 三菱 FX 系列PLC的基本逻辑指令(2)
三菱 FX 系列PLC的基本逻辑指令(2)

置位与复位指令(SET/RST)
(1)SET(置位指令) 它的作用是使被操作的目标元件置位并保持。
(2)RST(复位指令) 使被操作的目标元件复位并保持清零状态。SET、RST指令的使用,当X0常开接通时,Y0变为ON状态并一直保持该状态,即使X0断开Y0的ON状态仍维持不变;只有当X1的常开闭合时,Y0才变为OFF状态并保持,即使X1常开断开,Y0也仍为OFF状态。 SET 、RST指令的使用说明:
1)SET指令的目标元件为Y、M、S,RST指令的目标元件为Y、M、S、T、C、D、V 、Z。RST指令常被用来对D、Z、V的内容清零,还用来复位积算定时器和计数器。
2)对于同一目标元件,SET、RST可以按任意顺序多次使用,但最后执行者有效。
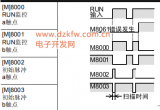
主控指令(MC/MCR)
1)MC(主控指令) 用于公共串联触点的连接。执行MC后,左母线移到MC触点的后面。
2)MCR(主控复位指令) 它是MC指令的复位指令,即利用MCR指令恢复原左母线的位置。 在编程中,经常发生多个线圈同时由一个或一组触点控制的情况,如果在每个线圈的控制电路中串联相同的触点,则会占用大量的存储单元,使用主控制命令可以解决这个问题。 MC、MCR指令利用MC N0 M100实现左母线右移,使Y0、Y1都在X0的控制之下,其中N0表示嵌套等级,在无嵌套结构中N0的使用次数无限制;利用MCR N0恢复到原左母线状态。如果X0断开则会跳过MC、MCR之间的指令向下执行。
MC、MCR指令的使用说明:
1)MC、MCR指令的目标元件为Y和M,但不能用特殊辅助继电器。MC占3个程序步,MCR占2个程序步;
2)主控触点在梯形图中与一般触点垂直。主控触点是与左母线相连的常开触点,是控制一组电路的总开关。与主控触点相连的触点必须用LD或LDI指令。
3)MC指令的输入触点断开时,在MC和MCR之内的积算定时器、计数器、用复位/置位指令驱动的元件保持其之前的状态不变。非积算定时器和计数器,用OUT指令驱动的元件将复位,22中当X0断开,Y0和Y1即变为OFF。
4)在一个MC指令区内若再使用MC指令称为嵌套。嵌套级数最多为8级,编号按N0→N1→N2→N3→N4→N5→N6→N7顺序增大,每级的返回用对应的MCR指令,从编号大的嵌套级开始复位。
微分指令(PLS/PLF)
(1)PLS(上升沿微分指令) 在输入信号上升沿产生一个扫描周期的脉冲输出;
(2)PLF(下降沿微分指令) 在输入信号下降沿产生一个扫描周期的脉冲输出。 利用微分指令检测到信号的边沿,通过置位和复位命令控制Y0的状态。 PLS、PLF指令的使用说明:
1)PLS、PLF指令的目标元件为Y和M;
2)使用PLS时,仅在驱动输入为ON后的一个扫描周期内目标元件ON,M0仅在X0的常开触点由断到通时的一个扫描周期内为ON;使用PLF指令时只是利用输入信号的下降沿驱动,其它与PLS相同。
本文内容来源:OFweek工控网,仅供学习、交流。版权归原作者所有,如有侵权联系必删。
审核编辑 黄宇
-
plc
+关注
关注
5052文章
14806浏览量
488598 -
三菱
+关注
关注
32文章
832浏览量
44260
发布评论请先 登录
三菱FX1S PLC借助以太网通讯模块与上位机通讯实现监控光伏组件生产线的应用配置案例

物流仓储自动化升级:三菱 FX2N PLC 以太网模块实现上位机与三菱触摸屏智能通讯

三菱 FX2N PLC 借助以太网模块实现监控仓储物流自动化应用配置案例

三菱FX3U PLC控制伺服电机的高速脉冲模式解析

三菱FX系列PLC+FX以太网通讯处理器:上位机通讯应用案例

CCLKIE转智能网关实现锅炉房西门子PLC与三菱PLC通讯案例

工业智能网关配合三菱以太网通信处理器实现三菱FX3U PLC的无线通信
三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

西门子200SMART如何无线联三菱FX3U? 御控工业网关实现多站点PLC无线通讯集中控制!
如何破解三菱PLC与西门子PLC的通讯难题

三菱PLC对变频器进行控制,其硬件如何配置?

三菱PLC与西门子PLC如何实现互通?看这篇就够了!

如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!




评论