 西门子 S7-200 PLC 借助 PPI 转以太网模块与上位机通讯实现国产触摸屏监控粮油加工厂输送泵阀状态的应用配置
西门子 S7-200 PLC 借助 PPI 转以太网模块与上位机通讯实现国产触摸屏监控粮油加工厂输送泵阀状态的应用配置


一、项目背景与行业痛点
某大型粮油加工厂的原料输送与成品灌装车间,其核心的输送泵、卸料阀、灌装阀控制系统采用西门子 S7-200 PLC(型号:CPUSR40)实现自动化控制,负责大豆、菜籽等原料的输送及食用油、成品粮的灌装工序。原系统采用 PPI协议连接简易串口触摸屏进行本地监控,上位机通过串口服务器与 PLC进行数据交互,在粮油加工的连续生产过程中,暴露出诸多行业特有的问题。
二、系统架构设计与设备选型
整体架构
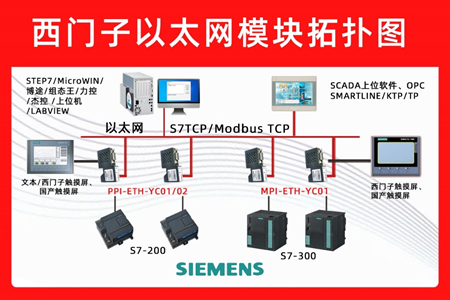
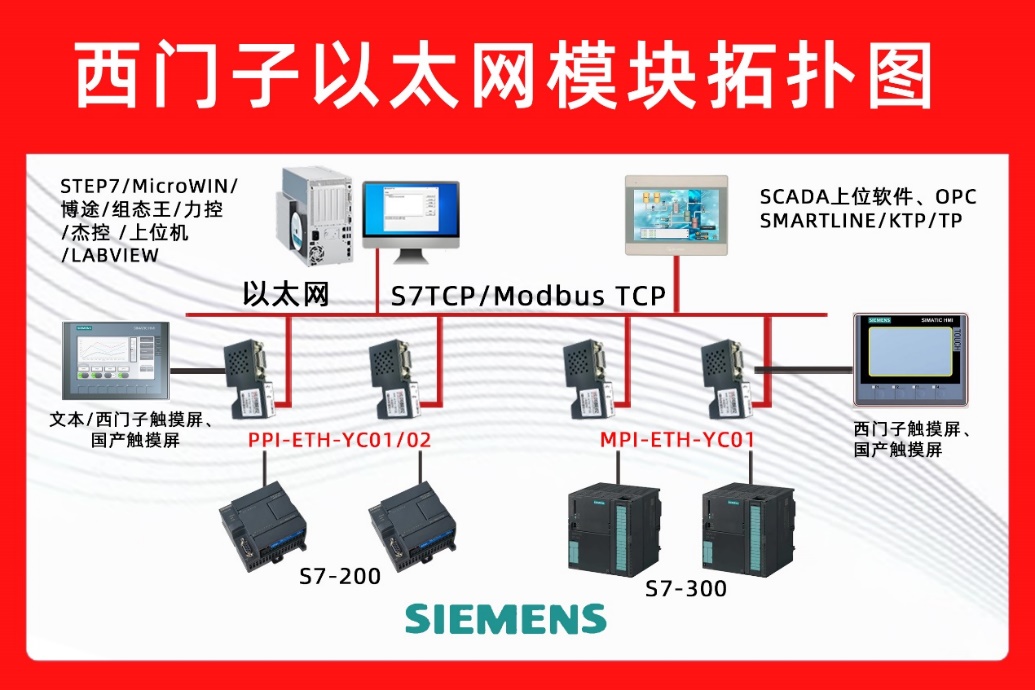
改造后的粮油加工厂输送泵阀监控系统采用三层工业架构,实现设备层、控制层、监控层的协同工作,适配粮油加工的连续生产需求:
设备层:包含 5台不锈钢输送泵、4个灌装电动阀、4个液位传感器、2个流量传感器。
控制层:西门子 S7-200 CPUSR40 PLC、捷米特 ETH-S7200-JM02 PPI转以太网模块、显控 SK-070HE国产工业级触摸屏。

三、系统实施过程
硬件连接
将捷米特 ETH-S7200-JM02模块的 RS485接口通过屏蔽双绞线连接至 S7-200 PLC的 Port0通讯口,模块终端电阻拨至 “ON”,有效抑制车间粉尘、振动带来的信号干扰。
模块的 RJ45以太网接口通过超五类屏蔽网线连接至车间工业级交换机,交换机做防尘防护处理,保障以太网通讯链路的稳定性。
显控国产触摸屏与上位机分别通过屏蔽网线接入车间工业交换机,与 PLC、PPI转以太网模块形成本地工业局域网,实现数据互通。
压力、液位、流量传感器的 4-20mA模拟量信号接入 PLC的 EM AE04模拟量输入模块,完成粮油加工关键生产数据的采集。
PLC的数字量输出点通过继电器、电磁阀连接至输送泵、卸料阀、灌装阀的控制端,实现对泵阀设备的自动化控制,同时接入车间声光报警器,实现现场报警。

网络配置
捷米特 ETH-S7200-JM02 PPI以太网模块配置
通过笔记本电脑连接模块局域网,在浏览器中访问模块默认 Web配置界面(IP:192.168.1.200),进入参数配置页面。
设置模块静态 IP地址:192.168.3.100,子网掩码:255.255.255.0,网关:192.168.3.1,与工厂工业内网网段匹配。
在协议配置中选择 “PPI主站”模式,设置 PLC站号为 4(与 PLC实际站号一致),通讯波特率设为 115200bps,提升数据传输速率。
启用 “多主站通讯”功能,允许国产触摸屏和上位机同时连接模块,实现对 PLC的并行数据访问,满足本地与远程的双重监控需求。

五、系统调试与测试
通讯测试
通过捷米特模块的诊断工具检测模块与 PLC的通讯状态,显示 “通讯正常”,在车间满负荷生产状态下,连续测试 24小时,无通讯中断、数据丢包现象。
分别在国产触摸屏和上位机端读取 PLC的生产数据,验证两端数据的一致性,误差控制在 0.3%以内,满足生产监控的精度需求。
测试多主站并行访问功能,同时在触摸屏现场操作和上位机远程操作泵阀,设备响应及时,无操作冲突、数据延迟现象,通讯链路稳定性良好。

六、实施效果与收益分析
系统性能提升
通讯稳定性实现质的飞跃,摒弃串口服务器后,结合工业级屏蔽布线,系统在车间粉尘、振动的恶劣环境下,数据丢包率降至 0,通讯中断现象彻底消除,保障了粮油加工的连续生产。
系统响应速度大幅提升,操作指令与数据反馈的延迟由原来的 500ms缩短至 70ms以内,满足了成品灌装等工序的实时控制需求。
实现 7×24小时不间断生产数据采集与存储,历史数据可追溯 3年以上,为粮油加工厂的生产工艺优化、生产计划制定提供了完整的数据分析依据。
国产工业级触摸屏的应用,完美适配车间的生产环境,本地监控的可靠性大幅提升,现场操作与故障排查的效率显著提高。
八、总结与展望
本案例成功将捷米特 ETH-S7200-JM02 PPI转以太网模块应用于粮油加工厂的输送泵阀监控系统改造,通过将西门子 S7-200 PLC的 PPI串口通讯转换为以太网通讯,结合国产显控工业级触摸屏,搭建了一套适配粮油加工恶劣生产环境的稳定、高效的智能监控系统,彻底解决了传统串口通讯的诸多行业痛点。
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6160浏览量
181514 -
西门子
+关注
关注
98文章
3366浏览量
120676
发布评论请先 登录
西门子S7-200PLC借助于以太网转换模块同时与S7-1200PLC和西门子触摸屏在化工行业通讯案例

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
PLC以太网模块助力老旧S7-200直连上位机系统实现实时数据监控降本90%
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 PLC 借助 PPI 以太网通讯模块与上位机通讯实现触摸屏监控纺织印染设备的应用配置案例
西门子200PLC通过串口转以太网直连昆仑通泰触摸屏实现本地操作与远程监控同步
基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子 S7-200 SMART PLC借助于PPI以太网通讯处理器与西门子触摸屏通讯的应用配置案例

S7-200 SMART PLC借助于PPI转以太网模块与上位机通讯实现触摸屏监控的应用配置案例
PLC以太网通讯模块精准控温:S7-200同步联动环控器、HMI及监控端
PPI转以太网模块帮助西门子S7-200PLC实现现代化温室大棚自动化改造多设备高效通讯案例
plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例

依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论