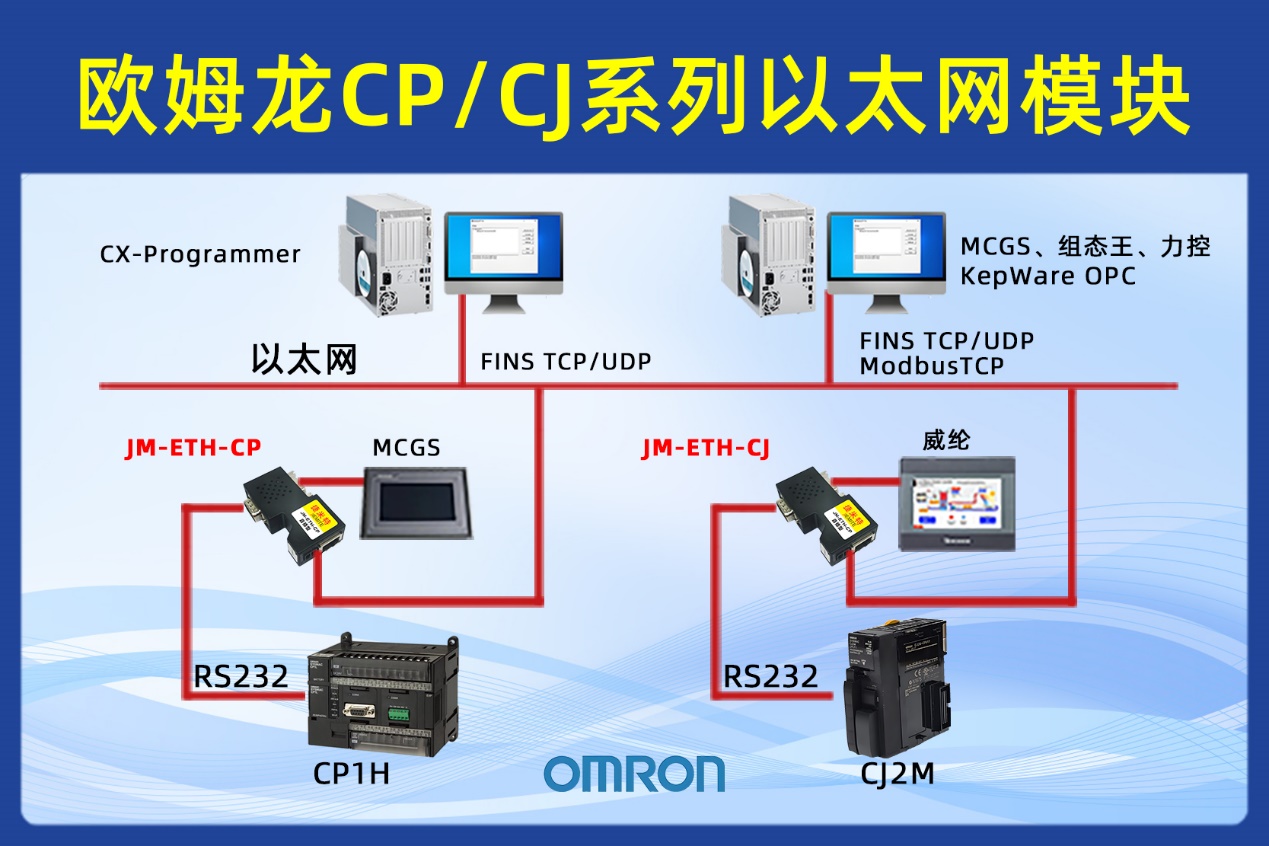
·以太网模块型号:捷米特 JM-ETH-CJ PLC 以太网模块
·触摸屏型号:威纶通 MT8102iP(HMI)
2. 硬件连接
·将 JM-ETH-CJ 模块直接插入 CJ1 PLC 的 DB9 通讯口,PLC 直接供电,无需外接电源。
·用屏蔽超五类网线将模块 RJ45 口接入仓储工业交换机,抗干扰、防丢包。
·威纶触摸屏通讯线接入模块扩展口,实现本地实时显示与操作。
3. 软件配置
·触摸屏组态:威纶 EasyBuilder Pro
·模块配置:捷米特调试软件
四、实施过程
1. 现场勘查与规划
技术团队对仓储复检区布局、秤台分布、网络结构、称重采集点进行勘查,确定触摸屏安装位置(防尘、防振、易操作),规划网络架构与数据上传路径,制定安装、布线、调试方案。
2. 模块安装与调试
·硬件安装:利用设备停机时段安装模块,整理线缆,使用防尘防振线槽防护,符合仓储现场规范。
·模块配置:通过调试软件设置静态 IP、子网掩码、网关,匹配厂区网段;通过 Web 界面监测通信状态,优化抗干扰参数。
·软件调试:上位机通过以太网远程读写 PLC 程序,在线调整重量上下限、复检逻辑;威纶触摸屏组态界面,实时显示重量、合格 / 不合格、累计次数、异常报警。
3. 系统测试与优化
·称重数据传输测试:上位机与威纶触摸屏同步采集实时重量、目标值、偏差值,验证无延迟、无失真。
·远程监控测试:中控室上位机远程查看多台秤台状态,修改复检参数,响应迅速。
·报警与追溯测试:模拟超差、传感器异常、秤台稳定超时,触摸屏与上位机同步报警;自动记录复检时间、物料信息、重量、结果,支持一键查询追溯。
根据测试优化通信频率与界面布局,更贴合现场操作习惯。
五、总结
捷米特 JM-ETH-CJ 模块彻底解决 CJ1 PLC 无网口、称重数据难联网、追溯困难的痛点。配合威纶触摸屏实现本地操作 + 远程监控,让称重复检精准化、数字化、可追溯化,大幅提升计量可靠性与管理效率,为企业质量管控与合规审计提供稳定支撑。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6184浏览量
181547 -
plc
+关注
关注
5052文章
14803浏览量
488524 -
欧姆龙
+关注
关注
3文章
444浏览量
67435
发布评论请先 登录
欧姆龙 CPM2C PLC 借助以太网通讯模块与上位机通讯实现威纶触摸屏监控焊装车间应用配置案例

欧姆龙 CPM1A PLC 借助以太网通讯模块与上位机通讯实现威纶触摸屏监控涂装车间应用配置案例

欧姆龙 PLC CPM1A 以太网模块与上位机、威纶触摸屏涂装车间监控配置案例

欧姆龙 CJ2 PLC 借助以太网通讯模块与上位机通讯实现威纶触摸屏监控 AGV/AMR 搬运的应用配置案例

欧姆龙 PLC CPM1A 以太网模块与上位机、MCGS 触摸屏水切割监控配置案例
欧姆龙PLC CJ1以太网模块与上位机、三菱触摸屏的混凝土搅拌站监控配置案例

欧姆龙 PLC CP1H 以太网模块与上位机、MCGS 触摸屏通讯配置案例
欧姆龙 CP1H PLC 借助以太网模块与上位机编程软件通讯实现 MCGS 触摸屏监控的激光切割应用配置案例

欧姆龙CP系列以太网模块配置实现上位机与触摸屏监控方案

欧姆龙CPM1A系列PLC借助以太网模块同时与上位机和触摸屏,变频器高效通讯案例

欧姆龙C200H以太网模块连接上位机与触摸屏的配置案例

欧姆龙C200H系列PLC以太网模块应用案例
以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例
欧姆龙CJ1以太网集成:新能源汽车设备实时监控与多端协同控制
欧姆龙PLC CP1E以太网模块与上位机、触摸屏通讯配置案例



评论