 使用三菱Q13UDEH PLC进行以太网通信设置的具体步骤
使用三菱Q13UDEH PLC进行以太网通信设置的具体步骤

当使用三菱Q13UDEH PLC 和组态王6.55 进行通信,使用Melsec_Ethernet.dll(60.3.14.30)驱动。使用该驱动时应注意,勾选“允许RUN中写入(FTP与MC协议)” 选项。否则会出现变量只能读取不能写入的现象。
1. 使用内置以太网模块
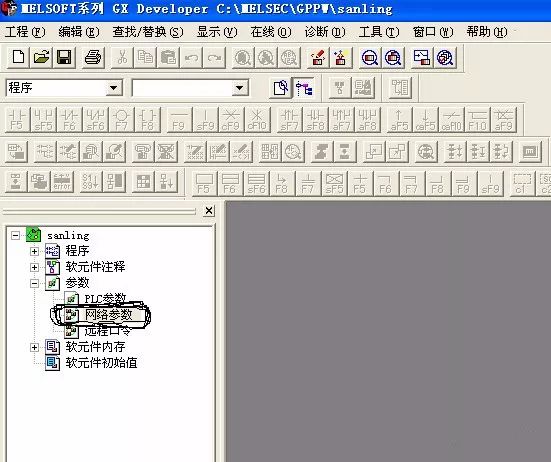
(1)首先使用三菱编程软件新建工程:
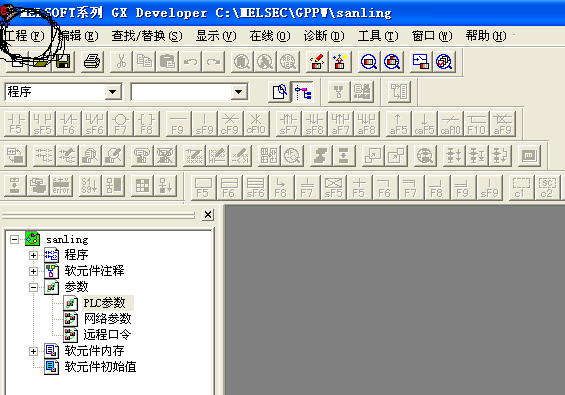
(2)点击设置“PLC参数”
(3)选择“内置以太网板设置”
(4)点击“开始设定”
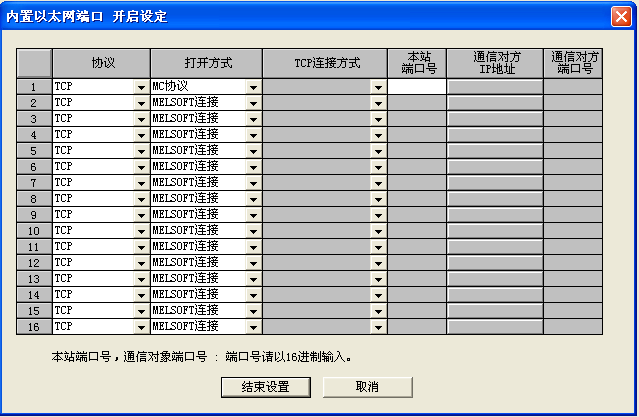
(5)设定内置以太网参数*如果选用TCP协议则打开方式务必选取“MC协议”
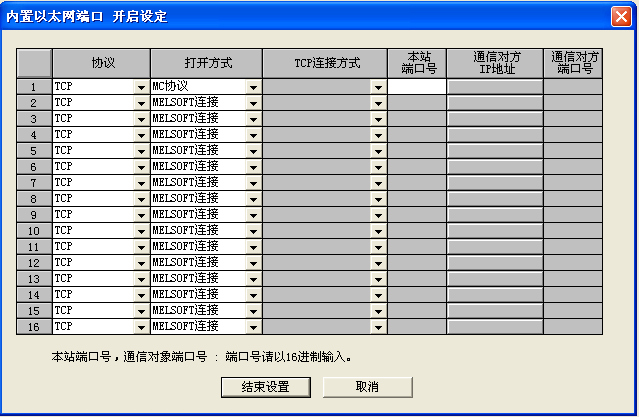
如果需要多上位访问可以添加多个MC协议,添加多个端口号。
(6)下图中红色框中的选项一定要勾上,否则会出现变量只能读取不能写入的现象。
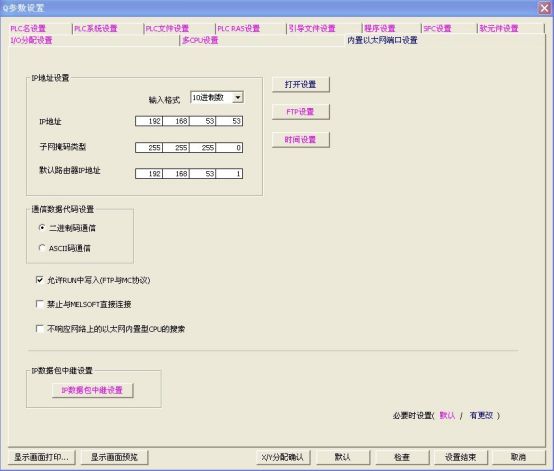
注意本站号:当打开时是10进制,这里必须把10进制转化成16进制,以方便组态王中使用。
2. 使用外置以太网模块
(1) 第一个步骤同使用内置以太网模块,本例以外置三菱以太网模块QJ17E71-100为例;
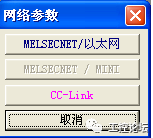
(2) 设置“网络参数”
(3) 点击“MELSECNET/以太网”
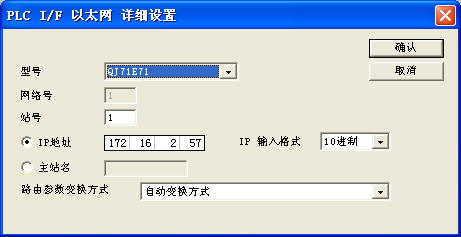
(4) 配置外置以太网模块
可按照实际情况选择上图中的“网络类型”,“起始I/O号”,“网络号”,“组号”,“站号”,并选择对应“模式”。
(5) 点击“操作设置”
注意一定要选取黑色框中的选项,否则会造成设备初始化失败
(6)点击“初始设置”
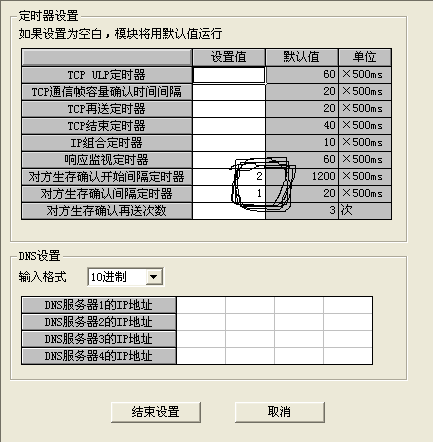
黑色框选中的选项请填写较小的数值
(7)点击“打开设置”
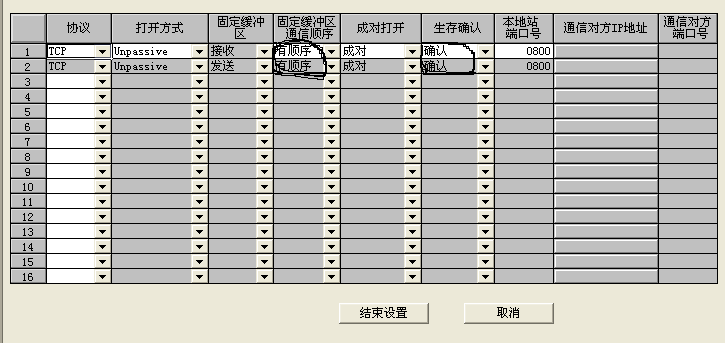
上图是选择TCP通讯协议时的情况,图中铅笔圈定的两个地方要注意,第一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选 “确认”,这样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
当选择TCP通讯协议时最后一位一定要设为1,因为1代表TCP通信协议
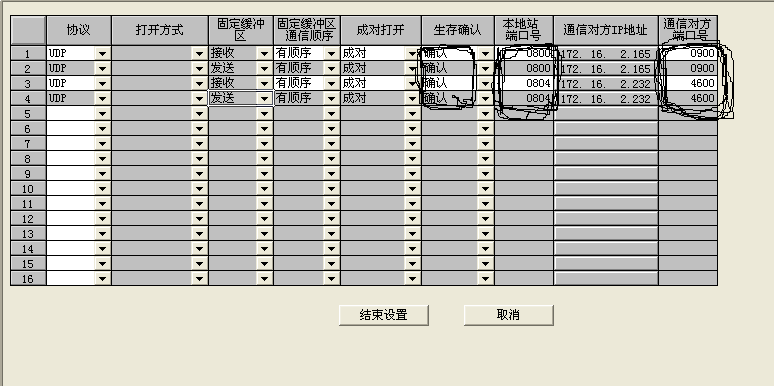
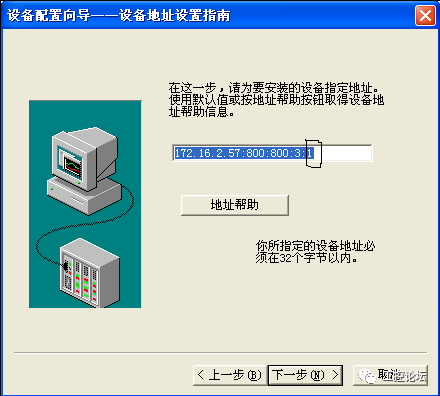
选择UDP通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由同上,第二处和第三处没有确定的值,一般建议最好使用700以后的端口。这里要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致,如下图
(8)点击传输设置

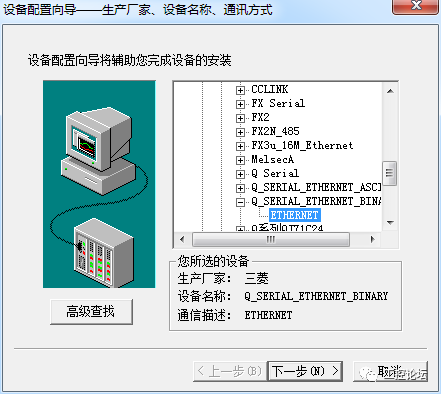
(9)选择“以太网板”
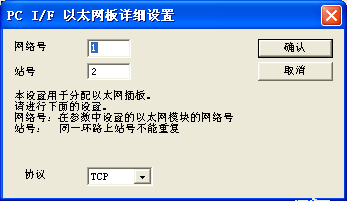
此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0代表UDP通讯,1代表TCP通讯)则会导致通讯失败。
(10)点击“以太网模块”
组态王中设置:
选择以上设置,如果用的ASCII码则使用第一个
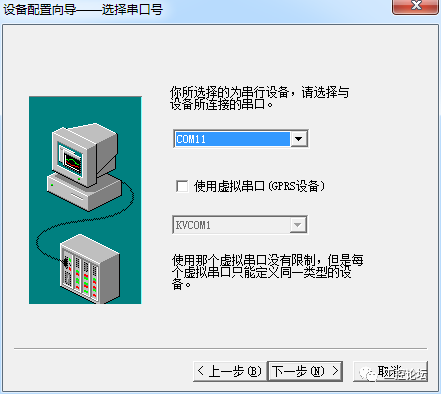
最好选择COM10以后的串口
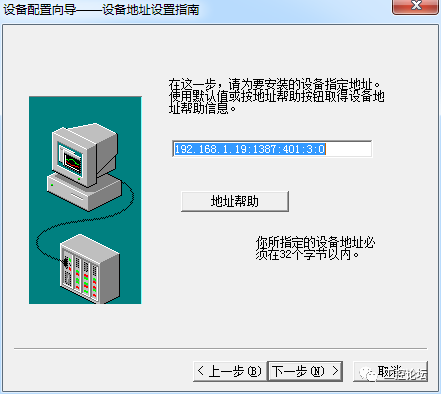
本设备的地址格式及地址范围
设备地址格式为:
aaa.bbb.ccc.ddd(10进制):PLCport(16进制):ComputerPort(16进制):t(10进制):TransType(10进制)
其中:aaa.bbb.ccc.ddd为PLC指定的IP地址,(aaa、bbb、ccc、ddd 范围均为0-255)
PLCport为PLC指定的端口号,(0-FFFF)
ComputerPort为PC 端指定端口号,(0-FFFF)
t是连接超时(单位秒),
TransType为0代表采用UDP,为1采用TCP进行通讯。
注意:整个网络的PC和PLC,aaa.bbb.ccc部分要相同,ddd和PLCport,ComputerPort部分不要重复
特别注意哦:这里的PLC指定端口号是1387,但是在PLC里一定要看好是不是写的10进制的4999,或者在plc转化一下。在组态王中一定要写16进制,PLC应该要跟组态王一样用16进制或转换成10进制的数。
如:192.168.1.8:800:401:3:1,组态王中的定义与PLC软件中的配置对应如下:
此时最后一位一定要设为0,因为0代表UDP通信协议
IP地址不要填错,否则会导致通讯。失败然后将这些参数设置写入PLC,确认写入PLC后,便可进行在线监视。
-
以太网
+关注
关注
41文章
6191浏览量
181562 -
plc
+关注
关注
5052文章
14811浏览量
488613 -
三菱
+关注
关注
32文章
832浏览量
44260
原文标题:三菱Q系列PLC 以太网通信设置方法
文章出处:【微信号:GKB1508,微信公众号:工控帮】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
告别脉冲线海,一网打通CC-Link IE to CANopen,步科伺服与三菱PLC握手言和

三菱FX1S PLC借助以太网通讯模块与上位机通讯实现监控光伏组件生产线的应用配置案例

锅炉厂房里西门子PLC使用Profinet转CCLKIE智能网关与三菱PLC进行通讯解决方案案例

三菱FX系列PLC+FX以太网通讯处理器:上位机通讯应用案例

三菱Q 03UDE PLC借助以太网通讯处理器与读卡器通讯的配置案例

CCLKIE转智能网关实现锅炉房西门子PLC与三菱PLC通讯案例

基于以太网通讯处理器实现三菱Q03UDE PLC与读卡器的连接配置

工业智能网关配合三菱以太网通信处理器实现三菱FX3U PLC的无线通信
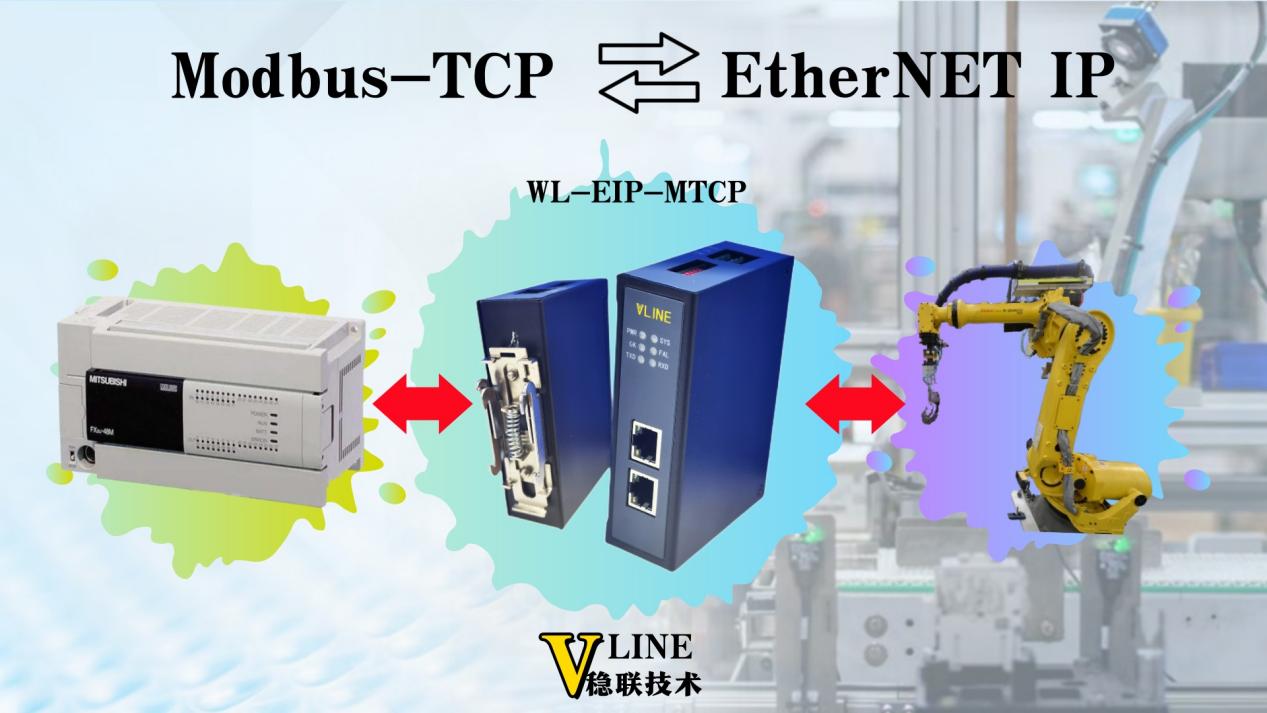
稳联技术EthernetIP转ModbusTCP网关连接发那科机器人与三菱PLC的集成方案
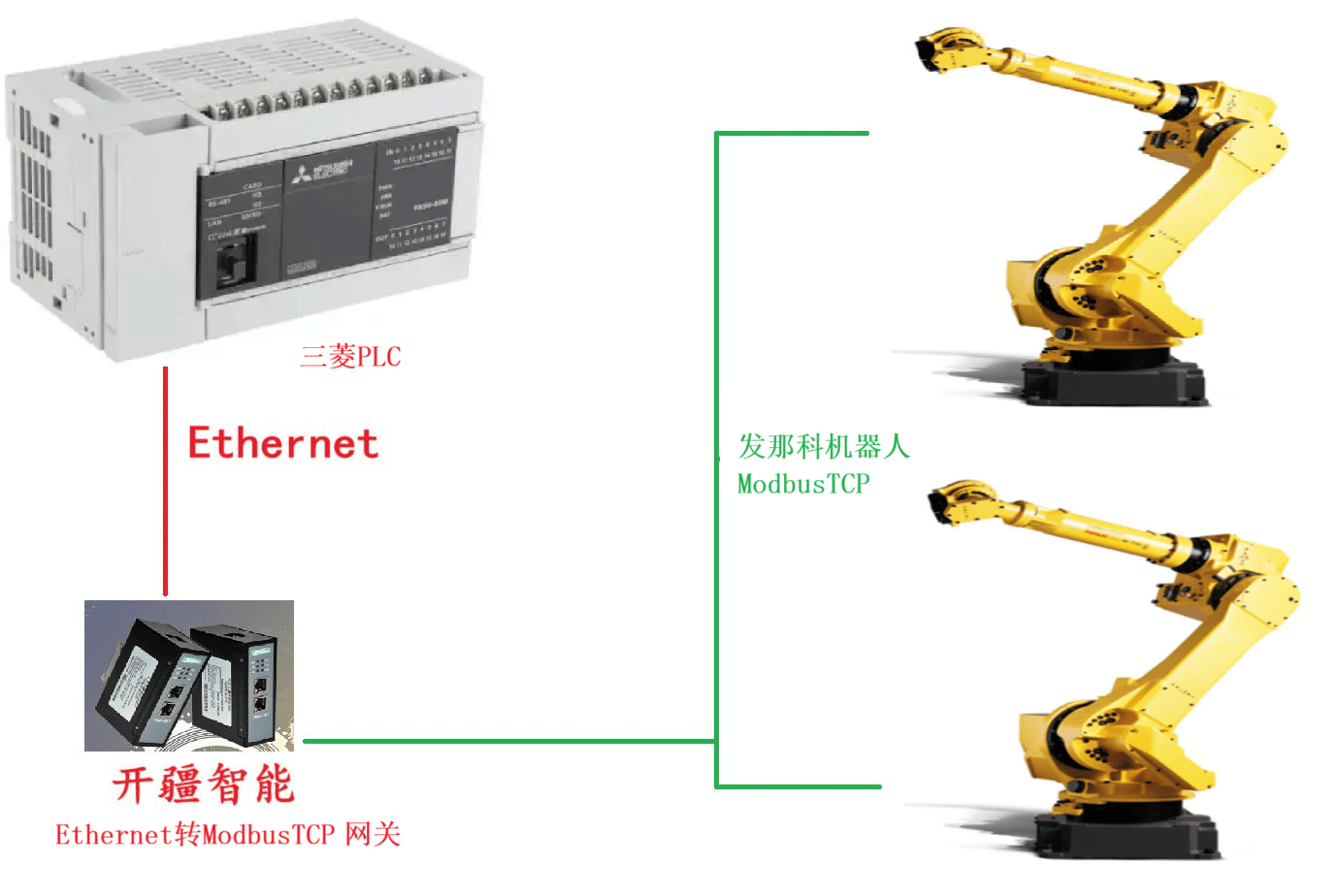
开疆智能Ethernet转ModbusTCP网关连接发那科机器人与三菱PLC配置案例
三菱 PLC Q04UDEH 配以太网模块,连上位机与触摸屏方案

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

以太网模块助力三菱 Q04UDEH PLC 对接上位机、触摸屏

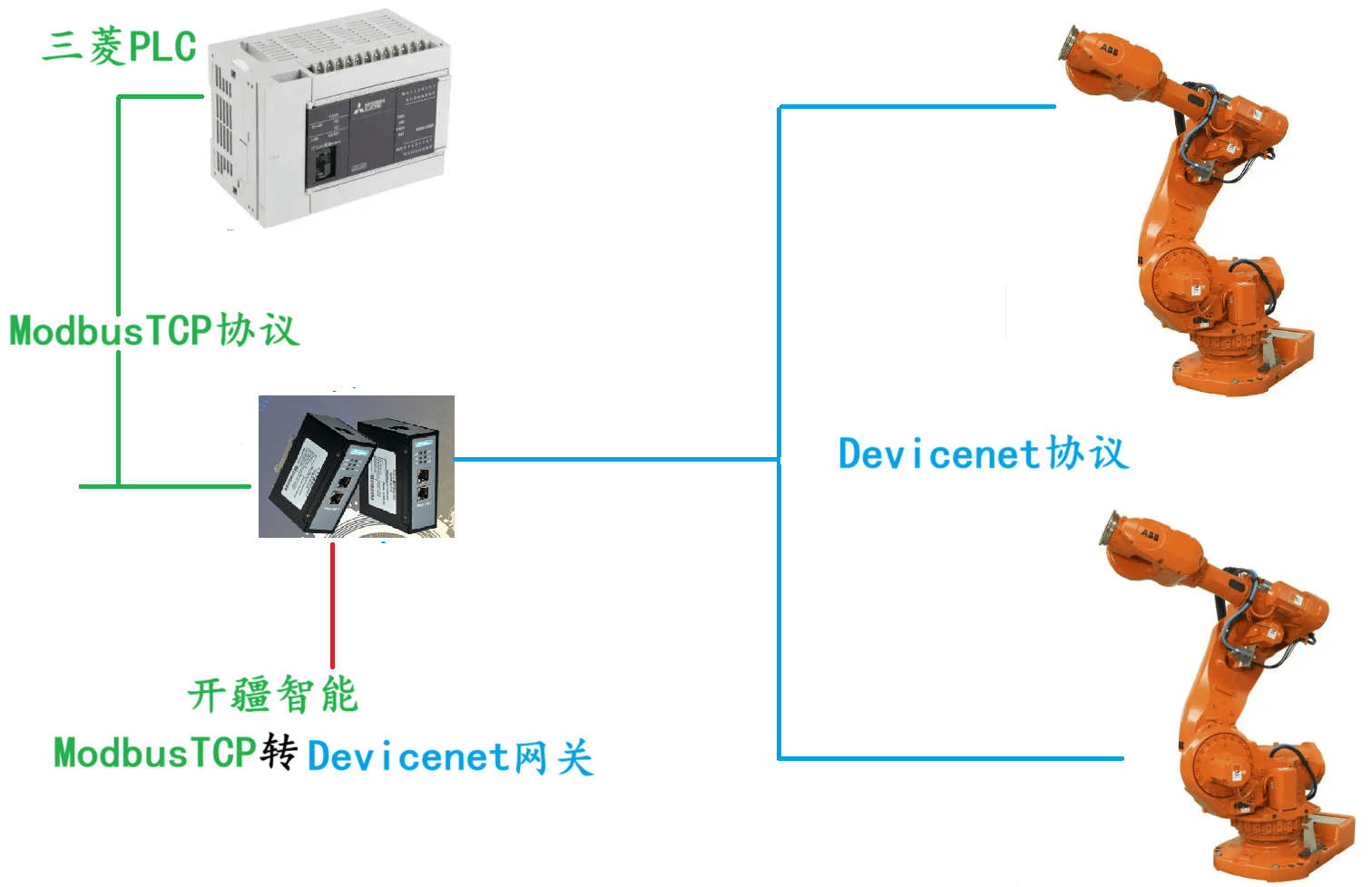
开疆智能ModbusTCP转Devicenet网关连接三菱PLC与ABB机器人配置案例



评论